一种多通道焊接机器手保护气配比装置的制作方法
本技术涉及焊接保护气,特别是涉及一种多通道焊接机器手保护气配比装置。
背景技术:
1、ar+co2气体保护焊是气体保护焊的重要方法之一,通过在ar中加入少量的co2气体形成富氩保护气,能够提高电弧的稳定性,保证焊接质量。
2、根据材料性质的不同,保护气中co2的占比要求也不同。现有的用于智能焊接机器人的保护气,大多是由气体供应商提供的混配好的气体,以瓶装方式供应使用,无法控制ar与co2 的比例进行现场混配,使用灵活度低,无法满足大型组焊件生产中焊接机器人的使用需求。
技术实现思路
1、本实用新型的目的在于提供一种多通道焊接机器手保护气配比装置,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
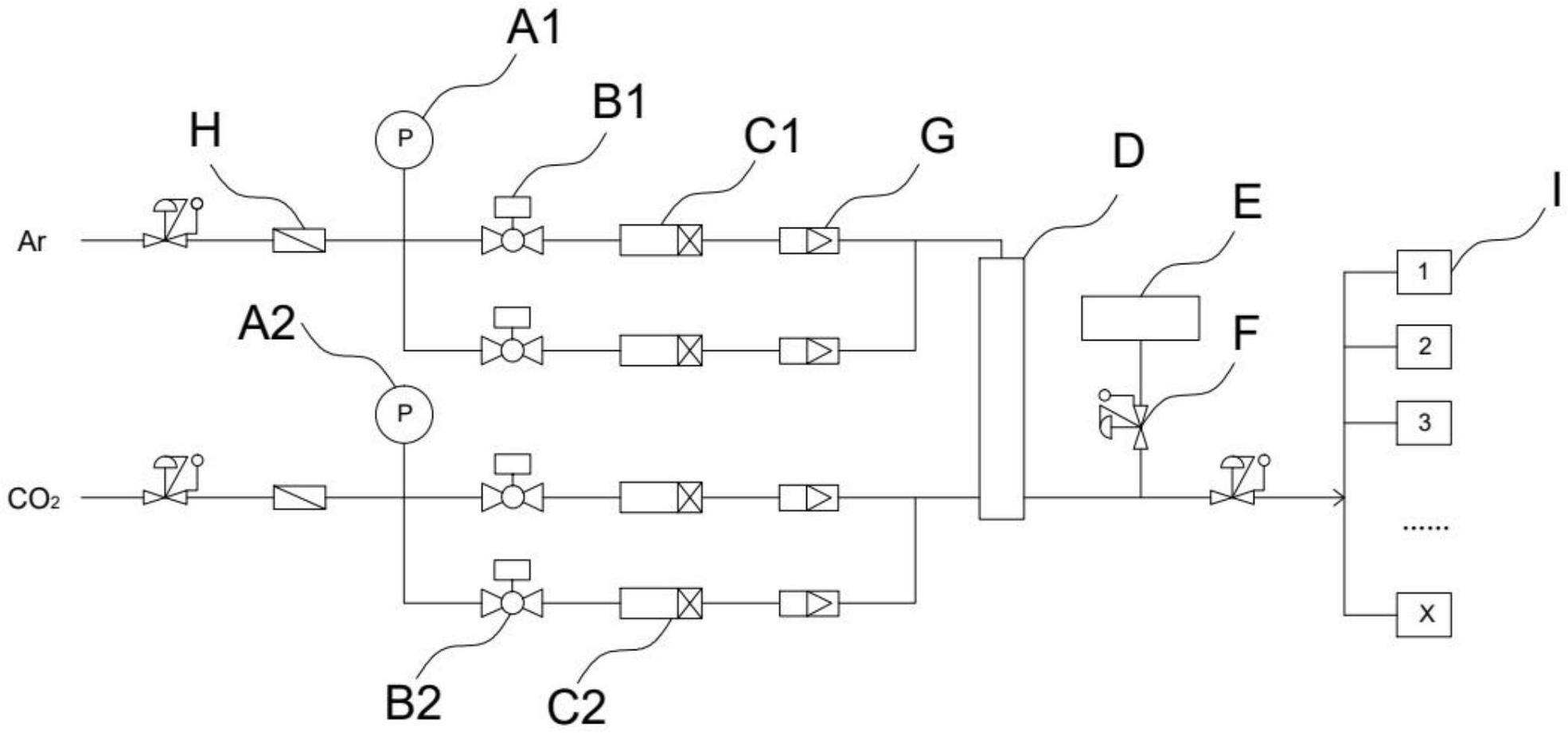
3、一种多通道焊接机器手保护气配比装置,包括氩气输送管线、氩气配比通道、二氧化碳输送管线、二氧化碳配比通道、混合器和混合气体输出管线;所述混合气体输出管线与混合器的出气端连通;
4、所述氩气配比通道设置有多个且相互并联,所述氩气配比通道的进气端与氩气输送管线连通且进气端设置有第一压力检测仪,所述氩气配比通道的出气端与混合器的进气端连通;所述氩气配比通道上沿进气方向依次设置有第一电磁阀和第一质量流量控制器,且每个氩气配比通道上的第一质量流量控制器量程不同;
5、所述二氧化碳配比通道设置有多个且相互并联,所述二氧化碳配比通道的进气端与二氧化碳输送管线连通且进气端设置有第二压力检测仪,所述二氧化碳配比通道的出气端与混合器的进气端连通;所述二氧化碳配比通道上沿进气方向依次设置有第二电磁阀和第二质量流量控制器,且每个氩气配比通道上的第二质量流量控制器量程不同;
6、所述多通道焊接机器手保护气配比装置还包括plc控制器,所述第一压力检测仪、第二压力检测仪、第一电磁阀、第二电磁阀、第一质量流量控制器和第二质量流量控制器均与plc控制器电性连接。
7、所述混合器的出气端设置有气体分析仪,气体分析仪的进气端通过取样阀门与混合气体输出管线连通,所述气体分析仪与plc控制器电性连接。
8、所述氩气配比通道和二氧化碳配比通道上均设置有单向阀,所述单向阀位于第一质量流量控制器或第二质量流量控制器的出气端。
9、所述氩气输送管线和二氧化碳输送管线中均设置有过滤器。
10、所述氩气输送管线、二氧化碳输送管线和混合气体输出管线上均设置有调压阀,调压阀与plc控制器电性连接。
11、所述混合气体输出管线上还设置有储气瓶,所述调压阀设置在储气瓶的出气端,所述储气瓶的进气端与混合器的出气端连通。
