基于实时微调配比的涂料原料供给装置和供给方法与流程
本发明属于涂料现场调配领域。
背景技术:
1、涂料的出厂一般由桶状容器已经将不同原料按一定的配比搅拌完成后,以成品状态发货,在使用时直接打开盖子进行涂刷既可;
2、而含有环氧树脂等成分的涂料一般由两种液体或多种原料混合而成;这种涂料如果出厂就就混合则在短时间内会发生固化反应,因此需要在即将使用之前混合来使用;在汽车和大型船舶等大型涂装场景中,需要这样的涂料来涂覆很大的范围,这种情况下,需要和现场实际的涂装速率来调配预定比例原料的涂料;
3、以a原料和b原料的供给为例,在现场向搅拌装置输送a原料和b原料时,需要根据现场涂装速率来实时改变总传输速率的情况下,不改变a原料和b原料的传输比例,与此同时还需要有实时微调a原料和b原料的传输比例的能力。
技术实现思路
1、发明目的:为了克服现有技术中存在的不足,本发明提供一种基于实时微调配比的涂料原料供给装置和供给方法,根据现场涂装速率来实时改变总传输速率的情况下,不改变a原料和b原料的传输比例,与此同时还需要有实时微调a原料和b原料的传输比例的能力。
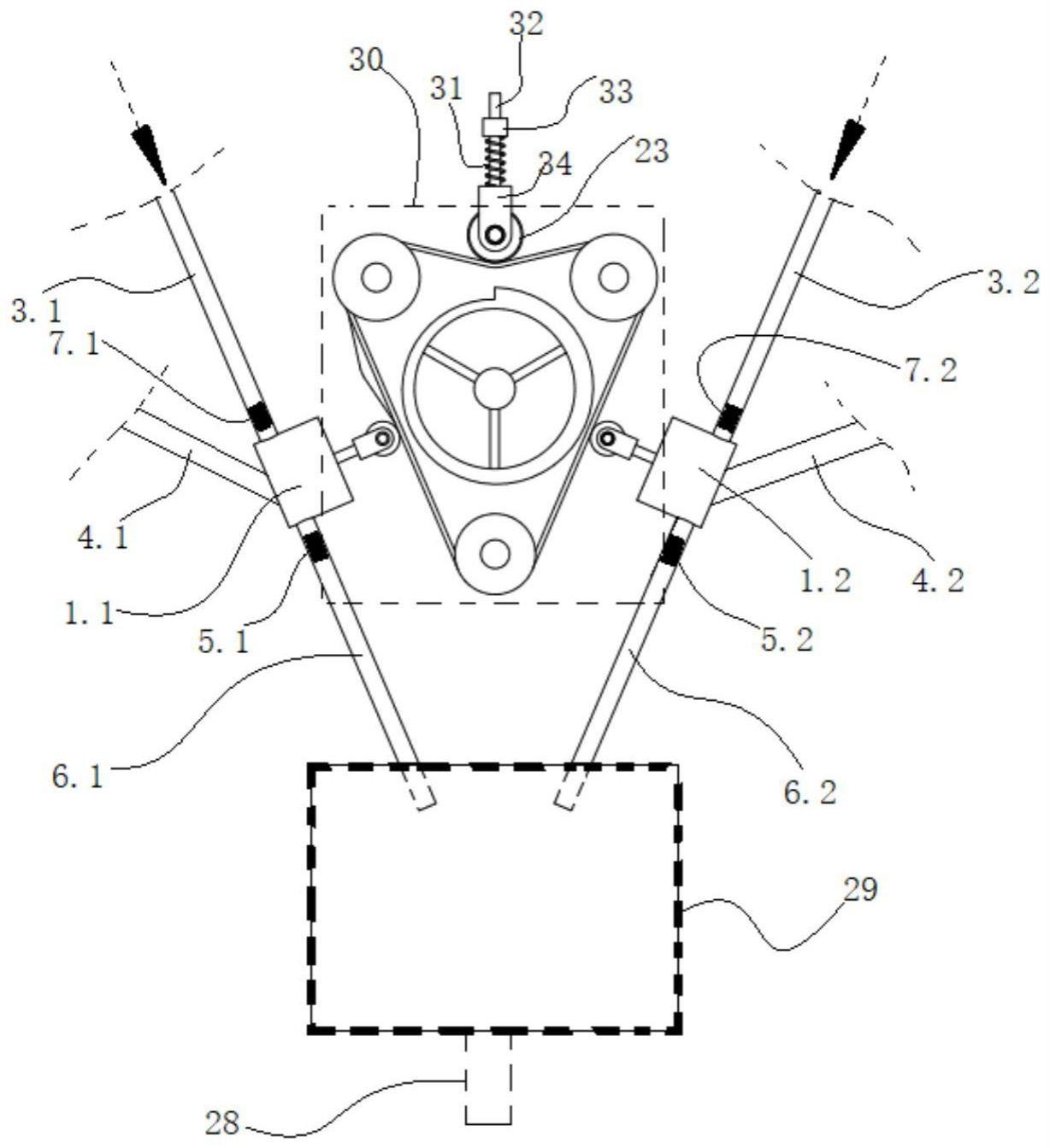
2、技术方案:为实现上述目的,本发明的基于实时微调配比的涂料原料供给装置,包括a原料供给管、a柱塞泵体、a泵出管、b原料供给管、b柱塞泵体和b泵出管;
3、a柱塞泵体的进液端和出液端分别连通a原料供给管和a泵出管,b柱塞泵体的进液端和出液端分别连通b原料供给管和b泵出管;a泵出管和b泵出管的出料端共同连接混料装置的进料装置;混料装置的出料端设置有下料器;a柱塞泵体与b柱塞泵体之间设置有羁绊式泵体驱动器,羁绊式泵体驱动器以相同的频率驱动a柱塞泵体和b柱塞泵体内的柱塞。
4、进一步的,a柱塞泵体内为a泵液腔,a原料供给管出液端和a泵出管进液端均连通a泵液腔,a泵液腔内活动设置有a柱塞,a泵液腔内设置有a复位弹簧;a柱塞上固定连接的a柱塞推杆的一端通过a滚轮支架转动安装有a滚轮;
5、b柱塞泵体内为b泵液腔,b原料供给管出液端和b泵出管进液端均连通b泵液腔,b泵液腔内活动设置有b柱塞,b泵液腔内设置有b复位弹簧,b柱塞上固定连接的b柱塞推杆的一端通过b滚轮支架转动安装有b滚轮。
6、进一步的,羁绊式泵体驱动器包括一条闭环的同步带,闭环的同步带的内侧分别跨过第一同步带轮、第二同步带轮和第三同步带轮;第一同步带轮、第二同步带轮和第三同步带轮中至少有一个是由电机驱动。
7、进一步的,闭环的同步带由同步带a段、同步带b段和同步带c段构成;
8、a滚轮与同步带a段中部滚动相切,b滚轮与同步带b段中部滚动相切;
