一种全自动上下料点胶线体设备的制作方法
本发明涉及非标自动化行业的,特别是涉及一种全自动上下料点胶线体设备。
背景技术:
1、现有的点胶操作流程为:人工流水线上取产品,肉眼观察产品,手持点胶阀头,通过脚踩机械电磁阀控制出胶量,将胶液以点的形式喷在产品表面,喷完所有点位,肉眼观察喷胶效果,确认ok后,将产品放回流水线,作业结束;
2、现有技术存下以下缺陷和不足:
3、流水线上取产品,产品重,动作幅度大,作业人员易疲劳;
4、肉眼观察,易遗漏,易疲劳;
5、手持点胶阀,点胶位精度没保证,脚踩电磁阀,胶量无法控制,易出现偏位,胶量过多过少,缺胶等各种情况;
6、点胶位较多(54个点),耗时长,工作效率低,胶水散发有害气体,对人体健康损害;
7、5、肉眼复检,没有统一ok标准,产品质量得不到保证;
8、从而造成工作效率低,易出错,精度差,品质低,易疲劳等问题。
技术实现思路
1、本发明主要解决的技术问题是提供一种全自动上下料点胶线体设备,自动化程度高,减少作业人员工序,可实现自动化生产,减少人为因素造成的不良,提高产能,提升了产品品质。
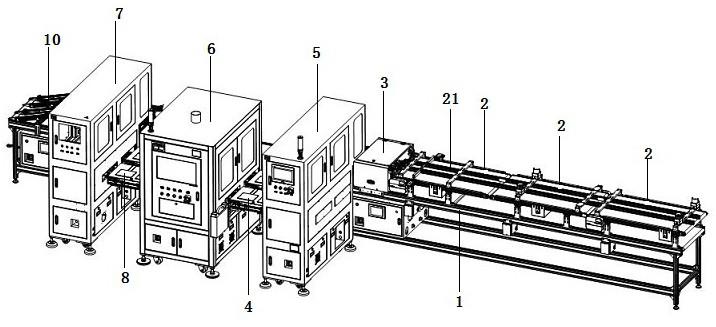
2、为解决上述技术问题,本发明采用的一个技术方案是:一种全自动上下料点胶线体设备,包括:机架、沿产品输送方向依次设置于机架上的导流皮带、上料移载机构、取料皮带、上料机、点胶机、下料机、放料皮带、下料移载机构以及斜流皮带;
3、所述导流皮带与现场流水线对接以用于传送待点胶产品;所述上料移载机构用于将导流皮带上的产品运送至所述取料皮带;所述上料机用于将取料皮带上的产品抓取至点胶机内;所述点胶机用于产品的点胶;所述下料机用于将点胶完成的产品运送至放料皮带上;所述下料移载机构用于将放料皮带上的产品运送至所述斜流皮带,所述斜流皮带以引导点胶完成的产品至所述现场流水线。
4、在本发明一个较佳实施例中,所述导流皮带采用段式结构,以存放更多产品。
5、在本发明一个较佳实施例中,所述导流皮带上设置有隔离块,所述隔离块用于将所述导流皮带分隔成多个产品输送通道。
6、在本发明一个较佳实施例中,所述上料移载机构和下料移载机构的结构相同,包括:输送皮带、设置于输送皮带上的移载板以及驱动输送皮带运转的伺服电机。
7、在本发明一个较佳实施例中,所述上料机和下料机的结构相同,包括主体框架以及设置于主体框架内的用于抓取产品的抓取运动模块。
8、在本发明一个较佳实施例中,所述抓取运动模块包括伺服电机、丝杆模组以及夹爪主体。
9、在本发明一个较佳实施例中,所述主体框架采用方通和钣金焊接而成。
10、在本发明一个较佳实施例中,所述点胶机包括两组xyz模组,一组xyz模组上设置有点胶阀,另一xyz模组上设置有视觉识别机构。
11、在本发明一个较佳实施例中,所述点胶机两侧配设有折叠皮带,以方便对接上料机和下料机的产品流入和流出。
12、在本发明一个较佳实施例中,所述点胶机的主体外壳通过方通和钣金焊接而成。
13、本发明的有益效果是:本发明一种全自动上下料点胶线体设备,自动化程度高,减少作业人员工序,可实现自动化生产,减少人为因素造成的不良,提高产能,提升了产品品质。
技术特征:
1.一种全自动上下料点胶线体设备,其特征在于,包括:机架、沿产品输送方向依次设置于机架上的导流皮带、上料移载机构、取料皮带、上料机、点胶机、下料机、放料皮带、下料移载机构以及斜流皮带;
2.根据权利要求1所述的一种全自动上下料点胶线体设备,其特征在于,所述导流皮带采用段式结构,以存放更多产品。
3.根据权利要求1所述的一种全自动上下料点胶线体设备,其特征在于,所述导流皮带上设置有隔离块,所述隔离块用于将所述导流皮带分隔成多个产品输送通道。
4.根据权利要求1所述的一种全自动上下料点胶线体设备,其特征在于,所述上料移载机构和下料移载机构的结构相同,包括:输送皮带、设置于输送皮带上的移载板以及驱动输送皮带运转的伺服电机。
5.根据权利要求1所述的一种全自动上下料点胶线体设备,其特征在于,所述上料机和下料机的结构相同,包括主体框架以及设置于主体框架内的用于抓取产品的抓取运动模块。
6.根据权利要求5所述的一种全自动上下料点胶线体设备,其特征在于,所述抓取运动模块包括伺服电机、丝杆模组以及夹爪主体。
7.根据权利要求5所述的一种全自动上下料点胶线体设备,其特征在于,所述主体框架通过方通和钣金焊接而成。
8.根据权利要求1所述的一种全自动上下料点胶线体设备,其特征在于,所述点胶机包括两组xyz模组,一组xyz模组上设置有点胶阀,另一xyz模组上设置有视觉识别机构。
9.根据权利要求8所述的一种全自动上下料点胶线体设备,其特征在于,所述点胶机两侧配设有折叠皮带,以方便对接上料机和下料机的产品流入和流出。
10.根据权利要求1所述的一种全自动上下料点胶线体设备,其特征在于,所述点胶机的主体外壳通过方通和钣金焊接而成。
技术总结
本发明公开了一种全自动上下料点胶线体设备,包括:机架、沿产品输送方向依次设置于机架上的导流皮带、上料移载机构、取料皮带、上料机、点胶机、下料机、放料皮带、下料移载机构以及斜流皮带;导流皮带与现场流水线对接以用于传送待点胶产品;上料移载机构用于将导流皮带上的产品运送至所述取料皮带;上料机用于将取料皮带上的产品抓取至点胶机内;点胶机用于产品的点胶;下料机用于将点胶完成的产品运送至放料皮带上;下料移载机构用于将放料皮带上的产品运送至所述斜流皮带,斜流皮带以引导点胶完成的产品至所述现场流水线。本发明的全自动上下料点胶线体设备,可实现自动化生产,减少人为因素造成的不良,提高产能,提升了产品品质。
技术研发人员:陈秋明,廖瑾波,黄蒋康
受保护的技术使用者:苏州方普智能装备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!