具备抗菌、除醛性能的耐候性肤感全哑实色漆UV覆膜涂装板的制备方法与流程
本发明涉及涂装板制备,具体涉及一种具备抗菌、除醛性能的耐候性肤感全哑实色漆uv覆膜涂装板的制备方法。
背景技术:
1、所谓肤感,就是用手摸起来,犹如婴儿肌肤一样的手感。且超哑的漆膜效果,可避免日常光污染。如此即满足人们日常生活中的视觉享受,也能满足其触觉享受。目前市场上,生产此类肤感板工艺有平贴、uv涂装和uv膜压。其中平贴是在人造板表面胶贴上一层带有肤感效果的pvc膜或者真空吸塑至镂铣好沟槽的人造板表面。其优点在于板件环保性能良好,外观细腻,耐高温,具有阻燃性能。其缺点:外观粗糙,怕刮、时间久后会开裂等。uv膜压工艺是使用全自动uv膜压机,以肤感纳米膜为模具,将uv面漆定型为超哑肤感效果,肤感纳米膜可回收再造。
2、现有技术的uv覆膜涂装板有以下缺点:uv涂装板不具备抗菌、除甲醛的效果,不适用于医院、学校等卫生条件需求高的地方;uv涂装板拼接处水液容易渗入,容易引起uv涂装板复合层的霉变;由于调色不好控制,批次间存在的色差比较大,同时耐候性不好,容易出现变色问题,因此,生产这款实色产品的厂家极少。
3、现有申请公布号为cn115846181a的中国专利,公开了抗菌、除醛的uv淋涂超晶涂装板的制备方法,包括三胺板上线→轻抛→除尘→单辊附着底→半干→正逆辊砂光底→全干→砂光→除尘→单辊淋前辊→淋涂亮光清面→流平→全干工艺步骤,该uv覆膜涂装板具备抗菌、除甲醛的效果,适用于医院等卫生条件需求高的地方;uv涂装板拼接处水液容易渗入,不易引起uv涂装板复合层的霉变的问题。
4、该工艺做出的产品通常只是透明的,无法满足现在消费者个性化和审美观的需求。由于光泽高,时间长了以后,漆膜表面会出现凹凸不平的现象,影响表面效果,并且,漆层整体的硬度和附着力有待提升。
技术实现思路
1、有鉴于此,本发明提供一种具备抗菌、除醛性能的耐候性肤感全哑实色漆uv覆膜涂装板的制备方法,适用于制备各种颜色的覆膜涂装板,改善表面效果,提升漆层整体的硬度和附着力。
2、为实现上述目的,本发明提供一种具备抗菌、除醛性能的耐候性肤感全哑实色漆uv覆膜涂装板的制备方法,采用如下技术方案:
3、一种具备抗菌、除醛性能的耐候性肤感全哑实色漆uv覆膜涂装板的制备方法,包括步骤:三胺板上线、轻抛、第一次除尘、单辊附着底漆、首次半干、正逆辊涂覆砂光底漆、第一次全干、砂光、第二次除尘、正逆辊涂覆和第二次全干,所述首次半干采用3个汞灯对所述单辊附着底漆形成的附着底漆膜进行干燥,能量控制在600-800mj/cm2,形成附着底漆层,所述首次半干和正逆辊涂覆砂光底漆之间还包括如下步骤:
