锂电池模组侧板涂胶的压紧加热静置设备及方法与流程
本发明涉及锂电池生产设备,具体涉及一种锂电池模组侧板涂胶加热静置设备及方法。
背景技术:
1、随着环保技术的不断发展,新能源汽车已经受到越来越多的人的青睐,随着购买人群的增加,锂电池模组的用量也越来越大。而在锂电池模组的生产过程中,电池本板与侧板需要涂胶凝固,为了加快胶水凝固速度和稳定粘接电池模组,需要对模组侧板进行加热,以提高胶水固化效率。。
2、目前通常采用的方式有采用热风循环加热和采用加热棒接触式传导加热两种。热风循环加热是通过对加热炉腔内的空气进行加热,将加热后的热空气通过密闭的管道输送到模组侧板加热腔进行循环加热:该加热方式热利用率低,仅少部分热能作用到模组侧板面,绝大部分被管道及腔体热传导流失,能耗大,且空气温控反应速率低,无法精确温控,胶水固化质量和胶水固化效率都较低;加热棒接触式加热直接作用于模组侧板表面,其加热速率快,但是需要加热棒精准的贴合模组侧板表面,工人的劳动强度高,且机械结构设计复杂、成本高、设备稳定性极差。另外,现有的锂电池模组在涂胶后没有对应的压紧装置对其压紧,从而降低了侧板与本体之间的连接可靠性。
技术实现思路
1、本发明所要解决的问题是提供一种锂电池模组侧板涂胶的压紧加热静置设备,它能够精准控制温升曲线,大大提高了胶水固化质量和胶水固化效率。同时,本发明机械机构简单紧凑,成本较低,设备稳定,可有效降低工人的劳动强度。另外,本发明保证了电池侧板与锂电池本体之间的可靠连接。本发明同时提供了锂电池模组侧板涂胶的压紧加热静置方法
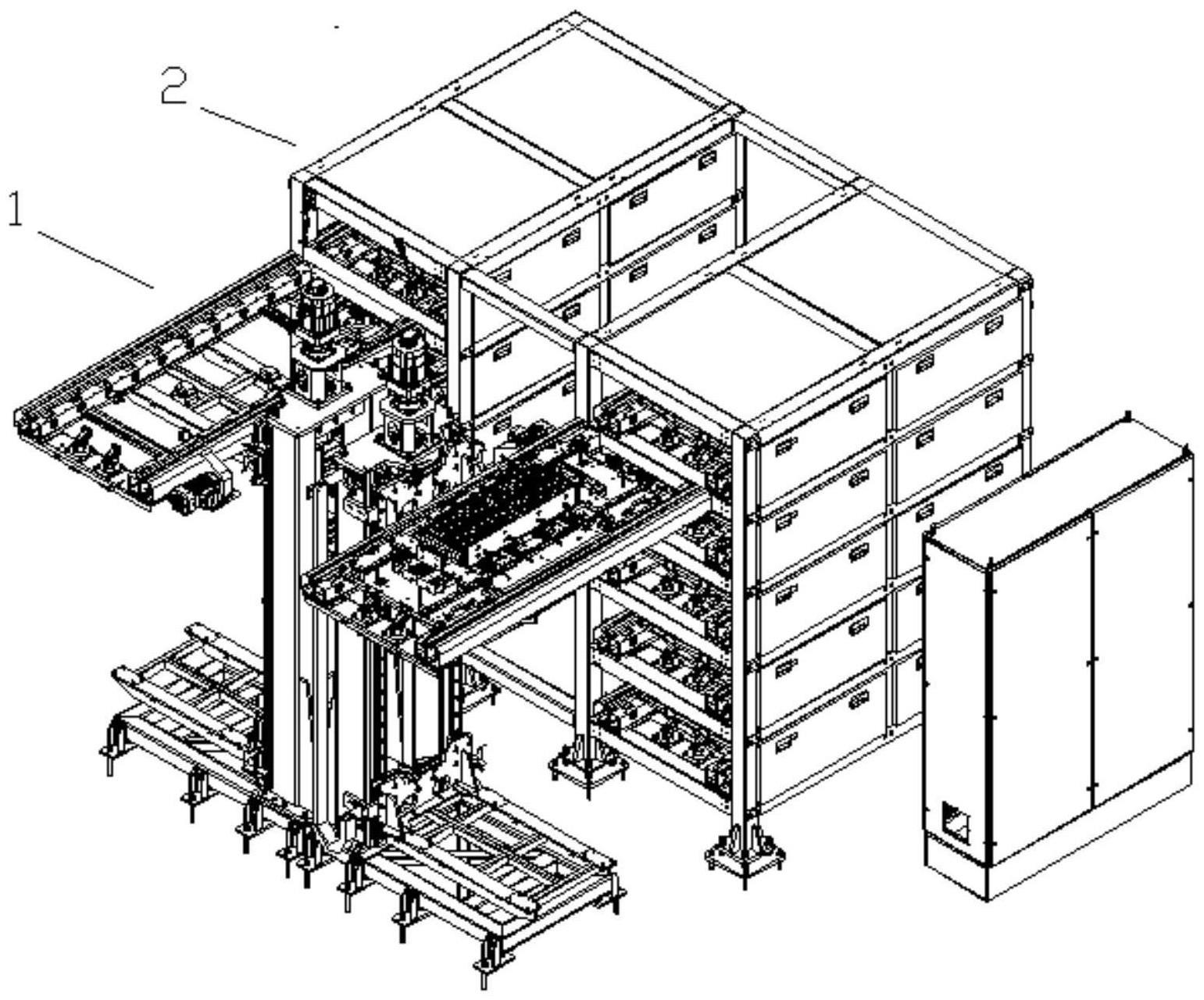
2、本发明锂电池模组侧板涂胶的压紧加热静置设备,它包括双工位提升机、加热静置机,双工位提升机包括提升机机架、左右对称设置的两个提升组件、多个压紧单元,加热静置机包括电器柜、多个加热静置工位形成的机架、多个加热单元,两个提升组件分别与提升机机架连接,每个提升组件上设置有一个压紧单元,锂电池模组放置在压紧单元上且被其压紧,压紧单元和锂电池模组一起移动到加热静置工位内,每个加热静置工位内设置有一个加热单元,电器柜与加热单元电连接。
3、进一步地,每个提升组件包括电机、丝杆传动副、托架、驱动辊轮线体,丝杆传动副包括丝杆、螺母,电机与提升机机架的上安装板固接,丝杆的一端与电机连接、另一端与提升机机架的下安装板连接,螺母与托架连接,压紧单元设置在托架上,驱动辊轮线体设置在压紧单元与托架之间。
4、进一步地,压紧单元包括工装板、左右两个压板、左右多个侧压肘夹,锂电池模组放置在工装板上,两个压板压在锂电池模组的左右两侧,每个压板的外侧均设置有多个侧压肘夹,侧压肘夹沿着压板的前后方向均布。
5、进一步地,每个提升组件还包括导向单元,导向单元包括前后两个直线导轨副,其相对于丝杆传动副对称设置,每个直线导轨副包括导轨、滑块,导轨固定在提升机机架上,滑块固定在托架的内侧。
