一种锚框式搅拌桨定位加工机构的制作方法
本技术涉及搅拌桨加工结构领域,尤其涉及一种锚框式搅拌桨定位加工机构。
背景技术:
1、搅拌器是使液体、气体介质强迫对流并均匀混合的器件,包括锚式搅拌器、旋桨式搅拌器等。
2、现有一种锚式搅拌器,包括锚框式搅拌桨,锚框式搅拌桨a包括转轴a1、第一轴套a2、第二轴套a3、第三轴套a4、搅拌桨a5,第一轴套a2固定在转轴a1的底部,第二轴套a3固定在转轴a1的中部, 第三轴套a4固定在转轴a1上位于第一轴套a2与第二轴套a3之间,搅拌桨a5固定在第二轴套a3的两则,搅拌底桨a6固定在第一轴套a2的两侧,搅拌增强桨a7的一端与搅拌桨a5连接,另一端与搅拌底桨a6连接,且搅拌桨a5、搅拌底桨a6、搅拌增强桨a7共面,在搅拌桨a5的宽度两侧均固定有一辅助增强桨a8,且两个辅助增强桨a8关于转轴a1中心对称,且辅助增强桨a8的一端固定在搅拌桨a5上远离转轴a1处,另一端固定在搅拌底桨a6上靠近搅拌增强桨a7处,且其中端通过一连接板a9固定在第三轴套a4上。
3、现加工一般是先在第三轴套a4的两侧焊装连接板a9,然后将第三轴套a4套装在转轴a1上,再焊装搅拌桨a5、搅拌底桨a6和搅拌增强桨a7,最后再焊装辅助增强桨a8,但是在焊装辅助增强桨a8时,由于转轴a1与搅拌桨a5等不处于同一水平面上,导致现有的加工装置无法用于固定上述锚框式搅拌桨以实现辅助增强桨a8的焊装,容易造成焊装的精准度降低的问题,从而需要返工重装,增加员工的劳动强度。
技术实现思路
1、本实用新型要解决的技术问题是提供一种锚框式搅拌桨定位加工机构,解决现有加工装置不适用上述锚框式搅拌桨、造成焊装的精准度降低的问题,从而需要返工重装,增加员工的劳动强度的问题。
2、为解决上述技术问题,本实用新型的技术方案为:一种锚框式搅拌桨定位加工机构,其创新点在于:包括二字形支撑台、一限位机构以及一旋转机构,且所述二字形支撑台与所述限位机构相邻设置;
3、所述二字形支撑台水平设置,包括间隔设置的第一纵向支撑部以及第二纵向支撑部,在该第一纵向支撑部顶部中央开有横向设置的第一弧形导向槽,所述第一弧形导向槽刚好容纳所述第二轴套,在第二纵向支撑部顶部中央开有横向设置的第二弧形限位槽,所述第二弧形限位槽刚好容纳所述转轴,且第一弧形导向槽与第二弧形限位槽同轴,且第一纵向支撑部与第二纵向支撑部之间的距离大于所述第一轴套的宽度、第一纵向支撑部与第二纵向支撑部之间的距离也大于搅拌桨的宽度;
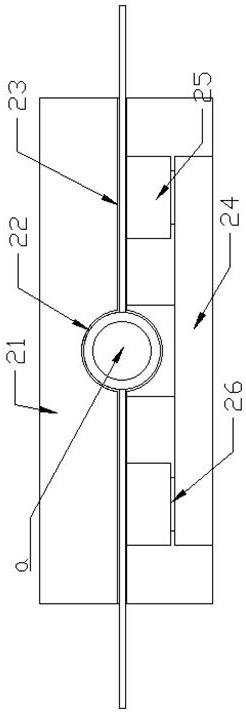
4、所述限位机构包括一靠近所述第二纵向支撑部设置的限位台,所述限位台为纵向设置的长条状,且限位台与所述第二纵向支撑部互相平行,在该限位台靠近所述二字形支撑台的一侧处向内凹进开设有一水平设置的容纳槽,该容纳槽包括一圆柱形凹槽以及对称设置在所述圆柱形凹槽两侧处的矩形槽,且所述圆柱形凹槽与所述矩形槽连通设置,且矩形槽的深度大于圆柱形凹槽的深度,所述圆柱形凹槽用于部分容纳所述第一轴套,所述矩形槽用于部分容纳所述搅拌底桨,且圆柱形凹槽与第一弧形导向槽同轴;
5、所述旋转机构包括一固定板以及一旋转电机,所述固定板安装在所述限位台远离二字形支撑台的一侧处,所述旋转电机安装在所述固定板远离所述限位台的一侧处,所述旋转电机的输出端穿过所述固定板与所述限位台连接。
6、进一步的,所述限位机构还包括一底部支撑台以及活动连接在所述底部支撑台顶部处于其长度两侧处的活动限位块,所述底部支撑台安装在所述第一纵向支撑部的下方,且所述活动限位块的顶面与所述搅拌桨的底面齐平。
7、进一步的,所述第二纵向支撑部为一矩形状,且第二纵向支撑部的长度小于搅拌桨上两个辅助增强桨之间的距离长度。
8、进一步的,所述两个活动限位块的最大距离小于搅拌桨上两个辅助增强桨之间的距离长度。