4、在所述附着底漆层上涂覆实色底漆,涂布量为15-25g/m2,形成第一实色漆膜;第一次采用汞灯和稼灯对所述第一实色漆膜进行干燥,能量控制为uva:300-400mj/cm2、uvv:800-1000mj/cm2,半干形成第一实色漆层;
5、在所述第一实色漆层上涂覆实色底漆,涂布量为15-25g/m2,形成第二实色漆膜;第二次采用汞灯和稼灯对所述第二实色漆膜进行干燥,能量控制为uva:300-400mj/cm2、uvv:400-500mj/cm2,半干形成第二实色漆层;
6、在所述第二实色漆层上涂覆实色底漆,涂布量为15-25g/m2,形成第三实色漆膜;第三次采用汞灯和稼灯对所述第三实色漆膜进行干燥,能量控制为uva:400-500mj/cm2、uvv:500-600mj/cm2,半干形成第三实色漆层;
7、所述正逆辊涂覆采用uv覆膜肤感清面漆,涂布量为45-55g/m2,形成清面漆层;所述正逆辊涂覆和第二次全干之间还包括步骤:采用压膜机对所述清面漆层进行压模和脱模。
8、进一步的,所述uv覆膜肤感清面漆为立邦长润发生产的cu-g529。
9、进一步的,所述单辊附着底漆所形成的附着底漆膜的厚度为10-15μm。
10、进一步的,所述第一实色漆膜、第二实色漆膜和第三实色漆膜的厚度均为10-15μm。
11、进一步的,所述正逆辊涂覆砂光底漆的具体操作步骤如下:采用正逆辊滚涂机在所述第三实色漆层上涂覆砂光底漆,涂布量为30-50g/m2,厚度为10-20μm,形成砂光底漆膜。
12、进一步的,所述第一次全干的具体操作步骤如下:采用一个镓灯和双汞灯对所述砂光底漆膜进行全干干燥,能量控制在:300-400mj/cm2,形成砂光底漆层。
13、进一步的,所述第二次全干的具体操作步骤如下:采用双镓灯和双汞灯进行全干干燥,能量强度为800-1200mj/cm2,干燥时间为1-3s。
14、进一步的,按照重量份数计,每100份的所述uv覆膜肤感清面漆中包括1-5份的抗菌剂和1-3份的除醛助剂。
15、进一步的,所述抗菌剂包括对羟基苯甲酸丙酯、山梨醇钾、蓖麻油和甲壳素中的一种或至少两种混合。
16、进一步的,所述除醛助剂包括n-亚甲基丙烯酰胺、n,n-亚甲基双丙烯酰胺、丙烯酰胺、三聚氰胺、己二酸二酰肼和2-咪唑烷酮中的一种或至少两种混合。
17、本发明的上述技术方案至少包括以下有益效果:
