一种氧化锌电阻片玻璃釉喷涂、固化一体化设备的制作方法
本技术属于氧化锌避雷器电阻片喷涂固化设备,具体涉及一种氧化锌电阻片玻璃釉喷涂、固化一体化设备。
背景技术:
1、现有技术中的设备对氧化锌电阻片喷涂固化的步骤如下:
2、1、将电阻片放置在转运工装,通过机械臂拿取到预热炉,经过预热使得电阻片侧面温度达到160℃;
3、2、机械臂将预热后的电阻片放置在旋转工位上,喷枪对电阻片进行喷涂玻璃釉浆料;
4、3、喷涂好的电阻片经过机械臂单层放置在冷却炉的隧道上;
5、4、冷却后的电阻片经过机械臂放置在转运盘上;
6、5、人工将转运盘上的电阻片拿到固化炉进行固化
7、6、最后固化后的电阻片经过人工拿取再次转运到对应的工装上。
8、综上所述现有技术喷涂、固化分两部分进行,工作量大,劳动强度大,效率低,且手工拿取容易破坏釉层。
技术实现思路
1、本实用新型在于解决现有技术中存在的不足之处,提供一种氧化锌电阻片玻璃釉喷涂、固化一体化设备,该设备工作效率高,节约成本,产品性能高,喷涂效果好。
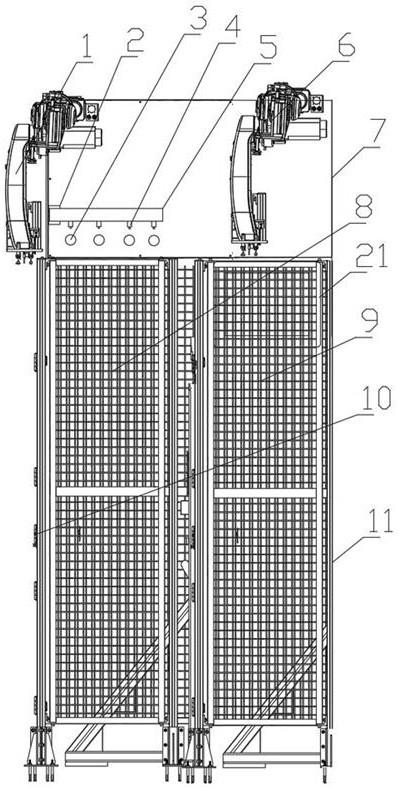
2、一种氧化锌电阻片玻璃釉喷涂、固化一体化设备,包括预热炉和固化炉,所述预热炉内设有第一输送机,所述固化炉内设有第二输送机,所述预热炉的出口设有浆料喷涂室,所述浆料喷涂室内设有电阻片旋转机构,所述电阻片旋转机构一侧设有浆料喷头,所述浆料喷涂室设有第一机械臂和第二机械臂。
3、所述电阻片旋转机构包括旋转电机和设置在旋转电机转轴上的吸盘。
4、所述电阻片旋转机构包括设置在浆料喷涂室的底座和设置在底座上的推力轴承,所述推力轴承上部设有用于压紧电阻片的电动推杆,所述电动推杆下设有第二推力轴承,所述底座一侧属于驱动推力轴承上壳体转动的驱动电机。
5、所述喷头设置在横杆上,所述浆料喷涂室一侧设有滑轨,所述滑轨下设有驱动横杆上下移动的第二电动推杆。
6、所述预热炉与固化炉平行设置。
7、第二推力轴承下设有橡胶垫。
8、所述第二输送机上设有工装盘。
9、所述固化炉上设有工装门。
10、本实用新型的技术方案与现有技术相比:
11、1、减少设备,降低成本。
12、 2、喷涂好的电阻片不再进行单层冷却、拿取,直接在固定的工装盘上利用机械臂码垛成四层,提高工作效率。
13、 3、固化炉跟玻璃釉喷涂连接在一起,提高了效率,同时减少过程中因为人手工拿取电阻片造成侧面玻璃釉粉料脱落,进而影响侧面绝缘性,有利于产品的稳定性,提高产品质量。
14、 4、固化好的电阻可以直接整盘拿到下一个工序进行,不用再一一进行码垛,提高工作效率。
技术特征:
1.一种氧化锌电阻片玻璃釉喷涂、固化一体化设备,包括预热炉和固化炉,其特征在于:所述预热炉内设有第一输送机,所述固化炉内设有第二输送机,所述预热炉的出口设有浆料喷涂室,所述浆料喷涂室内设有电阻片旋转机构,所述电阻片旋转机构一侧设有浆料喷头,所述浆料喷涂室设有第一机械臂和第二机械臂。
2.如权利要求1所述的一种氧化锌电阻片玻璃釉喷涂、固化一体化设备,其特征在于:所述电阻片旋转机构包括旋转电机和设置在旋转电机转轴上的吸盘。
3.如权利要求1所述的一种氧化锌电阻片玻璃釉喷涂、固化一体化设备,其特征在于:所述电阻片旋转机构包括设置在浆料喷涂室的底座和设置在底座上的推力轴承,所述推力轴承上部设有用于压紧电阻片的电动推杆,所述电动推杆下设有第二推力轴承,所述底座一侧属于驱动推力轴承上壳体转动的驱动电机。
4.如权利要求3所述的一种氧化锌电阻片玻璃釉喷涂、固化一体化设备,其特征在于:所述喷头设置在横杆上,所述浆料喷涂室一侧设有滑轨,所述滑轨下设有驱动横杆上下移动的第二电动推杆。
5.如权利要求4所述的一种氧化锌电阻片玻璃釉喷涂、固化一体化设备,其特征在于:所述预热炉与固化炉平行设置。
6.如权利要求5所述的一种氧化锌电阻片玻璃釉喷涂、固化一体化设备,其特征在于:第二推力轴承下设有橡胶垫。
7.如权利要求6所述的一种氧化锌电阻片玻璃釉喷涂、固化一体化设备,其特征在于:所述第二输送机上设有工装盘。
8.如权利要求7所述的一种氧化锌电阻片玻璃釉喷涂、固化一体化设备,其特征在于:所述固化炉上设有工装门。
技术总结
本技术公开了一种氧化锌电阻片玻璃釉喷涂、固化一体化设备,包括预热炉和固化炉,所述预热炉内设有第一输送机,所述固化炉内设有第二输送机,所述预热炉的出口设有浆料喷涂室,所述浆料喷涂室内设有电阻片旋转机构,所述电阻片旋转机构一侧设有浆料喷头,所述浆料喷涂室设有第一机械臂和第二机械臂,该设备工作效率高,节约成本,产品性能高,喷涂效果好。
技术研发人员:刘亚芸,史峰,田冰,朱成洋,董贝贝,符通,刘明新,厍海波,朱红岩,艾三
受保护的技术使用者:金冠电气股份有限公司
技术研发日:20221208
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!