9、进一步的,所述底部支撑台上位于所述活动限位块的下方均开设有一活动槽,且活动槽的长度方向与第一弧形导向槽的长轴方向一致,每个活动限位块远离旋转机构的一侧均与一气缸的活塞杆连接,通过所述气缸驱动所述活动限位块靠近或远离所述旋转机构。
10、本实用新型的优点在于:
11、1)本实用新型中,利用限位机构的圆柱形凹槽部分容纳第二轴套,利用矩形槽部分容纳搅拌底桨,同时利用第一弧形导向槽进行导向、第二弧形限位槽进行限位,可用于锚框式搅拌桨的稳定定位装夹,从而便于后续进行辅助增强桨的焊装,不会造成焊装的精准度降低的问题,无需返工重装,降低员工的劳动强度;
12、2)活动限位块可用于对搅拌桨进行支撑限位,进一步保证锚框式搅拌桨的装夹稳定性;
13、3)活动限位块可通过气缸驱动实现靠近或远离旋转机构,当气缸驱动活动限位块朝向旋转机构移动至贴紧第二纵向支撑部时停止,活动限位块用于对搅拌桨进行支撑限位,进一步保证锚框式搅拌桨的装夹稳定性,同时确保锚框式搅拌桨的水平度;当一个辅助增强桨焊装完毕后,可通过气缸驱动活动限位块朝向远离旋转机构方向移动至活动限位块与搅拌桨不接触时停止,可利用旋转电机驱动限位台旋转,从而实现锚框式搅拌桨的旋转,从而进行另一个辅助增强桨的焊装,无需取下锚框式搅拌桨即可实现其翻面,减少员工劳动强度与简化人工操作步骤;
14、4)第二纵向支撑部为一矩形状,且第二纵向支撑部的长度小于搅拌桨上两个辅助增强桨之间的距离长度,防止在锚框式搅拌桨旋转过程中发生辅助增强桨接触到第二纵向支撑部的情况,确保整体结构能成功运行;
15、5)两个活动限位块的最大距离小于搅拌桨上两个辅助增强桨之间的距离长度,可通过第二纵向支撑部对活动限位块的移动进行限位,无需额外设置限位件,减少本装置的整体结构复杂程度。
技术特征:
1.一种锚框式搅拌桨定位加工机构,其特征在于:包括二字形支撑台、一限位机构以及一旋转机构,且所述二字形支撑台与所述限位机构相邻设置;
2.根据权利要求1所述的一种锚框式搅拌桨定位加工机构,其特征在于:所述限位机构还包括一底部支撑台以及活动连接在所述底部支撑台顶部处于其长度两侧处的活动限位块,所述底部支撑台安装在所述第一纵向支撑部的下方,且所述活动限位块的顶面与所述搅拌桨的底面齐平。
3.根据权利要求1所述的一种锚框式搅拌桨定位加工机构,其特征在于:所述第二纵向支撑部为一矩形状,且第二纵向支撑部的长度小于搅拌桨上两个辅助增强桨之间的距离长度。
4.根据权利要求2所述的一种锚框式搅拌桨定位加工机构,其特征在于:所述两个活动限位块的最大距离小于搅拌桨上两个辅助增强桨之间的距离长度。
5.根据权利要求2所述的一种锚框式搅拌桨定位加工机构,其特征在于:所述底部支撑台上位于所述活动限位块的下方均开设有一活动槽,且活动槽的长度方向与第一弧形导向槽的长轴方向一致,每个活动限位块远离旋转机构的一侧均与一气缸的活塞杆连接,通过所述气缸驱动所述活动限位块靠近或远离所述旋转机构。
技术总结
本技术涉及涉及搅拌桨加工结构领域,尤其涉及一种锚框式搅拌桨定位加工机构,包括二字形支撑台、一限位机构以及一旋转机构,且所述二字形支撑台与所述限位机构相邻设置;本技术中,利用限位机构的圆柱形凹槽部分容纳第二轴套,利用矩形槽部分容纳搅拌底桨,同时利用第一弧形导向槽进行导向、第二弧形限位槽进行限位,可用于锚框式搅拌桨的稳定定位装夹,从而便于后续进行辅助增强桨的焊装,不会造成焊装的精准度降低的问题,无需返工重装,降低员工的劳动强度。
技术研发人员:陈军,张耀成,汤海宏
受保护的技术使用者:南通万创混合设备有限公司
技术研发日:20221121
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!