极片涂布系统的制作方法
本技术涉及电池加工技术,特别是涉及一种极片涂布系统。
背景技术:
1、传统的涂布装置,通过人工或者伺服电机控制调节块上下移动调节极片区域的面密度。模头调节块长期上下移动,调节块磨损后,调节块之间可能出现缝隙导致漏料情况;另外,传统涂布设备进行调节块调节的时机依赖于人工操作经验,可靠性较低,很容易出现产品不合格的情况。
技术实现思路
1、鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种极片涂布系统,以解决涂布设备漏料的问题,并提高面密度调节的自动化程度,从而提高面密度控制的可靠性。
2、为实现上述目的及其他相关目的,本实用新型提供如下技术方案:
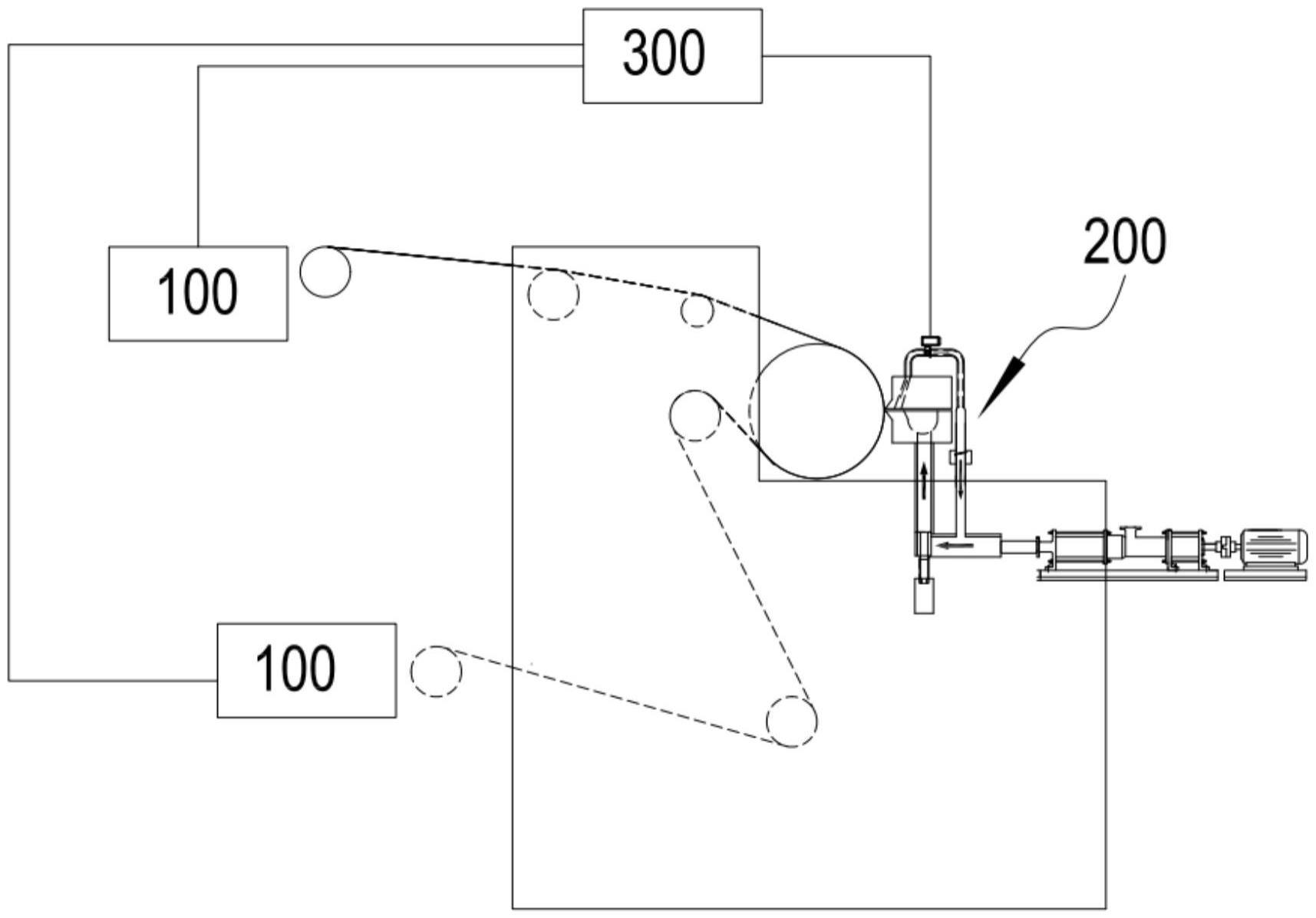
3、一种极片涂布系统,包括:
4、至少一台涂布装置,每台涂布装置包括沿涂料流动方向依次布置的供料动力源、供料管路、模头组件和回料管路,所述模头组件包括第一模头和第二模头,所述第二模头上设置有连通所述供料管路的供料腔,所述第一模头和第二模头之间形成模头唇口,所述回料管路为并排设置的多个,所述第一模头上设置有连通所述回料管路和模头唇口的回料通道,每条所述回料管路上设置有用于调节涂料流量的电动调节阀,所述电动调节阀连接有调节电机;
5、至少两台面密度检测仪,其中一台面密度检测仪用于检测进入涂布装置之前的极片的面密度;至少另一台面密度检测仪用于检测经过涂布装置涂布后的极片的面密度;
6、控制器,分别连接各所述面密度检测仪和所述涂布装置中的调节电机。
7、可选的,所述涂布装置的数量为两台,包括第一涂布装置和第二涂布装置,所述第一涂布装置用于涂布极片的第一表面;所述第二涂布装置用于涂布极片的第二表面,所述第二涂布装置位于所述第一涂布装置的下游;
8、所述面密度检测仪为三个,包括第一面密度检测仪、第二面密度检测仪、第三面密度检测仪;所述第一面密度检测仪用于检测进入所述第一涂布装置之前的极片的面密度,所述第二面密度检测仪用于检测经过所述第一涂布装置之后且进入所述第二涂布装置之前的极片的面密度,所述第三面密度检测仪用于检测经过所述第二涂布装置之后的极片的面密度。
9、可选的,所述极片涂布系统还包括:
10、放卷装置,沿极片放卷进给方向设置于所述第一面密度检测仪前;
11、第一烘干装置,沿极片放卷进给方向设置于所述第一涂布装置后,并设置于第二面密度检测仪前;
12、第二烘干装置,沿极片放卷进给方向设置于所述第二涂布装置后,并设置于第三面密度检测仪前;
13、收卷装置,沿极片放卷进给方向设置于所述第三面密度检测仪的后。
14、可选的,所述第一模头连接有多条所述回料管路,且各所述回料管路的回料入口沿极片放卷的宽度方向排布,其中,所述极片放卷的宽度方向垂直于所述极片放卷的进给方向。
15、可选的,所述回料通道的回料口与所述模头唇口边缘的距离大于或等于35mm。
16、可选的,沿极片放卷的宽度方向,相邻所述回料入口之间的间距在30-50mm范围内。
