加热板和涂布机烤箱的制作方法
本申请涉及锂离子电池电极制作,具体涉及一种加热板和涂布机烤箱。
背景技术:
1、锂离子电池电极制造过程中,目前主流的制作工艺包括湿法配料、涂布和烘烤等,其中烘烤工艺主要使用涂布机烤箱进行。有的烤箱是通过热风烘干极片,但能效低、烘烤速率低、极片质量差。还有的烤箱采用热风烘干和红外线辐射加热的方式,相比于单纯采用热风烘干的方案,有了诸多优势。
2、目前的红外方案主要采用红外灯管作为烘烤红外源,涂布机需要布置大量的红外灯管,且红外灯管寿命短,自身温度高,需还有额外配置给灯管冷却的装置和监测灯管温度的装置,成本高。最新出现的红外板的方案,采用了板状红外源,相比于灯管的形式,成本低,寿命长,且自身温度低,是业界逐渐重点关注的技术。
3、但目前的红外板的方案采用多个相同规格的红外板拼接,导致拼接接缝处在同一位置,在烘烤时在对应接缝处存在漏烤、烘烤不足的现象,导致极片溶剂残留偏高,残留不稳定,进而导致电池性能不稳定。
技术实现思路
1、本申请的目的是提供一种加热板和涂布机烤箱,解决烤箱采用红外板方案时存在漏烤、烘烤不足的问题。
2、为实现本申请的目的,本申请提供了如下的技术方案:
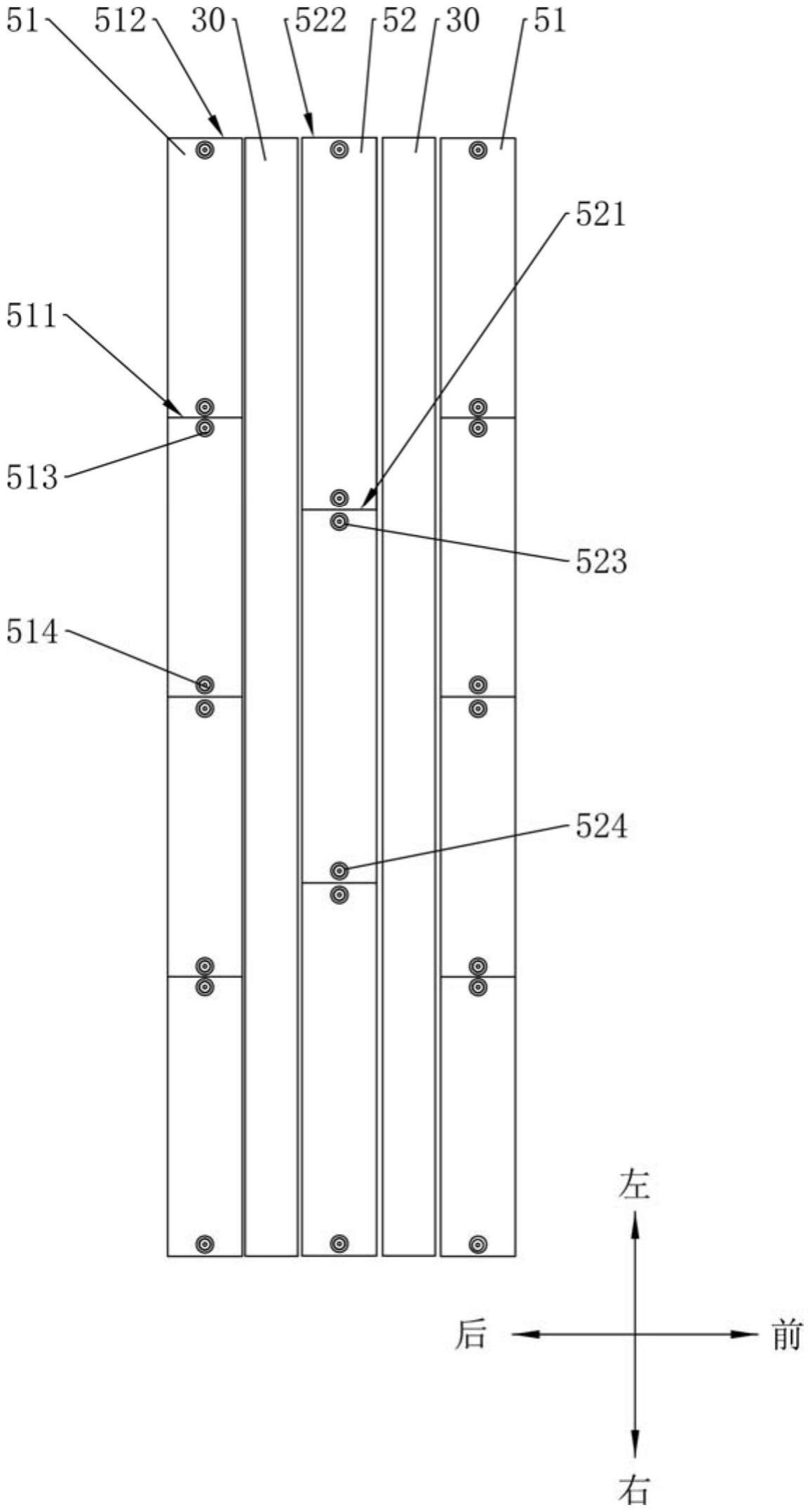
3、第一方面,本申请提供一种加热板,所述加热板用于加热极片,所述加热板包括第一红外板和第二红外板;所述第一红外板和所述第二红外板沿前后方向依次布置,所述第一红外板在左右方向上具有第一边沿,所述第二红外板在左右方向上具有与所述第一边沿对应的第二边沿,所述第一边沿和所述第二边沿在前后方向上错位设置;其中,所述极片用于在前后方向上移动,所述极片的长度方向为前后方向,宽度方向为左右方向。
4、一种实施方式中,在左右方向上,所述第一红外板的数量为1个,所述第二红外板的数量为多个,多个所述第二红外板在左右方向依次拼接,所述第一红外板在左右方向上的尺寸与多个所述第二红外板在左右方向上的总尺寸相等。
5、一种实施方式中,在左右方向上,所述第一红外板和所述第二红外板的数量均为多个且不相等,多个所述第一红外板在左右方向上依次拼接,多个所述第二红外板在左右方向依次拼接,多个所述第一红外板在左右方向上的总尺寸与多个所述第二红外板在左右方向上的总尺寸相等。
6、一种实施方式中,在左右方向上最外侧的所述第一红外板的边沿与所述第二红外板对应的边沿齐平共面。
7、一种实施方式中,所述第一红外板和所述第二红外板在前后方向上设置有用于设置风嘴的间隙。