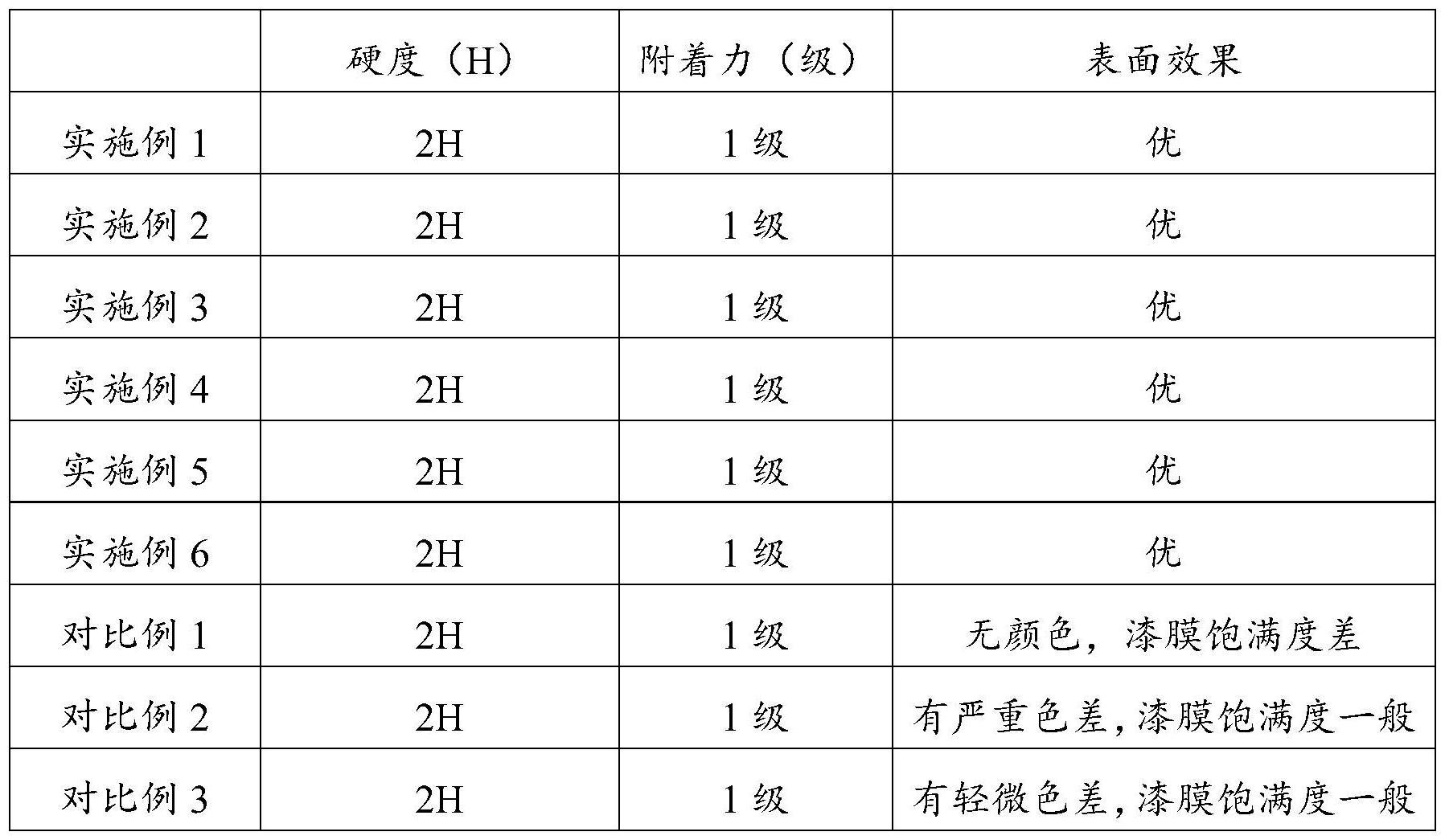
18、1、本发明在首次半干和正逆辊涂覆砂光底漆之间增加连续三次进行实色底漆涂覆和干燥操作,并且,对每一次实色底漆的涂覆量和厚度进行控制,同时对干燥能量进行相应控制,使最终制得的uv覆膜涂装板上漆层的饱满度好,无色差,表面效果优异,硬度能达到2h,附着力能达到1级;
19、2、对首次半干的能量控制进行限制,有利于提升漆层整体的硬度和附着力,确保硬度能达到2h,附着力能达到1级;
20、3、本发明工艺能够根据用户的要求调配出各种颜色的实色底漆,然后通过覆膜达到全哑的肤感效果,手感极好,在满足用户对颜色个性化需求的同时,在感官上也是有更好的效果;
21、4、本发明涂覆使用的耐黄变亮光白面漆中添加抗菌剂,并对抗菌剂的具体选型进行限制,可抗大肠杆菌、金黄色葡萄球菌、肺炎克雷伯氏菌、铜绿假单胞菌和白色念珠菌5大常见菌种和甲型流感h1n1、甲型流感h3n2、肠道病毒71型和脊髓灰质炎病毒4大常见病毒,能够适用于医院、学校等卫生条件需求高的地方,并且,涂装板拼接处水液容易渗入,具备抗菌能力能够避免引起涂装板复合层的霉变问题;
22、5、本发明涂覆使用的耐黄变亮光白面漆中添加除醛助剂,降低了甲醛的挥发,更加环保,有利于身心健康。
技术特征:
1.一种具备抗菌、除醛性能的耐候性肤感全哑实色漆uv覆膜涂装板的制备方法,包括步骤:三胺板上线、轻抛、第一次除尘、单辊附着底漆、首次半干、正逆辊涂覆砂光底漆、第一次全干、砂光、第二次除尘、正逆辊涂覆和第二次全干,其特征在于,所述首次半干采用3个汞灯对所述单辊附着底漆形成的附着底漆膜进行干燥,能量控制在600-800mj/cm2,形成附着底漆层,所述首次半干和正逆辊涂覆砂光底漆之间还包括如下步骤:
2.根据权利要求1所述的具备抗菌、除醛性能的耐候性肤感全哑实色漆uv覆膜涂装板的制备方法,其特征在于,所述uv覆膜肤感清面漆为立邦长润发生产的cu-g529。
3.根据权利要求1所述的具备抗菌、除醛性能的耐候性肤感全哑实色漆uv覆膜涂装板的制备方法,其特征在于,所述单辊附着底漆所形成的附着底漆膜的厚度为10-15μm。
4.根据权利要求1所述的具备抗菌、除醛性能的耐候性肤感全哑实色漆uv覆膜涂装板的制备方法,其特征在于,所述第一实色漆膜、第二实色漆膜和第三实色漆膜的厚度均为10-15μm。
