一种离心铸造气缸套用可变喷角式喷涂装置的制作方法
本技术属于气缸套制造,主要提出一种离心铸造气缸套用可变喷角式喷涂装置。
背景技术:
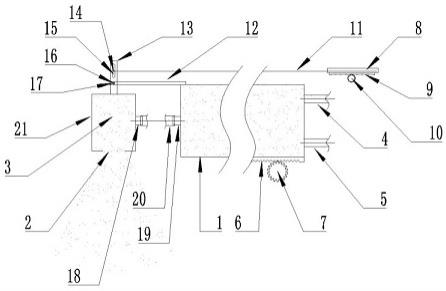
1、在气缸套制造过程中需要先通过离心铸造方式制造气缸套毛坯:将熔炼合格的铁液浇铸进入离心铸造模具成型为气缸套毛坯。为使模具能重复使用并保障铁液冷却速率以及使毛坯便于被取出模具,需要在浇铸铁液之前先在模具的内表面及左右两端立面喷涂上一定厚度的涂料,如图1传统的喷涂装置所示,涂料通过涂料管4进入喷杆1中并在气管5内压缩气体的推动下通过喷杆1左下部的喷口2喷出到旋转的模具内表面;在喷涂过程中,喷杆1在齿轮7和齿条6的驱动下可左右移动,使得涂料均布在模具内表面。
2、由于传统的喷口只能垂直于模具内表面,使得虽然模具内表面被涂料均布一定的厚度,但模具的左右端面只能获得部分喷溅的涂料,造成模具两端立面上的涂料过薄,不仅会造成气缸套毛坯两端面的产品质量不合格和机械加工性能下降,也会造成模具的报废,使得气缸套质量不稳定、制造成本升高。
技术实现思路
1、为解决上述技术问题,本实用新型的目的是提出一种离心铸造气缸套用可变喷角式喷涂装置。
2、本实用新型为完成上述目的采用如下技术方案:
3、一种离心铸造气缸套用可变喷角式喷涂装置,可变喷角式喷涂装置具有焊接在喷杆左端的喷杆出料管;在喷杆的右端焊接涂料管和气管;所述喷杆的右下部焊接喷杆齿条,喷杆齿条由安装在固定位置、由电机控制系统驱动的喷杆齿轮的驱动并可左右移动;在所述喷杆的左侧设置喷头;所述喷头为内部空心的方钢,在喷头的底部开设喷孔,喷头的右侧面焊接喷头进料管;所述喷头进料管的直径与所述喷杆出料管的直径相同,且所述的喷头进料管与所述喷杆出料管之间通过软管连接;对应所述喷头设置有使其可摆动一定角度的摆动机构;所述喷头的顶部设置有立杆;所述的立杆与固定在喷杆上的连接板ⅱ铰接构成使喷头相对喷杆旋转的旋转机构。
4、所述摆动机构具有设置在立杆上部的推拉孔,所述的推拉孔为长条形孔;在所述的推拉孔内设置有可沿所述的推拉孔上下滑动的推拉轴;所述的推拉轴通过连杆与连接板i 连接;所述连接板i 为角铁,在其下部焊接连杆齿条,所述连杆齿条下部安装连杆齿轮;所述连杆齿轮安装在固定位置并由电机进行驱动。
5、本实用新型提出的一种离心铸造气缸套用可变喷角式喷涂装置,采用上述技术方案,通过增加喷头以及可使喷头摆动的动力机构,在对旋转的模具内表面进行涂料喷涂时,可使模具的左右两立面均布合适厚度的涂料,达到了保护模具、保障气缸套毛坯质量、降低废品率、降低制造成本的目的。
技术特征:
1.一种离心铸造气缸套用可变喷角式喷涂装置,其特征在于:可变喷角式喷涂装置具有焊接在喷杆左端的喷杆出料管;在喷杆的右端焊接涂料管和气管;所述喷杆的右下部焊接喷杆齿条,喷杆齿条由安装在固定位置、由电机控制系统驱动的喷杆齿轮的驱动并可左右移动;在所述喷杆的左侧设置喷头;所述喷头为内部空心的方钢,在喷头的底部开设喷孔,喷头的右侧面焊接喷头进料管;所述喷头进料管的直径与所述喷杆出料管的直径相同,且所述的喷头进料管与所述喷杆出料管之间通过软管连接;对应所述喷头设置有使其可摆动一定角度的摆动机构;所述喷头的顶部设置有立杆;所述的立杆与固定在喷杆上的连接板ⅱ铰接构成使喷头相对喷杆旋转的旋转机构。
2.如权利要求1所述的一种离心铸造气缸套用可变喷角式喷涂装置,其特征在于:所述摆动机构具有设置在立杆上部的推拉孔,所述的推拉孔为长条形孔;在所述的推拉孔内设置有可沿所述的推拉孔上下滑动的推拉轴;所述的推拉轴通过连杆与连接板i 连接;所述连接板i 为角铁,在其下部焊接连杆齿条,所述连杆齿条下部安装连杆齿轮;所述连杆齿轮安装在固定位置并由电机进行驱动。
技术总结
本技术属于气缸套技术领域,主要提出一种离心铸造气缸套用可变喷角式喷涂装置。可变喷角式喷涂装置具有焊接在喷杆左端的喷杆出料管;在喷杆的右端焊接涂料管和气管;所述喷杆的右下部焊接喷杆齿条;在喷杆的左侧设置喷头;喷头为内部空心的方钢,在喷头的底部开设喷孔,喷头的右侧面焊接喷头进料管;所述喷头进料管的直径与所述喷杆出料管的直径相同,且所述的喷头进料管与所述喷杆出料管之间通过软管连接;对应所述喷头设置有使其可摆动一定角度的摆动机构;所述喷头的顶部设置有立杆;立杆与固定在喷杆上的连接板Ⅱ铰接构成使喷头相对喷杆旋转的旋转机构。本技术达到了保护模具、保障气缸套毛坯质量、降低废品率、降低制造成本的目的。
技术研发人员:赵永新
受保护的技术使用者:洛阳百成内燃机配件有限公司
技术研发日:20221221
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!