12、本实用新型的有益效果是:
13、1.采用质量流量混合法,每种气体使用多台量程不同的流量控制器并联组合控制,达到了宽范围控制,结合plc控制器实现了智能化控制,使得两种气体能够按照设定的比例自动配气,使用灵活度高,降低了设备操作难度,简化了标气生产流程。
14、2.通过在混合器出口端设置气体分析仪,对混合后的气体浓度进行实时采集和实时反馈,实现全自动闭环控制,以便修正浓度误差,确保配比精度。
技术特征:
1.一种多通道焊接机器手保护气配比装置,其特征在于:包括氩气输送管线、氩气配比通道、二氧化碳输送管线、二氧化碳配比通道、混合器和混合气体输出管线;所述混合气体输出管线与混合器的出气端连通;
2.根据权利要求1所述的一种多通道焊接机器手保护气配比装置,其特征在于:所述混合器的出气端设置有气体分析仪,气体分析仪的进气端通过取样阀门与混合气体输出管线连通,所述气体分析仪与plc控制器电性连接。
3.根据权利要求1所述的一种多通道焊接机器手保护气配比装置,其特征在于:所述氩气配比通道和二氧化碳配比通道上均设置有单向阀,所述单向阀位于第一质量流量控制器或第二质量流量控制器的出气端。
4.根据权利要求1所述的一种多通道焊接机器手保护气配比装置,其特征在于:所述氩气输送管线和二氧化碳输送管线中均设置有过滤器。
5.根据权利要求1所述的一种多通道焊接机器手保护气配比装置,其特征在于:所述氩气输送管线、二氧化碳输送管线和混合气体输出管线上均设置有调压阀,调压阀与plc控制器电性连接。
6.根据权利要求5所述的一种多通道焊接机器手保护气配比装置,其特征在于:所述混合气体输出管线上还设置有储气瓶,所述调压阀设置在储气瓶的出气端,所述储气瓶的进气端与混合器的出气端连通。
技术总结
本技术公开了一种多通道焊接机器手保护气配比装置,包括氩气输送管线、氩气配比通道、二氧化碳输送管线、二氧化碳配比通道、混合器和混合气体输出管线;多个所述氩气配比通道并联,氩气配比通道上沿进气方向依次设置有第一电磁阀和第一质量流量控制器,且各第一质量流量控制器量程不同;多个所述二氧化碳配比通道并联,二氧化碳配比通道上沿进气方向依次设置有第二电磁阀和第二质量流量控制器,且各第二质量流量控制器量程不同;所述配比装置还包括PLC控制器;本技术采用质量流量混合法,每种气体使用多台量程不同的流量控制器组合控制,达到了宽范围控制,能够实现按比例自动配气,使用灵活度高,方便智能。
技术研发人员:张波
受保护的技术使用者:四川莱峰流体设备制造有限公司
技术研发日:20221117
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!