钢管喷涂系统的制作方法
本申请涉及钢管加工领域,更具体地说,涉及一种钢管喷涂系统。
背景技术:
1、在对钢管进行喷涂时,通常采用卧式喷涂,也就是将钢管水平放置并通过支撑钢管两端的输送装置输送经过喷涂室来完成喷涂。为便于在钢管的表面均匀喷涂,通常需要在喷涂室内设置上下两个喷枪,上侧喷枪向下喷涂,下侧喷枪向上喷涂。
2、现有技术中,喷涂是利用静电吸附原理对钢管进行上粉的过程,但钢管上方的粉末会在重力作用下散落在钢管上表面,导致钢管上表面的涂层更厚,整体喷涂厚度不均。
3、此外,下侧喷枪向上喷涂,将导致喷涂粉末逸散严重,粉末浪费较多。为了确保在钢管的表面充分喷涂,需要喷枪沿输送方向往复移动,一方面增加喷涂时间,另一方面导致粉末浪费更加严重。
4、因此,如何解决钢管喷涂不均和粉料浪费成为本领域需要解决的技术问题。
技术实现思路
1、有鉴于此,本申请提出了一种钢管喷涂系统,以提高钢管喷涂均匀性和粉料利用率。
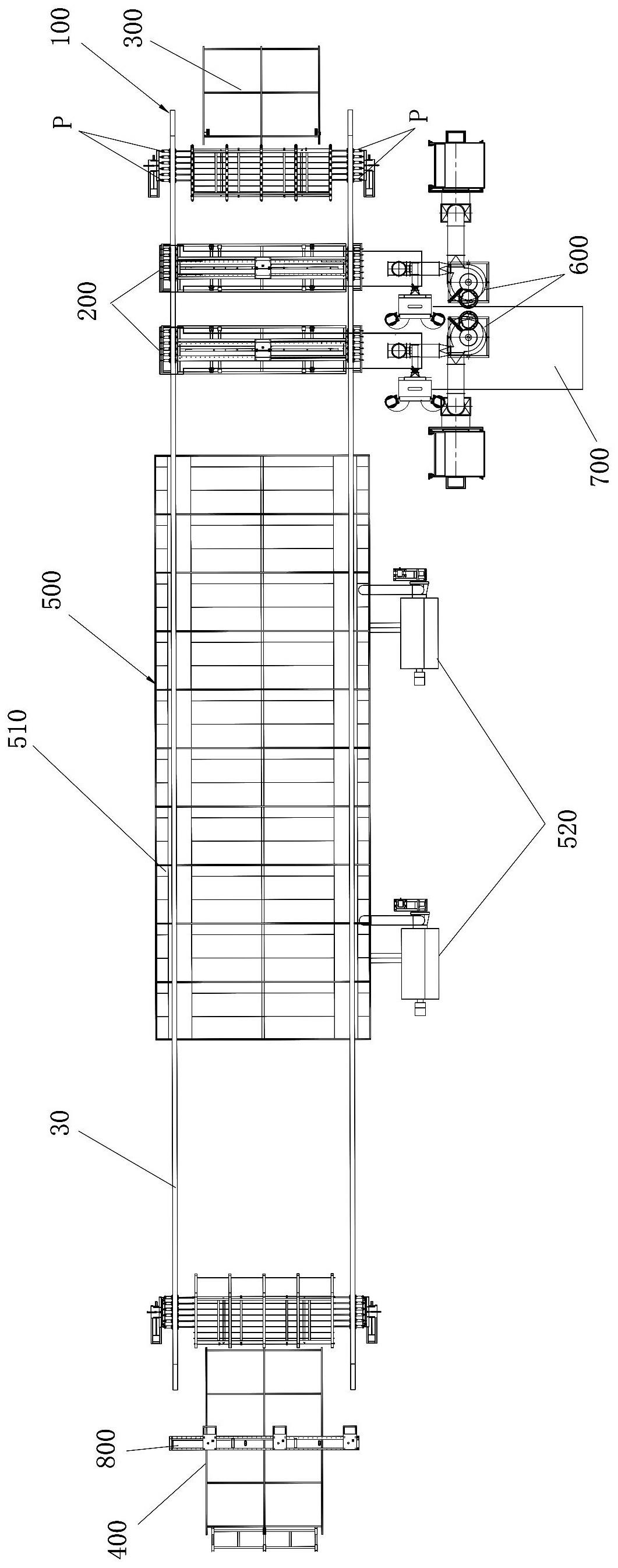
2、根据本申请,提出了一种钢管喷涂系统,其中,所述钢管喷涂系统包括钢管输送设备和喷涂室,所述钢管输送设备用于输送水平设置的钢管,以在经过所述喷涂室的过程中对所述钢管进行喷涂,所述钢管输送设备包括输送装置和安装于所述输送装置并用于拉紧钢管的钢管拉紧装置,所述钢管拉紧装置设置为能够被驱动,以带动所述钢管转动。
3、可选地,所述钢管拉紧装置包括能够被驱动以带动所述钢管绕所述钢管的轴线转动的驱动轮。
4、可选地,所述驱动轮为齿轮,所述喷涂室内固定设置有与所述驱动轮啮合的齿条。
5、可选地,所述钢管拉紧装置包括杆部和轴套部,所述杆部包括杆主体和设置在所述杆主体一端的膨胀件,所述杆主体具有通气通道,所述通气通道的一端连通所述杆主体外部并能够被封闭,所述通气通道的另一端连通所述膨胀件,所述膨胀件能够通过所述通气通道充气而相对于所述杆主体产生径向膨胀,所述轴套部可旋转地套设于所述杆主体并安装于所述输送装置。
6、可选地,所述输送装置包括链条,所述轴套部包括与所述杆主体套设的轴套主体和设置于所述轴套主体并用于穿设在所述链条上的链条安装轴套。
7、可选地,所述输送装置包括轨道,所述轴套部包括可转动地套设在所述轴套主体上的导向轴套,所述导向轴套设置为与所述轨道配合。