6、进一步地,加热单元位于压紧单元的外侧,每个加热单元包括库位辊轮线体、左右两个红外灯管、多个红外测温仪,两个红外灯管分别位于左右侧压肘夹的外侧,多个红外测温仪位于红外灯管的外侧,工装板位于库位辊轮线体的上面,库位辊轮线体设置在加热静置工位的底板上。
7、本发明锂电池模组侧板涂胶的压紧加热静置方法:一、先在处于最低位的托架上放置压紧单元,当锂电池本体通过输送线到达托架旁边时,将锂电池本体放置工装板上,将电池侧板通过胶水粘贴到锂电池本体的左右两侧形成锂电池模组,然后通过压板、侧压肘夹将锂电池模组的两侧压紧;二、双工位提升机工作,通过托架将锂电池模组升高到合适位置,这时通过驱动辊轮线体和库位辊轮线体的共同动作,将锂电池模组连同压紧单元一起运送到加热静置工位内;三、加热单元工作,对锂电池本体与电池侧板之间的胶水进行加热;四、当加热到设定的时间即胶水凝固后,将锂电池模组出库。
8、进一步地,步骤三中加热单元工作的具体步骤是:先通过红外灯管对锂电池本体与电池侧板之间的胶水进行加热,再通过红外测温仪实时检测温度并将数据传送给pid温控模块,然后通过控制红外灯管的发热功率来实现恒温(设定的温度)控制。
9、本发明的优点是:一、在锂电池模组两侧配置固定的红外灯管,红外灯管直接照射侧板的表面,温度场通过侧板传递到与模组贴合的内侧固化胶水;同时,配置红外温度检测仪检测温升,通过pid温度控制模块,精准控制红外灯管发热功率,实现闭环控制,大大提高了胶水固化质量和胶水固化效率;二、本发明的机械机构简单紧凑,成本较低,设备稳定,可有效降低工人的劳动强度;三、压紧单元实现对模组的可靠压紧,保证了电池侧板与锂电池本体之间的可靠连接。
10、总之,本发明充分考虑锂电池模组侧板胶水固化的加热环境因素及产能需求,采用红外灯管加热的非接触式加热方式,红外灯管直接照射侧板表面并精准控制温升曲线,提高了锂电池模组侧板的胶水固化质量和胶水固化效率。
技术特征:
1.锂电池模组侧板涂胶的压紧加热静置设备,其特征是:它包括双工位提升机(1)、加热静置机(2),双工位提升机(1)包括提升机机架(11)、左右对称设置的两个提升组件(12)、多个压紧单元(13),加热静置机(2)包括电器柜(21)、多个加热静置工位(22)形成的机架、多个加热单元(23),两个提升组件(12)分别与提升机机架(11)连接,每个提升组件(12)上设置有一个压紧单元(13),锂电池模组(3)放置在压紧单元(13)上且被其压紧,压紧单元(13)和锂电池模组(3)一起移动到加热静置工位(22)内,每个加热静置工位(22)内设置有一个加热单元(23),电器柜(21)与加热单元(23)电连接。
2.根据权利要求1所述的压紧加热静置设备,其特征是:每个提升组件(12)包括电机(121)、丝杆传动副、托架(122)、驱动辊轮线体(123),丝杆传动副包括丝杆(124)、螺母(125),电机(121)与提升机机架(11)的上安装板固接,丝杆(124)的一端与电机(121)连接、另一端与提升机机架(11)的下安装板连接,螺母(125)与托架(122)连接,压紧单元设置在托架(122)上,驱动辊轮线体(123)设置在压紧单元与托架(122)之间。
