一种自动供料的管件表面热喷涂装置的制作方法
本发明涉及热喷涂装置,尤其涉及一种自动供料的管件表面热喷涂装置。
背景技术:
1、热喷涂,是指将涂层材料加热熔化,用高速气流将其雾化成极细的颗粒,并以很高的速度喷射到工件表面,形成涂层。根据需要对管件进行不同涂层材料的热喷涂,能够使管件获得耐磨损、耐腐蚀、抗氧化、耐热等方面的一种或数种性能。
2、为了提高对管件热喷涂的均匀性和全覆盖性,通常会在对大型管件热喷涂时使用机械臂对热喷涂设备进行位移调节,从而实现对管件热喷涂的全覆盖。但是调节热喷涂设备相对于管件的位置会导致管件喷涂工作效率下降,机械臂的预先动作设定也不便于对不同尺寸的管件进行热喷涂,导致现有的热喷涂装置进行管件全覆盖喷涂时的自动化性能和工作效率较低。
技术实现思路
1、本部分的目的在于概述本发明的实施例的一些方面以及简要介绍一些较佳实施例。在本部分以及本申请的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
2、鉴于上述现有自动供料的管件表面热喷涂装置存在的问题,提出了本发明。
3、因此,本发明目的是提供一种自动供料的管件表面热喷涂装置,其目的在于:解决现有的热喷涂装置对管件进行全覆盖喷涂时无法对不同尺寸的管件进行自动化的高效率热喷涂效果,导致热喷涂装置的自动化效果较低,对管件进行自动化全覆盖均匀喷涂的效果较差。
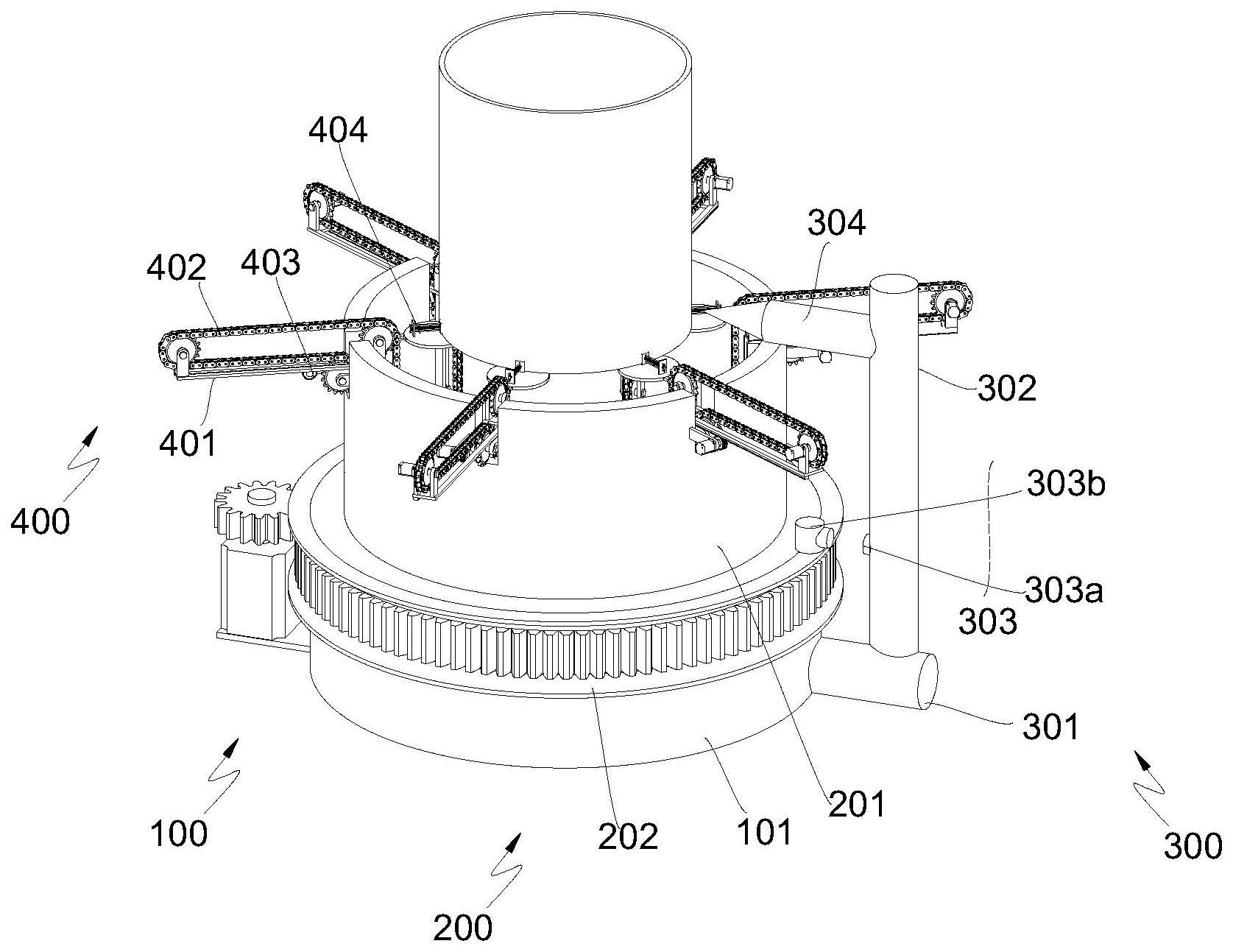
4、为解决上述技术问题,本发明提供如下技术方案:一种自动供料的管件表面热喷涂装置,包括底座单元、转动单元、喷涂单元,以及供料单元。
5、其中,底座单元,包括喷涂底座;转动单元,包括转动设置于所述喷涂底座上的转动供料座;喷涂单元,包括设置于所述喷涂底座上的喷涂架、设置于所述喷涂架上的喷涂定位座、设置于所述喷涂定位座上的红外定位组件,以及设置于所述喷涂定位座上的喷涂件;以及,供料单元,包括设置于所述转动供料座上的供料架、设置于所述供料架上的传动组件,以及设置于所述传动组件上的管件夹持组件。
6、作为本发明所述自动供料的管件表面热喷涂装置的一种优选方案,其中:所述传动组件,包括设置于所述供料架上驱动电机一、设置于所述驱动电机上的水平啮合齿轮一、与所述水平啮合齿轮一分别位于所述供料架两端的水平啮合齿轮二、设置于所述水平啮合齿轮二下方的竖直啮合齿轮、设置于所述竖直啮合齿轮以及所述水平啮合齿轮一之间的外侧啮合齿轮,以及依次铰接设置于所述水平啮合齿轮一、所述水平啮合齿轮二、所述竖直啮合齿轮以及所述外侧啮合齿轮上的传动链条。
7、作为本发明所述自动供料的管件表面热喷涂装置的一种优选方案,其中:所述管件夹持组件,包括设置于所述传动链条上的夹持板、设置于所述夹持板上的调节限位部,以及设置于所述夹持板上的空心管限位组件。
8、作为本发明所述自动供料的管件表面热喷涂装置的一种优选方案,其中:所述调节限位部包括设置于所述夹持板上的螺纹连接座、与所述螺纹连接座螺纹连接的丝杠、设置于所述丝杠上的滑动板,以及设置于所述滑动板上,与所述丝杠平行设置,且与所述螺纹连接座滑动连接的导向杆。