9、闭环的同步带的外表面至少固定设置有一个两端为缓坡的凸起,凸起随同步带的传送路径同步运动,凸起随同步带的闭环传送路径循环传送过程中,a滚轮和b滚轮均会呈周期性的滚上凸起。
10、进一步的,闭环的同步带的围合范围内设置一个调节环体,调节环体的内侧通过若干连接臂同轴心固定连接有调节轴,调节轴由带刹车功能的调节电机驱动;调节环体的外轮廓为等速螺线轮廓,等速螺线轮廓的螺线中心在调节轴的轴线上。
11、进一步的,凸起相对于同步带表面的最大凸起高度记为d,常态下,等速螺线轮廓与同步带a段内壁之间的间隙大小记为l;等速螺线轮廓与同步带b段内壁之间的间隙大小记为l2;满足d>l1>l2。
12、进一步的,同步带沿自身传送路径传送的过程中:
13、当a滚轮滚上同步带上的凸起时,a滚轮在a复位弹簧的推力下对同步带a段的中部形成推推顶力,使同步带a段发生凸向等速螺线轮廓的弯曲形变,使同步带a段的中部内壁与等速螺线轮廓滑动相切;
14、当b滚轮滚上同步带上的凸起时,b滚轮在b复位弹簧的推力下对同步带b段的中部形成推推顶力,使同步带b段发生凸向等速螺线轮廓的弯曲形变,使同步带b段的中部内壁与等速螺线轮廓滑动相切。
15、进一步的:a原料供给管用于输送a液体原料,b原料供给管用于输送b液体原料;
16、同步带上的凸起随同步带的闭环传送路径循环传送;凸起随同步带的闭环传送路径循环传送的一个传送周期中,a滚轮和b滚轮均会相对滚上凸起和滚下凸起一次;
17、当a滚轮每一次滚上凸起顶峰过程中,a柱塞在a柱塞泵体内的轴向位移幅度也为h1=d-l1;
18、当b滚轮每一次滚上凸起顶峰过程中,b柱塞在b柱塞泵体内的轴向位移幅度也为h2=d-l2;
19、按上述规律,同步带上的凸起随同步带的闭环传送路径循环传送的过程中,a柱塞在a柱塞泵体内以幅度为h1做往复运动,b柱塞在b柱塞泵体内以幅度为h2做往复运动,且a柱塞和b柱塞的往复运动频率一致。
20、有益效果:本发明的结构简单,在现场向搅拌装置输送a原料和b原料时,根据现场涂装速率来实时改变总传输速率的情况下,a原料和b原料的传输比例可以维持不变,与此同时还需要有实时微调a原料和b原料的传输比例的能力。
技术特征:
1.基于实时微调配比的涂料原料供给装置,其特征在于:包括a原料供给管(3.1)、a柱塞泵体(1.1)、a泵出管(6.1)、b原料供给管(3.2)、b柱塞泵体(1.2)和b泵出管(6.2);
2.根据权利要求1所述的基于实时微调配比的涂料原料供给装置,其特征在于:所述a柱塞泵体(1.1)内为a泵液腔(18.1),a原料供给管(3.1)出液端和a泵出管(6.1)进液端均连通a泵液腔(18.1),所述a泵液腔(18.1)内活动设置有a柱塞(16.1),a泵液腔(18.1)内设置有a复位弹簧(17.1);所述a柱塞(16.1)上固定连接的a柱塞推杆(14.1)的一端通过a滚轮支架(13.1)转动安装有a滚轮(11.1);