5.根据权利要求1所述的具备抗菌、除醛性能的耐候性肤感全哑实色漆uv覆膜涂装板的制备方法,其特征在于,所述正逆辊涂覆砂光底漆的具体操作步骤如下:采用正逆辊滚涂机在所述第三实色漆层上涂覆砂光底漆,涂布量为30-50g/m2,厚度为10-20μm,形成砂光底漆膜。
6.根据权利要求5所述的具备抗菌、除醛性能的耐候性肤感全哑实色漆uv覆膜涂装板的制备方法,其特征在于,所述第一次全干的具体操作步骤如下:采用一个镓灯和双汞灯对所述砂光底漆膜进行全干干燥,能量控制在:300-400mj/cm2,形成砂光底漆层。
7.根据权利要求1所述的具备抗菌、除醛性能的耐候性肤感全哑实色漆uv覆膜涂装板的制备方法,其特征在于,所述第二次全干的具体操作步骤如下:采用双镓灯和双汞灯进行全干干燥,能量强度为800-1200mj/cm2,干燥时间为1-3s。
8.根据权利要求1或2所述的具备抗菌、除醛性能的耐候性肤感全哑实色漆uv覆膜涂装板的制备方法,其特征在于,按照重量份数计,每100份的所述uv覆膜肤感清面漆中包括1-5份的抗菌剂和1-3份的除醛助剂。
9.根据权利要求8所述的具备抗菌、除醛性能的耐候性肤感全哑实色漆uv覆膜涂装板的制备方法,其特征在于,所述抗菌剂包括对羟基苯甲酸丙酯、山梨醇钾、蓖麻油和甲壳素中的一种或至少两种混合。
10.根据权利要求8所述的具备抗菌、除醛性能的耐候性肤感全哑实色漆uv覆膜涂装板的制备方法,其特征在于,所述除醛助剂包括n-亚甲基丙烯酰胺、n,n-亚甲基双丙烯酰胺、丙烯酰胺、三聚氰胺、己二酸二酰肼和2-咪唑烷酮中的一种或至少两种混合。
技术总结
本发明提供一种具备抗菌、除醛性能的耐候性肤感全哑实色漆UV覆膜涂装板的制备方法,包括步骤:三胺板上线、轻抛、第一次除尘、单辊附着底漆、首次半干、正逆辊涂覆砂光底漆、第一次全干、砂光、第二次除尘、正逆辊涂覆和第二次全干,首次半干采用3个汞灯进行干燥,能量控制在600‑800mJ/cm2,首次半干和正逆辊涂覆砂光底漆之间还包括如下步骤:连续三次涂覆实色底漆,每次涂布量均为15‑25g/m2,每次涂覆后均采用汞灯和稼灯进行干燥;正逆辊涂覆采用UV覆膜肤感清面漆,涂布量为45‑55g/m2,形成清面漆层;正逆辊涂覆和第二次全干之间还包括:对清面漆层进行压模和脱模。本发明适用于制备覆膜涂装板,同时,提升漆层整体的硬度和附着力。
技术研发人员:熊闲安,周建劼
受保护的技术使用者:惠州市摩彩装饰材料有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!