一种液化石油气船的涂装方法与流程
本发明涉及船舶制造领域,特别是涉及一种液化石油气船的涂装方法。
背景技术:
1、液化石油气作为一种清洁能源,无论在工业发展还是民生方面都有着巨大的应用,在油气消费市场中占据着非常大的比重,随着经济的迅速发展,各国对于液化石油气的需求量也在逐年增高。水路运输是液化石油气运输最常见的方式之一,因此,对于液化石油气船的需求量也随之越来越多,而如何提高液化石油气船的建造效率也将是未来要面对的难题。
2、然而,在制造液化石油气船的过程中,往往需要对船舶的相关区域进行喷涂油漆。漆膜的质量在一定程度上决定了钢材的寿命。采用传统的涂装方法中,为了延长钢材的使用年限,在涂装作业前,通常会对钢材进行较为彻底的表面清洁处理,除去钢材表面的油污、锈蚀等,在达到相关标准后再进行喷涂油漆,以保证漆膜与钢材之间良好的附着力,使漆膜对钢材起到长效的保护作用。然而,彻底的表面清洁处理需要耗费大量的人力物力,不仅加大了造船的成本,更直接影响到了液化石油气船的制造效率。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明要解决的技术问题在于提供一种液化石油气船的涂装方法。
2、本发明提供一种液化石油气船的涂装方法,将所述液化石油气船油漆喷涂区域划分为第一喷涂区域以及第二喷涂区域,所述第一喷涂区域采用第一油漆进行喷涂,所述第二喷涂区域采用第二油漆进行喷涂。
3、优选地,所述第一油漆为非低表面处理的环氧油漆,所述第二油漆为低表面处理油漆。
4、优选地,所述第二喷涂区域为房舱内部,或/和,货舱内部;所述第一喷涂区域为液化石油气船上除所述第二喷涂区域的待喷涂区域。
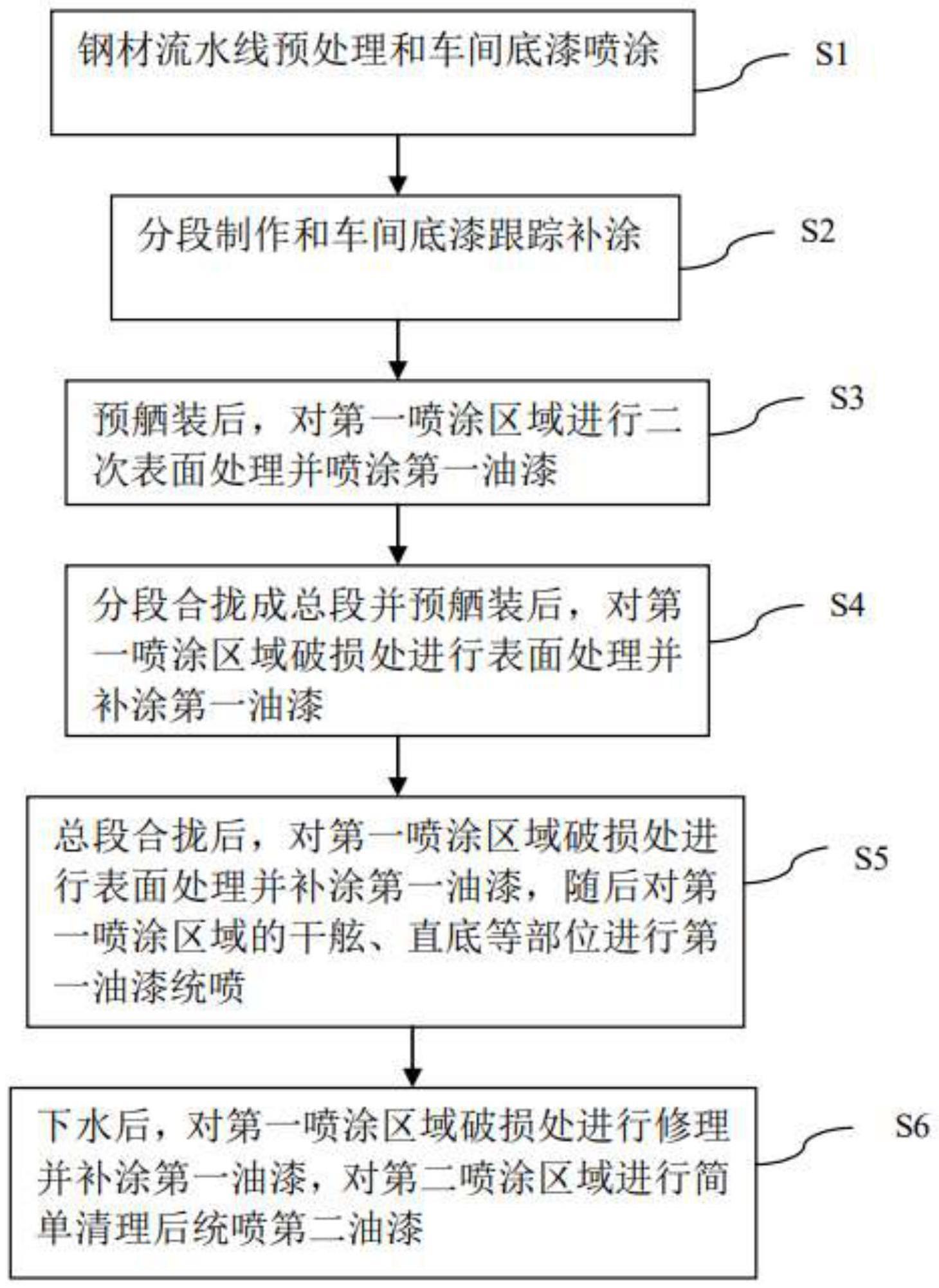
5、优选地,该液化石油气船的涂装方法,包括如下步骤:s1、钢材流水线预处理和车间底漆喷涂;s2、分段制作和车间底漆跟踪补涂;s3、预舾装后,对第一喷涂区域进行二次表面处理并喷涂第一油漆;s4、分段合拢成总段并预舾装后,对第一喷涂区域破损处进行表面处理并补涂第一油漆;s5、总段合拢后,对第一喷涂区域破损处进行表面处理并补涂第一油漆,随后对第一喷涂区域的干舷、直底等部位进行第一油漆统喷;s6、下水后,对第一喷涂区域破损处进行修理并补涂第一油漆,对第二喷涂区域进行简单清理后统喷低表面处理油漆。
6、优选地,所述钢板流水线预处理后清洁度达到iso8501-1:2007中sa2.5级的质量标准。
7、优选地,所述钢板喷涂的车间底漆厚度为15~20μm。
8、优选地,分段制作完成并且预舾装后,对所述第一喷涂区域进行二次表面处理,使得第一喷涂区域各个部位的表面清洁度达到相应的预定质量标准。
9、优选地,分段合拢成总段、总段合拢和下水过程中,对所述第一喷涂区域的焊缝及锈蚀破损部位进行表面处理,使得所述第一喷涂区域原先焊缝及锈蚀破损部位达到预定质量标准。
10、优选地,待总段合拢成整船且下水后,用砂纸对第二喷涂区域的表面进行打磨,再喷涂所述第二油漆。