8、可选地,所述杆主体设置为能够相对于所述轴套主体沿轴向移动预定范围,以使所述膨胀件能够插入或脱离钢管,所述钢管喷涂系统包括插入装置和移出装置,所述插入装置包括用于推动所述杆主体相对于所述轴套主体沿轴向移动到所述膨胀件插入所述钢管的第一伸缩缸,所述移出装置包括用于拉动所述杆主体相对于所述轴套主体沿轴向移动到所述膨胀件退出所述钢管的第二伸缩缸,所述杆主体的外周面设置有限位槽,所述轴套主体设置有与所述限位槽对准的限位孔,所述限位孔内设置有能够伸入所述限位槽以在所述膨胀件插入所述钢管后限制所述杆主体相对于所述轴套主体轴向移动的限位件。
9、可选地:所述钢管喷涂系统包括沿所述输送装置的输送方向设置在所述喷涂室下游的固化炉,所述固化炉包括炉主体和用于加热所述炉主体的燃烧装置;和/或,所述钢管喷涂系统包括向所述喷涂室提供喷涂粉末的供粉单元和用于回收所述喷涂室中逸散的粉末的回收单元,所述回收单元与所述供粉单元连接,以将回收的粉末送至所述供粉单元。
10、可选地,所述喷涂室内设置有向下喷射粉末的喷枪。
11、可选地,所述喷枪设置为能够在所述喷涂室内沿所述输送装置的输送方向往复移动。
12、根据本申请的技术方案,可以通过钢管拉紧装置在喷涂过程中带动钢管转动,以使钢管的整个周向均匀被喷涂,避免因重力造成的涂层厚度不均。并且,由于钢管在喷涂过程中能够转动,无需在上下两侧设置喷枪,减少喷涂过程中粉末的逸散和由此导致的浪费。
13、本申请的其它特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种钢管喷涂系统,其特征在于,所述钢管喷涂系统包括钢管输送设备(100)和喷涂室(200),所述钢管输送设备(100)用于输送水平设置的钢管,以在经过所述喷涂室(200)的过程中对所述钢管进行喷涂,所述钢管输送设备(100)包括输送装置(30)和安装于所述输送装置并用于拉紧钢管的钢管拉紧装置,所述钢管拉紧装置设置为能够被驱动,以带动所述钢管转动,所述喷涂室(200)内设置有向下喷射粉末的喷枪。
2.根据权利要求1所述的钢管喷涂系统,其特征在于,所述钢管拉紧装置包括能够被驱动以带动所述钢管绕所述钢管的轴线转动的驱动轮(14)。
3.根据权利要求2所述的钢管喷涂系统,其特征在于,所述驱动轮(14)为齿轮,所述喷涂室(200)内固定设置有与所述驱动轮(14)啮合的齿条。
4.根据权利要求1所述的钢管喷涂系统,其特征在于,所述钢管拉紧装置包括杆部(10)和轴套部(20),所述杆部(10)包括杆主体(11)和设置在所述杆主体(11)一端的膨胀件(12),所述杆主体(11)具有通气通道(111),所述通气通道(111)的一端连通所述杆主体(11)外部并能够被封闭,所述通气通道(111)的另一端连通所述膨胀件(12),所述膨胀件(12)能够通过所述通气通道(111)充气而相对于所述杆主体(11)产生径向膨胀,所述轴套部(20)可旋转地套设于所述杆主体(11)并安装于所述输送装置(30)。