9、作为本发明所述自动供料的管件表面热喷涂装置的一种优选方案,其中:所述供料单元还包括水平调节组件,由所述水平调节组件驱动的所述供料架滑动设置在所述转动供料座上;所述水平调节组件包括设置于所述转动供料座上的驱动电机二、设置于所述驱动电机二上的齿轮一,以及设置于所述供料架上,且于所述齿轮一啮合连接的齿条。
10、作为本发明所述自动供料的管件表面热喷涂装置的一种优选方案,其中:所述空心管限位组件包括转动设置于所述夹持板上的转动限位板、设置于所述转动限位板上的固定块,以及设置于所述固定块上,且与所述夹持板连接的固定螺母。
11、作为本发明所述自动供料的管件表面热喷涂装置的一种优选方案,其中:所述夹持板上设置有与所述固定块对应的放置槽,所述夹持板上设置有与所述传动链条连接的连接架。
12、作为本发明所述自动供料的管件表面热喷涂装置的一种优选方案,其中:所述转动单元还包括转动驱动组件,所述转动驱动组件包括设置于所述喷涂底座上的驱动电机三、设置于所述驱动电机三上的齿轮二,以及设置于所述转动供料座上,且于所述齿轮二啮合连接的齿环。
13、作为本发明所述自动供料的管件表面热喷涂装置的一种优选方案,其中:所述红外定位组件,包括设置于所述喷涂定位座上的红外发射器,以及设置于所述转动供料座上的红外接收器。
14、作为本发明所述自动供料的管件表面热喷涂装置的一种优选方案,其中:所述转动供料座上设置有设置供料单元的供料槽。
15、本发明的有益效果:通过设置转动单元,带动位于转动供料座上的管件相对于喷涂单元的位置发生转动,从而实现对管件完整的外周面的均匀喷涂;通过设置供料单元,利用传动组件带动管件夹持组件相对于转动供料座进行上下运动,从而调节管件相对于喷涂单元的位置,实现对不同长度管件的整体均匀喷涂。
技术特征:
1.一种自动供料的管件表面热喷涂装置,其特征在于:包括,
2.根据权利要求1所述的自动供料的管件表面热喷涂装置,其特征在于:所述传动组件(402),包括设置于所述供料架(401)上驱动电机一(402b)、设置于所述驱动电机(402b)上的水平啮合齿轮一(402c)、与所述水平啮合齿轮一(402c)分别位于所述供料架(401)两端的水平啮合齿轮二(402d)、设置于所述水平啮合齿轮二(402d)下方的竖直啮合齿轮(402e)、设置于所述竖直啮合齿轮(402e)以及所述水平啮合齿轮一(402c)之间的外侧啮合齿轮(402f),以及依次铰接设置于所述水平啮合齿轮一(402c)、所述水平啮合齿轮二(402d)、所述竖直啮合齿轮(402e)以及所述外侧啮合齿轮(402f)上的传动链条(402a)。
3.根据权利要求2所述的自动供料的管件表面热喷涂装置,其特征在于:所述管件夹持组件(404),包括设置于所述传动链条(402a)上的夹持板(404a)、设置于所述夹持板(404a)上的调节限位部(404b),以及设置于所述夹持板(404a)上的空心管限位组件(404c)。