8、一种实施方式中,所述第一红外板和所述第二红外板在前后方向上连接形成一组红外板组,所述加热板沿前后方向设置有多个所述红外板组,相邻的红外板组之间设置有用于设置风嘴的间隙。
9、一种实施方式中,每组所述红外板组包括在前后方向上交替排布的所述第一红外板和所述第二红外板。
10、一种实施方式中,每组所述红外板组中的所述第一红外板和所述第二红外板在前后方向上可拆卸地连接。
11、一种实施方式中,所述第一红外板的数量为多个,多个所述第一红外板在左右方向上可拆卸地连接,和/或,所述第二红外板的数量为多个,多个所述第二红外板在左右方向上可拆卸地连接。
12、一种实施方式中,所述第一红外板的长度方向为前后方向或左右方向。
13、第二方面,本申请还提供一种涂布机烤箱,包括:箱体,上船体和下船体,所述箱体具有容纳腔,所述上船体和所述下船体相对地容置在所述容纳腔;第一方面各种实施方式中任一项所述的加热板,设置在所述上船体和所述下船体之间。
14、一种实施方式中,所述上船体和所述下船体之相对的表面各设有多个间隔排布的风嘴,所述加热板设置在所述上船体和/或所述下船体上的相邻的两个所述风嘴之间。
15、一种实施方式中,所述上船体上的多个所述风嘴和所述下船体上的多个所述风嘴在上下方向上错位设置。
16、本申请提供的加热板,通过设置第一红外板和第二红外板在前后方向上依次布置,第一红外板的第一边沿和第二红外板的第二边沿在前后方向上错位设置,使得极片在前后方向上移动时,在其中一个红外板未被加热烘烤的部分,在下一个红外板处能够得到加热烘烤,避免了极片未被加热烘烤的部分始终得不到加热烘烤而出现的漏烤,烘烤不足的问题,解决了极片溶剂残留偏高,残留不稳定的问题,能够提升电池性能的稳定性。
技术特征:
1.一种加热板,其特征在于,所述加热板用于加热极片,所述加热板包括第一红外板和第二红外板;
2.根据权利要求1所述的加热板,其特征在于,在左右方向上,所述第一红外板的数量为1个,所述第二红外板的数量为多个,多个所述第二红外板在左右方向依次拼接,所述第一红外板在左右方向上的尺寸与多个所述第二红外板在左右方向上的总尺寸相等。
3.根据权利要求1所述的加热板,其特征在于,在左右方向上,所述第一红外板和所述第二红外板的数量均为多个且不相等,多个所述第一红外板在左右方向上依次拼接,多个所述第二红外板在左右方向依次拼接,多个所述第一红外板在左右方向上的总尺寸与多个所述第二红外板在左右方向上的总尺寸相等。
