一种用于穿刺定位针的全自动点胶设备及其方法与流程
本发明属于穿刺定位针制造,具体涉及一种用于穿刺定位针的全自动点胶设及其方法备。
背景技术:
1、癌症发病率及死亡率均在逐年增加,对于早期发现的肿瘤或者病变前的结节进行早期切除和干预,能够有效降低癌症的死亡率。在对结节及肿瘤进行切除时,往往存在结节较小不易被发现的问题,因此需要使用穿刺定位针对结节进行前期的精确定位,便于手术切除。
2、穿刺定位针主要包括针杆、针座、定位组件等,其中针杆与针座间通过uv胶进行固定连接。目前生产穿刺定位针的过程中,针杆与针座间的点胶固接是通过人工操作完成,即手持针筒注射器将uv胶点在针杆与针座的连接处,然后人工使用uv光照笔对点胶处进行照射使uv胶固化,进而将针杆与针座连接。上述制造安装的方式由于主要采用人工手持设备完成,且点胶和uv光照固化等环节均分步进行,因此存在效率低,人工影响因素较大而致使良品率不高的问题。
技术实现思路
1、本发明的目的在于提供一种用于穿刺定位针的全自动点胶设备及方法,通过自动化的方式实现穿刺定位针的批量点胶,明显提高了点胶效率和良品率。
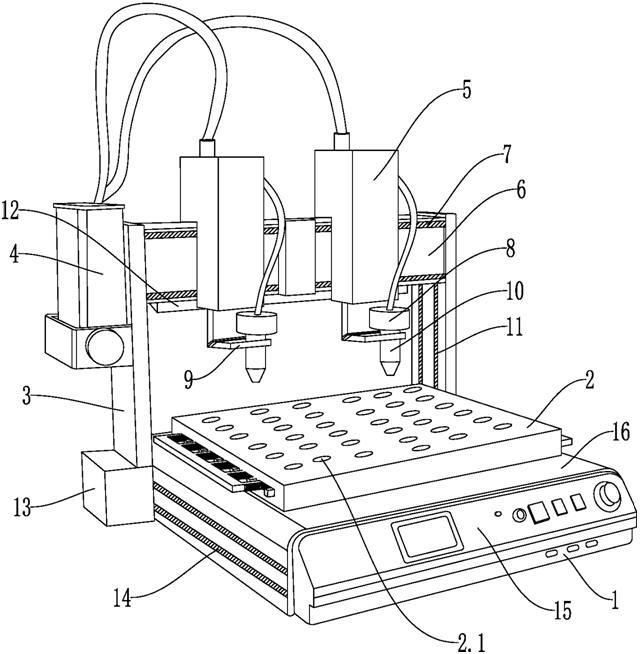
2、为实现上述目的,本发明提供如下技术方案:一种用于穿刺定位针的全自动点胶设备,包括:
3、主机,所述主机的顶面具有平台,其前面具有控制面板;
4、载物台,所述载物台设置在所述平台上且其顶面设置有若干卡槽;
5、立柱,所述立柱设置在所述主机的两侧并且能够前后移动;
6、液压供料器,所述液压供料器设置在一侧立柱上;
7、横梁,所述横梁设置在所述立柱上并且能够上下移动;
8、uv光照灯,所述uv光照灯设置在所述横梁的底部;
9、连接器,所述连接器设置在所述横梁上并且能够左右移动,所述连接器通过连接管与所述液压供料器连接;
10、可调角度机构,所述可调角度机构设置在所述连接器上;
11、点胶头,所述点胶头设置在所述可调角度机构上;
12、储胶管,所述储胶管设置在所述点胶头上并且通过连接管与所述连接器连接;
13、所述立柱、横梁、连接器分别由驱动装置驱动而沿各自移动方向移动。
14、进一步地,所述连接器、可调角度机构、点胶头、储胶管的数量均为两个,且一一配套设置。
15、进一步地,所述可调节度机构包括第一连接板、第二连接板和铰链合页;
16、所述第一连接板与所述铰链合页的一端连接,所述点胶头设置在所述第一连接板上;所述第二连接板与所述铰链合页的另一端连接,并且设置在所述连接器上;所述铰链合页的铰链为紧配合铰链。
17、进一步地,所述驱动装置包括齿轮、齿条和伺服电机;所述齿轮设置在所述伺服电机的主轴上,所述齿条分别设置在主机、立柱和横梁上,所述伺服电机分别设置在所述立柱、横梁和连接器上,并且所述齿条和对应的轨道平行设置,并且与对应的齿轮啮合连接。
18、进一步地,所述载物台内部设置有若干贯通到两个相对侧面的贯通槽,所述贯通槽与每行卡槽一一对应连通;所述贯通槽中设置有相对的第一拉杆和第二拉杆以及齿轮;所述第一拉杆的内侧面设置有若干第一夹持部和位于两端的第一齿条;所述第二拉杆的内侧面设置有若干第二夹持部和位于两端的第二齿条;所述第一齿条与同侧的第二齿条分别与该侧的齿轮形成啮合连接;通过所述啮合连接,能够使所述第一拉杆和第二拉杆同步反向移动,从而改变所述第一夹持部与第二夹持部之间的距离。
19、进一步地,所述第一拉杆的其中一侧端部通过第一连接杆连接,所述第二拉杆的另一侧端部通过第二连接杆连接。
20、进一步地,部分第一拉杆的外侧设置有第一抵接部,部分第二拉杆的外侧设置有第二抵接部;所述第一抵接部与对应的第二抵接部之间设置有弹簧。
21、进一步地,所述卡槽的底部贯通至所述载物台的底面,且该端部设置有两个支撑凸起。
22、本发明还提供了一种用于穿刺定位针的全自动点胶方法,由上述的全自动点胶设备完成,包括如下步骤:
23、步骤1:将穿刺针座一一对应地固定卡接在载物台的卡槽内,并将针杆插入针座上端的安装孔中;
24、步骤2:通过可调角度机构设置点胶头的点胶角度,通过控制面板设置点胶头的单次点胶量和点胶路径;
25、步骤3:启动点胶设备,使点胶头在按照预设的点胶路径移动,完成穿刺针的点胶工作;
26、步骤4:打开uv光照灯,对完成点胶的穿刺针进行照射,完成uv胶固化。
27、进一步地,所述点胶头的点胶角度为30度,单次点胶量为0.01-0.05ml;uv光照灯的光照时间为30s。
28、与现有技术相比,本发明的有益效果是:
29、1、本发明通过能够在空间里按照既定路线移动的点胶头对穿刺定位针进行批量点胶,代替了现有技术中手动点胶,实现了点胶工序的自动化以及点胶、固化的有序衔接,极大地提高了点胶效率和质量。
30、2、本发明中的点胶头可以根据点胶要求进行角度调节,并且通过设置点胶时间和光固化时间实现高质量的点胶操作。
31、3、本发明中的载物台具有快速对中的功能,从而能够使穿刺定位针的针座在放入卡槽后能够被快速对中,以便于针杆准确安装到针座中和点胶头对齐。
32、4、本发明中的载物台具有批量自动上料的功能,通过底部的支撑凸起能够自动筛选放置位置正确的针座。
技术特征:
1.一种用于穿刺定位针的全自动点胶设备,其特征在于:包括:
2.根据权利要求1所述的一种用于穿刺定位针的全自动点胶设备,其特征在于:所述连接器(5)、可调角度机构(9)、点胶头(10)、储胶管(8)的数量均为两个,且一一配套设置。
3.根据权利要求1所述的一种用于穿刺定位针的全自动点胶设备,其特征在于:所述可调节度机构(9)包括第一连接板(9.1)、第二连接板(9.2)和铰链合页(20);
4.根据权利要求1所述的一种用于穿刺定位针的全自动点胶设备,其特征在于:所述驱动装置包括齿轮(18)、齿条(17)和伺服电机;所述齿轮(18)设置在所述伺服电机的主轴上,所述齿条(17)分别设置在主机(1)、立柱(3)和横梁(6)上,所述伺服电机(13)分别设置在所述立柱(3)、横梁(6)和连接器(5)上,并且所述齿条(17)和对应的轨道平行设置,并且与对应的齿轮(18)啮合连接。
5.根据权利要求1所述的一种用于穿刺定位针的全自动点胶设备,其特征在于:所述载物台(2)内部设置有若干贯通到两个相对侧面的贯通槽(2.15),所述贯通槽(2.15)与每行卡槽(2.1)一一对应连通;所述贯通槽(2.15)中设置有相对的第一拉杆(2.5)和第二拉杆(2.9)以及齿轮(2.4);所述第一拉杆(2.5)的内侧面设置有若干第一夹持部(2.6)和位于两端的第一齿条(2.7);所述第二拉杆(2.9)的内侧面设置有若干第二夹持部(2.8)和位于两端的第二齿条(2.10);所述第一齿条(2.7)与同侧的第二齿条(2.10)分别与该侧的齿轮(2.4)形成啮合连接;通过所述啮合连接,能够使所述第一拉杆(2.5)和第二拉杆(2.9)同步反向移动,从而改变所述第一夹持部(2.6)与第二夹持部(2.8)之间的距离。
6.根据权利要求5所述的一种用于穿刺定位针的全自动点胶设备,其特征在于:所述第一拉杆(2.5)的其中一侧端部通过第一连接杆(2.2)连接,所述第二拉杆(2.9)的另一侧端部通过第二连接杆(2.3)连接。
7.根据权利要求5所述的一种用于穿刺定位针的全自动点胶设备,其特征在于:部分第一拉杆(2.5)的外侧设置有第一抵接部(2.12),部分第二拉杆(2.9)的外侧设置有第二抵接部(2.11);所述第一抵接部(2.12)与对应的第二抵接部(2.11)之间设置有弹簧(2.13)。
8.根据权利要求5所述的一种用于穿刺定位针的全自动点胶设备,其特征在于:所述卡槽(2.1)的底部贯通至所述载物台(2)的底面,且该端部设置有两个支撑凸起(2.14)。
9.一种用于穿刺定位针的全自动点胶方法,其特征在于:由权利要求1所述的全自动点胶设备完成,包括如下步骤:
10.根据权利要求9所述的一种用于穿刺定位针的全自动点胶方法,其特征在于:所述点胶头(10)的点胶角度为30度,单次点胶量为0.01-0.05ml;uv光照灯(12)的光照时间为30s。
技术总结
本发明提供了一种全自动点胶设备及方法,主机的顶面具有平台,其前面具有控制面板;载物台设置在平台上且其顶面设置有若干卡槽;立柱设置在主机的两侧并且能够前后移动;液压供料器设置在一侧立柱上;横梁设置在立柱上并且能够上下移动;UV光照灯设置在横梁的底部;连接器设置在横梁上并且能够左右移动,连接器通过连接管与液压供料器连接;可调角度机构设置在连接器上;点胶头设置在可调角度机构上;储胶管设置在点胶头上并且通过连接管与连接器连接。本发明通过能够在空间里按照既定路线移动的点胶头对穿刺定位针进行批量点胶,代替了现有技术中手动点胶,实现了点胶工序的自动化以及点胶、固化的有序衔接,极大地提高了点胶效率和质量。
技术研发人员:陈亮,韩大哲,叶庆苗,丁莉
受保护的技术使用者:南京康友医疗科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!