4.根据权利要求3所述的自动供料的管件表面热喷涂装置,其特征在于:所述调节限位部(404b)包括设置于所述夹持板(404a)上的螺纹连接座(404b-1)、与所述螺纹连接座(404b-1)螺纹连接的丝杠(404b-2)、设置于所述丝杠(404b-2)上的滑动板(404b-4),以及设置于所述滑动板(404b-4)上,与所述丝杠(404b-2)平行设置,且与所述螺纹连接座(404b-1)滑动连接的导向杆(404b-4)。
5.根据权利要求1~4任一所述的自动供料的管件表面热喷涂装置,其特征在于:所述供料单元(400)还包括水平调节组件(403),由所述水平调节组件(403)驱动的所述供料架(401)滑动设置在所述转动供料座(201)上;
6.根据权利要求3所述的自动供料的管件表面热喷涂装置,其特征在于:所述空心管限位组件(404c)包括转动设置于所述夹持板(404a)上的转动限位板(404c-1)、设置于所述转动限位板(404c-1)上的固定块(404c-2),以及设置于所述固定块(404c-2)上,且与所述夹持板(404a)连接的固定螺母(404c-3)。
7.根据权利要求6所述的自动供料的管件表面热喷涂装置,其特征在于:所述夹持板(404a)上设置有与所述固定块(404c-2)对应的放置槽(404a-1),所述夹持板(404a)上设置有与所述传动链条(402a)连接的连接架(404a-2)。
8.根据权利要求7所述的自动供料的管件表面热喷涂装置,其特征在于:所述转动单元(200)还包括转动驱动组件(202),所述转动驱动组件(202)包括设置于所述喷涂底座(101)上的驱动电机三(202a)、设置于所述驱动电机三(202a)上的齿轮二(202b),以及设置于所述转动供料座(201)上,且于所述齿轮二(202b)啮合连接的齿环(202c)。
9.根据权利要求8所述的自动供料的管件表面热喷涂装置,其特征在于:所述红外定位组件(303),包括设置于所述喷涂定位座(302)上的红外发射器(303a),以及设置于所述转动供料座(201)上的红外接收器(303b)。
10.根据权利要求9所述的自动供料的管件表面热喷涂装置,其特征在于:所述转动供料座(201)上设置有设置供料单元(400)的供料槽(201a)。
技术总结
本发明公开了一种自动供料的管件表面热喷涂装置,涉及热喷涂装置技术领域,包括底座单元、转动单元、喷涂单元,以及供料单元。其中,底座单元,包括喷涂底座;转动单元,包括转动设置于喷涂底座上的转动供料座;喷涂单元,包括设置于喷涂底座上的喷涂架、设置于喷涂架上的喷涂定位座、设置于喷涂定位座上的红外定位组件,设置于喷涂定位座上的喷涂件。该自动供料的管件表面热喷涂装置,设置转动单元,带动位于转动供料座上的管件相对于喷涂单元的位置发生转动,从而实现对管件完整的外周面的均匀喷涂;通过设置供料单元,传动组件带动管件夹持组件相对于动供料座上下运动,从而调节管件相对于喷涂单元的位置,实现对不同长度管件的均匀喷涂。
技术研发人员:李波,何锦航,张志清,樊磊,刘施峰,白洁,陈佳鑫,胡全
受保护的技术使用者:贵州电网有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!