17、可选的,所述供料动力源为螺杆泵,所述螺杆泵用于将涂料送入所述供料管路,所述螺杆泵包括驱动电机与所述驱动电机连接的执行机构,所述驱动电机与所述控制器连接。
18、可选的,所述供料管路上还设置有用于切换所述供料管路的通断状态的开关阀,所述开关阀与所述控制器连接。
19、可选的,所述回料管路上还设置有止回阀,沿涂料的流动方向,所述第一模头、所述电动调节阀和所述止回阀依次设置。
20、可选的,所述模头唇口的截面积小于所述供料管路的截面积。
21、可选的,所述第一模头设置于所述第二模头的上方;或所述第二模头设置于所述第一模头的上方。
22、本实用新型的极片涂布系统中,控制器分别和各面密度检测仪以及涂布装置的调节电机连接,可以根据检测到的面密度及其变化量控制调节电机,从而进行涂料流量调节,实现极片面密度自动调整的闭环控制,整个过程不再依赖人工进行调节,可靠性更好。
技术特征:
1.一种极片涂布系统,其特征在于,包括:
2.根据权利要求1所述的极片涂布系统,其特征在于:
3.根据权利要求2所述的极片涂布系统,其特征在于,所述极片涂布系统还包括:
4.根据权利要求1所述的极片涂布系统,其特征在于:所述第一模头连接有多条所述回料管路,且各所述回料管路的回料入口沿极片放卷的宽度方向排布,其中,所述极片放卷的宽度方向垂直于所述极片放卷的进给方向。
5.根据权利要求4所述的极片涂布系统,其特征在于:所述回料通道的回料口与所述模头唇口边缘的距离大于或等于35mm。
6.根据权利要求5所述的极片涂布系统,其特征在于:沿极片放卷的宽度方向,相邻所述回料入口之间的间距在30-50mm范围内。
7.根据权利要求1所述的极片涂布系统,其特征在于:所述供料动力源为螺杆泵,所述螺杆泵用于将涂料送入所述供料管路,所述螺杆泵包括驱动电机与所述驱动电机连接的执行机构,所述驱动电机与所述控制器连接。
8.根据权利要求1所述的极片涂布系统,其特征在于:
9.根据权利要求1所述的极片涂布系统,其特征在于:所述模头唇口的截面积小于所述供料管路的截面积。
10.根据权利要求1所述的极片涂布系统,其特征在于:所述第一模头设置于所述第二模头的上方;或所述第二模头设置于所述第一模头的上方。
技术总结
本技术提供一种极片涂布系统,包括至少一台涂布装置、至少两台面密度检测仪以及控制器,每台涂布装置包括沿涂料流动方向依次布置的供料动力源、供料管路、模头组件和回料管路,模头组件包括第一模头和第二模头,第二模头上设置有连通供料管路的供料腔,第一模头和第二模头之间形成模头唇口,第一模头上设置有连通回料管路和模头唇口的回料通道,每条回料管路上设置有用于调节涂料流量的电动调节阀,电动调节阀连接有调节电机;面密度检测仪用于检测进入涂布装置之前和之后的极片的面密度。本技术的中,控制器分别与各面密度检测仪以及调节电机连接,可以根据检测到的面密度及其变化量控制调节电机,实现极片面密度自动调整的闭环控制。
技术研发人员:肖邦
受保护的技术使用者:远景动力技术(江苏)有限公司
技术研发日:20221230
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!