5.根据权利要求4所述的钢管喷涂系统,其特征在于,所述输送装置(30)包括链条(31),所述轴套部(20)包括与所述杆主体(11)套设的轴套主体(21)和设置于所述轴套主体(21)并用于穿设在所述链条(31)上的链条安装轴套(22)。
6.根据权利要求5所述的钢管喷涂系统,其特征在于,所述输送装置(30)包括轨道,所述轴套部(20)包括可转动地套设在所述轴套主体(21)上的导向轴套(23),所述导向轴套(23)设置为与所述轨道配合。
7.根据权利要求4所述的钢管喷涂系统,其特征在于,所述杆主体(11)设置为能够相对于所述轴套主体(21)沿轴向移动预定范围,以使所述膨胀件(12)能够插入或脱离钢管,所述钢管喷涂系统包括插入装置和移出装置,所述插入装置包括用于推动所述杆主体(11)相对于所述轴套主体(21)沿轴向移动到所述膨胀件(12)插入所述钢管的第一伸缩缸,所述移出装置包括用于拉动所述杆主体(11)相对于所述轴套主体(21)沿轴向移动到所述膨胀件(12)退出所述钢管的第二伸缩缸,所述杆主体(11)的外周面设置有限位槽(114),所述轴套主体(21)设置有与所述限位槽(114)对准的限位孔(211),所述限位孔(211)内设置有能够伸入所述限位槽(114)以在所述膨胀件(12)插入所述钢管后限制所述杆主体(11)相对于所述轴套主体(21)轴向移动的限位件。
8.根据权利要求1所述的钢管喷涂系统,其特征在于:
9.根据权利要求1-8中任意一项所述的钢管喷涂系统,其特征在于,所述喷枪设置为能够在所述喷涂室(200)内沿所述输送装置(30)的输送方向往复移动。
技术总结
本申请公开了钢管喷涂系统,其中,所述钢管喷涂系统包括钢管输送设备和喷涂室,所述钢管输送设备用于输送水平设置的钢管,以在经过所述喷涂室的过程中对所述钢管进行喷涂,所述钢管输送设备包括输送装置和安装于所述输送装置并用于拉紧钢管的钢管拉紧装置,所述钢管拉紧装置设置为能够被驱动,以带动所述钢管转动。可以通过钢管拉紧装置在喷涂过程中带动钢管转动,以使钢管的整个周向均匀被喷涂,避免因重力造成的涂层厚度不均。并且,由于钢管在喷涂过程中能够转动,无需在上下两侧设置喷枪,减少喷涂过程中粉末的逸散和由此导致的浪费。
技术研发人员:张健,邢栋栋,马瑞
受保护的技术使用者:济南科德智能科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!