3.根据权利要求1所述的压紧加热静置设备,其特征是:压紧单元(13)包括工装板(131)、左右两个压板(132)、左右多个侧压肘夹(133),锂电池模组(3)放置在工装板(131)上,两个压板(132)压在锂电池模组(3)的左右两侧,每个压板(132)的外侧均设置有多个侧压肘夹(133),侧压肘夹(133)沿着压板(132)的前后方向均布。
4.根据权利要求2所述的压紧加热静置设备,其特征是:每个提升组件(12)还包括导向单元,导向单元包括前后两个直线导轨副,其相对于丝杆传动副对称设置,每个直线导轨副包括导轨(126)、滑块(127),导轨(126)固定在提升机机架(11)上,滑块(127)固定在托架(122)的内侧。
5.根据权利要求3所述的压紧加热静置设备,其特征是:加热单元(23)位于压紧单元(13)的外侧,每个加热单元(23)包括库位辊轮线体(233)、左右两个红外灯管(231)、多个红外测温仪(232),两个红外灯管(231)分别位于左右侧压肘夹(133)的外侧,多个红外测温仪(232)位于红外灯管(231)的外侧,工装板(131)位于库位辊轮线体(233)的上面,库位辊轮线体(233)设置在加热静置工位(22)的底板上。
6.锂电池模组侧板涂胶的压紧加热静置方法,其特征是:一、先在处于最低位的托架上放置压紧单元,当锂电池本体通过输送线到达托架旁边时,将锂电池本体放置工装板上,将电池侧板通过胶水粘贴到锂电池本体的左右两侧形成锂电池模组,然后通过压板、侧压肘夹将锂电池模组的两侧压紧;二、双工位提升机工作,通过托架将锂电池模组升高到合适位置,这时通过驱动辊轮线体和库位辊轮线体的共同动作,将锂电池模组连同压紧单元一起运送到加热静置工位内;三、加热单元工作,对锂电池本体与电池侧板之间的胶水进行加热;四、当加热到设定的时间即胶水凝固后,将锂电池模组出库。
7.根据权利要求6所述的压紧加热静置方法,其特征是:步骤三中加热单元工作的具体步骤是:先通过红外灯管对锂电池本体与电池侧板之间的胶水进行加热,再通过红外测温仪实时检测温度并将数据传送给pid温控模块,然后通过控制红外灯管的发热功率来实现恒温(设定的温度)控制。
技术总结
本发明公开了锂电池模组侧板涂胶的压紧加热静置设备,它包括双工位提升机、加热静置机,双工位提升机包括提升机机架、左右对称设置的两个提升组件、多个压紧单元,加热静置机包括电器柜、多个加热静置工位形成的机架、多个加热单元,两个提升组件分别与提升机机架连接,每个提升组件上设置有一个压紧单元,锂电池模组放置在压紧单元上且被其压紧,压紧单元和锂电池模组一起移动到加热静置工位内,每个加热静置工位内设置有一个加热单元,电器柜与加热单元电连接。本发明能够精准控制温升曲线,大大提高了胶水固化质量和胶水固化效率。同时,本发明机械机构简单紧凑,成本较低,设备稳定,可有效降低工人的劳动强度。
技术研发人员:吴标,郭泽军,苗壮,代建,张巨磊
受保护的技术使用者:马鞍山南实科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!