一种高速公路钢结构工件浸涂生产线的制作方法
本技术涉及钢结构浸涂,特别涉及一种高速公路钢结构工件浸涂生产线。
背景技术:
1、高速公路的门架、标志等钢结构工件由于露天的工作环境,需要对表层进行浸涂防腐处理,以提高使用寿命。传统的金属防腐处理工艺有热镀锌工艺、溶剂型涂料防腐工艺。随着环保要求越来越高,传统镀锌污染严重,而溶剂型涂料防腐喷漆有大量溶剂挥发。相应国家环保需求,现在大多数采用粉末涂料,涂装时无溶剂挥发,也能提高防腐性能,增加使用年限,减少维护成本,有较高的经济和社会效益。
2、而目前粉末涂装大多数采用静电喷涂,对一些规整的工件还可以,但是高速公路的门架、标志钢结构大多数有多个型材焊接,形状较复杂,传统的静电喷涂存在一些问题:装边角因为电荷聚集的多,厚度会大,到达一定厚度容易流淌;一些沟槽因为法拉利笼效应会造成沟槽处涂层较薄,沟槽处大多数都是焊缝,焊缝是钢结构框架中最容易腐蚀的,需要涂装厚一些,而到达一定厚度会发生反电离现象,不能继续增加涂层的厚度了,在腐蚀环境中,薄涂层起不到长效防腐的作用。
技术实现思路
1、为了解决上述技术问题,本实用新型公开了一种高速公路钢结构工件浸涂生产线。
2、具体技术方案如下:
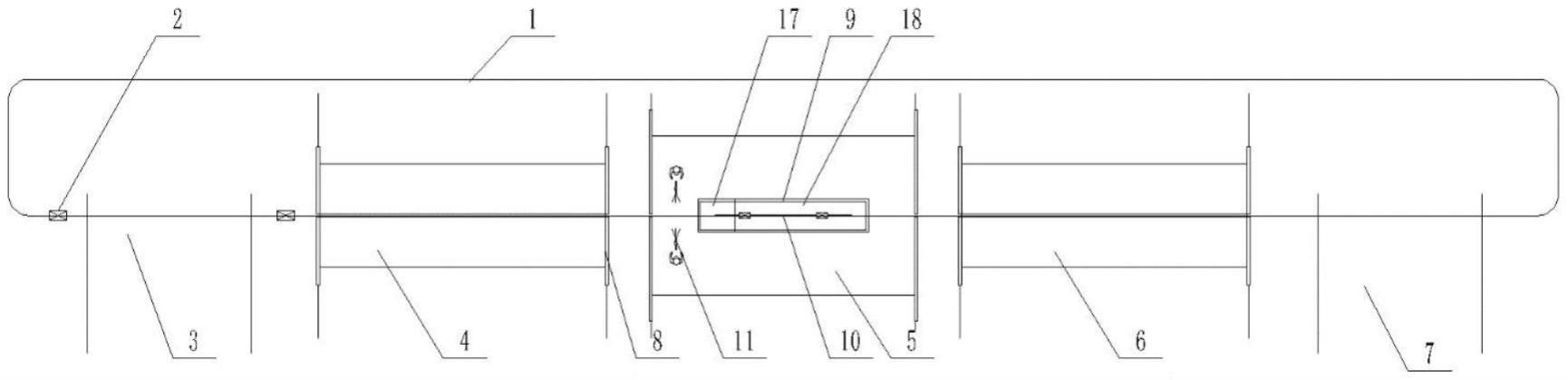
3、一种高速公路钢结构工件浸涂生产线,包括钢结构架、传送机构、上料台架和下料台架;在上料台架和下料台架之间依次分隔成预热室、喷涂室和固化室;传送机构包括长环形的轨道,轨道铺设在钢结构架上,电葫芦上端安装在轨道上,下端通过钢绳吊装工件行进和升降;所述预热室内设置预热炉,固化室内设置固化炉;喷涂室底部开方槽设置可升降的流化槽,内盛装粉末涂料,底部安装吹风管,流化槽两侧设置回收装置。
4、所述预热室、喷涂室和固化室的顶部中间开设开口供钢绳通过,预热室的开口内侧安装两道耐热硅胶密封条,预热室的开口下方设置风幕。
5、所述回收装置在方槽的两侧上沿对称设置,每一侧包括多组位置对应的上排吹浮粉口和下排溢粉回收口;吹浮粉口与进风管连接,出口安装向下倾斜的导风板;溢粉回收口与回收管连接。
6、所述流化槽的上方铺设微孔板,微孔板上均匀开孔。
7、所述流化槽由隔板分隔成短槽和长槽。
8、所述流化槽的升降由液压装置带动,流化槽底部与液压装置的推杆连接。
9、所述方槽的侧壁安装滑道,流化槽的外侧壁与滑道配合限位升降。
10、所述预热炉、喷涂室和固化炉的上料口和下料口设置推拉门。
11、所述喷涂室设置手动吹浮尘工位。
12、所述下料台架上安装软胶皮。
13、与现有技术相比,本实用新型具有如下有益技术效果:
14、本实用新型依次设置预热室、喷涂室和固化室,一次性完整加工。采用流化床浸涂,利用工件预热温度与浸涂时间来控制涂层厚度,在静电喷涂(浸涂)之前加设预热的工艺。一方面先预热后喷涂,可使工件表面的油渍、水分在预热过程中挥发掉,避免造成涂层的缺陷。另一方面还可以使涂装膜厚化,也可以节约涂料,提高涂料的上分率。
技术特征:
1.一种高速公路钢结构工件浸涂生产线,其特征在于:包括钢结构架(16)、传送机构、上料台架(3)和下料台架(7);在上料台架(3)和下料台架(7)之间依次分隔成预热室(4)、喷涂室(5)和固化室(6);传送机构包括长环形的轨道(1),轨道(1)铺设在钢结构架(16)上,电葫芦(2)上端安装在轨道(1)上,下端通过钢绳(15)吊装工件(10)行进和升降;所述预热室(4)内设置预热炉,固化室(6)内设置固化炉;喷涂室(5)底部开方槽,内部设置可升降的流化槽(9),内盛装粉末涂料,底部安装吹风管,流化槽(9)两侧设置回收装置。
2.根据权利要求1所述的高速公路钢结构工件浸涂生产线,其特征在于:所述预热室(4)、喷涂室(5)和固化室(6)的顶部中间开设开口(12)供钢绳(15)通过,预热室(4)的开口(12)内侧安装两道耐热硅胶密封条(14),预热室(4)的开口(12)下方设置风幕(13)。
3.根据权利要求1所述的高速公路钢结构工件浸涂生产线,其特征在于:所述回收装置在方槽的两侧上沿对称设置,每一侧包括多组位置对应的上排吹浮粉口(21)和下排溢粉回收口(22);吹浮粉口(21)与进风管(25)连接,出口安装向下倾斜的导风板(24);溢粉回收口(22)与回收管(26)连接。
4.根据权利要求2所述的高速公路钢结构工件浸涂生产线,其特征在于:所述流化槽(9)的上方铺设微孔板(23),微孔板(23)上均匀开孔。
5.根据权利要求1所述的高速公路钢结构工件浸涂生产线,其特征在于:所述流化槽(9)由隔板分隔成短槽(17)和长槽(18)。
6.根据权利要求1所述的高速公路钢结构工件浸涂生产线,其特征在于:所述流化槽(9)的升降由液压装置(19)带动,流化槽(9)底部与液压装置(19)的推杆连接。
7.根据权利要求1所述的高速公路钢结构工件浸涂生产线,其特征在于:所述方槽的侧壁安装滑道(20),流化槽(9)的外侧壁与滑道(20)配合限位升降。
8.根据权利要求1所述的高速公路钢结构工件浸涂生产线,其特征在于:所述预热炉、喷涂室(5)和固化炉的上料口和下料口设置推拉门(8)。
9.根据权利要求1所述的高速公路钢结构工件浸涂生产线,其特征在于:所述喷涂室(5)设置手动吹浮尘工位(11)。
10.根据权利要求1所述的高速公路钢结构工件浸涂生产线,其特征在于:所述下料台架(7)上安装软胶皮。
技术总结
本技术涉及钢结构浸涂技术领域,特别涉及一种高速公路钢结构工件浸涂生产线,包括钢结构架、传送机构、上料台架、预热室、喷涂室、固化室和下料台架,预热室内设置预热炉,固化室内设置固化炉;喷涂室底部开方槽设置可升降的流化槽,内盛装粉末涂料,底部安装吹风管,流化槽两侧设置回收装置。本技术利用工件预热温度与浸涂时间来控制涂层厚度,在浸涂之前加设预热的工艺。一方面先预热后喷涂,可使工件表面的油渍、水分在预热过程中挥发掉,避免造成涂层的缺陷。另一方面还可以使涂装膜厚化,也可以节约涂料,提高涂料的上分率。
技术研发人员:高玉波,郭卫民,张秉旭,王金暖,高谭,王俊德,殷洪建,王瑞雪,张凌海
受保护的技术使用者:辽宁顺通装配建造有限责任公司
技术研发日:20221213
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!