4.根据权利要求2或3所述的加热板,其特征在于,在左右方向上最外侧的所述第一红外板的边沿与所述第二红外板对应的边沿齐平共面。
5.根据权利要求2或3所述的加热板,其特征在于,所述第一红外板和所述第二红外板在前后方向上设置有用于设置风嘴的间隙。
6.根据权利要求2或3所述的加热板,其特征在于,所述第一红外板和所述第二红外板在前后方向上连接形成一组红外板组,所述加热板沿前后方向设置有多个所述红外板组,相邻的红外板组之间设置有用于设置风嘴的间隙。
7.根据权利要求6所述的加热板,其特征在于,每组所述红外板组包括在前后方向上交替排布的所述第一红外板和所述第二红外板。
8.根据权利要求6所述的加热板,其特征在于,每组所述红外板组中的所述第一红外板和所述第二红外板在前后方向上可拆卸地连接。
9.根据权利要求1所述的加热板,其特征在于,所述第一红外板的数量为多个,多个所述第一红外板在左右方向上可拆卸地连接,和/或,所述第二红外板的数量为多个,多个所述第二红外板在左右方向上可拆卸地连接。
10.根据权利要求1所述的加热板,其特征在于,所述第一红外板的长度方向为前后方向或左右方向。
11.一种涂布机烤箱,其特征在于,包括:
12.根据权利要求11所述的涂布机烤箱,其特征在于,所述上船体和所述下船体之相对的表面各设有多个间隔排布的风嘴,所述加热板设置在所述上船体和/或所述下船体上的相邻的两个所述风嘴之间。
13.根据权利要求12所述的涂布机烤箱,其特征在于,所述上船体上的多个所述风嘴和所述下船体上的多个所述风嘴在上下方向上错位设置。
技术总结
一种加热板和涂布机烤箱,加热板用于加热极片,加热板包括第一红外板和第二红外板;第一红外板和第二红外板沿前后方向依次布置,第一红外板在左右方向上具有第一边沿,第二红外板在左右方向上具有与第一边沿对应的第二边沿,第一边沿和第二边沿在前后方向上错位设置;其中,极片用于在前后方向上移动,极片的长度方向为前后方向,宽度方向为左右方向。通过上述设置,使得极片在前后方向上移动时,在其中一个红外板未被加热烘烤的部分,在下一个红外板处能够得到加热烘烤,避免了极片未被加热烘烤的部分始终得不到加热烘烤而出现的漏烤,烘烤不足的问题,解决了极片溶剂残留偏高,残留不稳定的问题,能够提升电池性能的稳定性。
技术研发人员:王亮,刘克,金刚卫,张建昌,顾成言
受保护的技术使用者:比亚迪股份有限公司
技术研发日:20221116
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!