11、如上所述,本发明涉及的一种液化石油气船的涂装方法,根据抗腐蚀性以及喷涂区域的特殊功能化对液化石油气船油漆待喷涂区域进行划分,划分为需要抗腐蚀性强或/和需要功能化要求的第一喷涂区域以及需要抗腐蚀性弱和无需特殊功能化要求的第二喷涂区域。对第一喷涂区域喷涂第一油漆(也就是现有技术中的用于喷涂船体的传统油漆),第二喷涂区域喷涂低表面处理油漆,节省了对房舱内部以及货舱内严格的表面处理流程,提高了液化石油气船建造效率。具体的,作为第二喷涂区域的房舱内部和货舱内部区域可省略掉分段时的二次表面处理和总段时的人工精细打磨工序,将涂装作业放在最后,在总段下水后,只需简单砂纸打磨便可喷涂低表面处理油漆。该方法可以有效减少表面清洁处理的工作量,在一定程度上提高涂装作业的效率,进而压缩船舶的建造周期。
技术特征:
1.一种液化石油气船的涂装方法,其特征在于,将所述液化石油气船油漆喷涂区域划分为第一喷涂区域以及第二喷涂区域,所述第一喷涂区域采用第一油漆进行喷涂,所述第二喷涂区域采用第二油漆进行喷涂。
2.根据权利要求1所述的一种液化石油气船的涂装方法,其特征在于,所述第一油漆为非低表面处理油漆,所述第二油漆为低表面处理油漆。
3.根据权利要求2所述的一种液化石油气船的涂装方法,其特征在于,所述第二喷涂区域为房舱内部,或/和,货舱内部;所述第一喷涂区域为液化石油气船上除所述第二喷涂区域的待喷涂区域。
4.根据权利要求3所述的一种液化石油气船的涂装方法,其特征在于,包括如下步骤:
5.根据权利要求4所述的一种液化石油气船的涂装方法,其特征在于,所述钢板流水线预处理后清洁度达到iso8501-1:2007中sa2.5级的质量标准。
6.根据权利要求5所述的一种液化石油气船的涂装方法,其特征在于,所述钢板喷涂的车间底漆厚度为15~20μm。
7.根据权利要求4所述的一种液化石油气船的涂装方法,其特征在于,分段制作完成并且预舾装后,对所述第一喷涂区域进行二次表面处理,使得第一喷涂区域各个部位的表面清洁度达到相应的预定质量标准。
8.根据权利要求7所述的一种液化石油气船的涂装方法,其特征在于,分段合拢成总段、总段合拢和下水过程中,对所述第一喷涂区域的焊缝及锈蚀破损部位进行表面处理,使得所述第一喷涂区域原先焊缝及锈蚀破损部位达到预定质量标准。
9.根据权利要求4所述的一种液化石油气船的涂装方法,其特征在于,待总段合拢成整船且下水后,用砂纸对第二喷涂区域的表面进行打磨,再喷涂所述第二油漆。
技术总结
本发明提供一种液化石油气船的涂装方法,将所述液化石油气船油漆喷涂区域划分为第一喷涂区域以及第二喷涂区域,所述第一喷涂区域采用第一油漆进行喷涂,所述第二喷涂区域采用第二油漆进行喷涂,根据需要抗腐蚀性以及特殊功能化要求对液化石油气船油漆待喷涂区域进行区域划分,划分为需要抗腐蚀性强或/和特殊功能化要求的第一喷涂区域以及需要抗腐蚀性弱且无需要功能化要求的第二喷涂区域。对第一喷涂区域喷涂传统油漆,第二喷涂区域喷涂低表面处理油漆,节省了对房舱内部以及货舱内严格的表面处理流程,提高了液化石油气船建造效率。
技术研发人员:陈思涵,艾安鑫,高鹏,杨宁,王小龙
受保护的技术使用者:江南造船(集团)有限责任公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!