3.根据权利要求2所述的基于实时微调配比的涂料原料供给装置,其特征在于:所述羁绊式泵体驱动器(30)包括一条闭环的同步带(9),闭环的所述同步带(9)的内侧分别跨过第一同步带轮(24)、第二同步带轮(25)和第三同步带轮(26);第一同步带轮(24)、第二同步带轮(25)和第三同步带轮(26)中至少有一个是由电机驱动。
4.根据权利要求3所述的基于实时微调配比的涂料原料供给装置,其特征在于:所述闭环的同步带(9)由同步带a段(9.1)、同步带b段(9.2)和同步带c段(9.3)构成;
5.根据权利要求4所述的基于实时微调配比的涂料原料供给装置,其特征在于:闭环的所述同步带(9)的围合范围内设置一个调节环体(20),所述调节环体(20)的内侧通过若干连接臂(27)同轴心固定连接有调节轴(40),调节轴(40)由带刹车功能的调节电机驱动;所述调节环体(20)的外轮廓为等速螺线轮廓(21),等速螺线轮廓(21)的螺线中心在调节轴(40)的轴线上。
6.根据权利要求5所述的基于实时微调配比的涂料原料供给装置,其特征在于:凸起(20)相对于同步带(9)表面的最大凸起高度记为d,常态下,等速螺线轮廓(21)与所述同步带a段(9.1)内壁之间的间隙大小记为l1;等速螺线轮廓(21)与所述同步带b段(9.2)内壁之间的间隙大小记为l2;满足d>l1>l2。
7.根据权利要求6所述的基于实时微调配比的涂料原料供给装置,其特征在于:同步带(9)沿自身传送路径传送的过程中:
8.根据权利要求7所述的基于实时微调配比的涂料原料供给装置的供给方法,其特征在于:a原料供给管(3.1)用于输送a液体原料,b原料供给管(3.2)用于输送b液体原料;
技术总结
本发明公开了一种基于实时微调配比的涂料原料供给装置,包括a原料供给管、a柱塞泵体、a泵出管、b原料供给管、b柱塞泵体和b泵出管;a柱塞泵体的进液端和出液端分别连通a原料供给管和a泵出管,b柱塞泵体的进液端和出液端分别连通b原料供给管和b泵出管;在现场向搅拌装置输送a原料和b原料时,根据现场涂装速率来实时改变总传输速率的情况下,a原料和b原料的传输比例可以维持不变,与此同时还需要有实时微调a原料和b原料的传输比例的能力。
技术研发人员:朱旭宇,谢钧名
受保护的技术使用者:无锡市英波化工有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!