无塑纸生产工艺的制作方法
本发明涉及无塑纸,具体为无塑纸生产工艺。
背景技术:
1、目前市场使用食品级的纸水杯、奶茶杯、牛奶酸奶盒、快餐盒类的产品工艺全部使用pe膜进行防漏、阻隔,此产品存在增塑剂在高温食品中有析出,不利于人体健康,现有的纸张多为cpe淋膜工艺技术,加工工艺:纸张背面→淋膜层→铝箔→压纹→cpe吹膜→热封包装,当使用完后的废纸水杯、奶茶杯、牛奶酸奶盒、快餐盒类的废纸,由于pe膜与纸张一体废纸不易降解,非常不环保;当废纸收集时,带有pe的膜不能再生使用,需废纸废料型处理。
2、中国发明授权专利,授权公告号“cn 112359642 b”公开了一种无塑纸及无塑纸的复涂制备方法,其特征在于包括在无塑纸的原纸正背端面进行地复涂工序和上胶复合工序,其复涂工艺结合与120目的网纹辊涂布方式形成网状有挺度、有硬度涂层相结合后组合而成的有挺度、有硬度、防水效果、印刷适应性强、成膜性能和润湿性好具有阻隔性、耐油性、耐乳酸、极佳的热封性能的涂层。
3、上述方案解决了其背景技术中提出的技术问题。但是,在实际应用中,上述方案仍然存在一定的缺陷,比如:
4、1、通过上述无塑纸制成的纸水杯内涂层的抗菌性较差,当盛装一些糖份或者蛋白质含量较高的饮品时,细菌在杯内壁滋生较快,饮品变质较快,从而不利于对饮品的较长时间盛装。
5、2、上述无塑纸制成的纸水杯外壁导热较快,使得保温性较差,当盛装热饮时,不便于使用者拿取。
技术实现思路
1、本发明的目的在于提供无塑纸生产工艺,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:无塑纸生产工艺,包括以下方法:
3、步骤一:制备顶部喷涂乳液、抗菌乳液和底部喷涂乳液;
4、步骤二:通过第一三辊单面涂胶机将顶部喷涂乳液涂覆在原纸的顶部,形成顶部防护膜;
5、步骤三:通过静电喷涂机将抗菌乳液点状喷涂在步骤二得到的纸张顶部,形成抗菌层;
6、步骤四:通过第二三辊单涂胶机将底部喷涂乳液涂覆在步骤三得到的纸张底部,形成底部防护膜;
7、步骤五:通过网格辊涂布机将底部喷涂乳液涂覆在步骤四得到的纸张底部,形成网状防护膜,最终得到无塑纸。
8、更进一步的,所述顶部喷涂乳液包括以下重量份的原料制成:20-40份水基型丙烯酸乳液、5-10份淀粉、15-20份乙二醇、10-15份竹纤维素、迪高270流平剂和15-20份纯水;
9、其制作方法为:
10、第一步:将淀粉和乙二醇按照预定比例投放在搅拌机中,进行边加热边混合搅拌,搅拌温度为60-80℃,搅拌时间为20-30min,搅拌速度为240-300r/min,得到混合胶体a;
11、第二步:按照设定配比称取水基型丙烯酸乳液、迪高270流平剂、竹纤维素和水,并将其依次注入到搅拌机中,进行边加热边混合搅拌,搅拌温度为60-80℃,搅拌时间为20-30min,搅拌速度为100-120r/min,得到混合胶体b;
12、第三步:将混合胶体b加入到第一步中的搅拌机中,边加热边混合搅拌,搅拌温度为80-90℃,搅拌时间为45-60min,搅拌速度为100-120r/min,得到顶部喷涂乳液。
13、更进一步的,所述抗菌乳液包括以下重量份的原料制成:200-300份纯水、20-40份水基型丙烯酸乳液、5-10份分散剂、5-8份纳米锌、2-6份蒲公英纤维素、10-20份防腐剂、5-10份迪高270流平剂和15-25份聚壳糖;
14、其制作方法为:
15、(1):按照设定配比称取纯水、纳米锌、蒲公英纤维素、防腐剂和聚壳糖,将其放入搅拌机中,进行边加热边混合搅拌,搅拌温度为40-50℃,搅拌时间为30-45min,搅拌速度为600-800r/min,得到混合液;
16、(2):将水基型丙烯酸乳液、迪高270流平剂和分散剂依次注入到搅拌机中,边加热边与混合液进行混合搅拌,搅拌温度为75-90℃,搅拌时间为50-60min,搅拌速度为100-120r/min,停止搅拌后,将其冷却到常温,得到抗菌乳液。
17、更进一步的,所述防腐剂为为dmdm乙内酰脲、甲基氯异噻唑啉酮、甲基异噻唑啉酮和双咪唑烷基脲中的一种。
18、更进一步的,所述底部喷涂乳液包括以下重量份的原料制成:100-150份纯水、10-15份膨胀蛭石、5-10份矿棉、4-8份硅酸铝纤维和20-30份粘结树脂;
19、其制作方法为:
20、s1:根据设定配比称取相应重量份的膨胀蛭石、矿棉和硅酸铝纤维,将其加入研磨机中进行研磨,研磨30-60min后通过60-110目的筛板进行筛分过滤;
21、s2、向搅拌机中注入设定配比的纯水,将过滤得到的颗粒加入到搅拌机中,搅拌120-150min,最后向搅拌机中加入粘结树脂,在150-200℃的温度下搅拌60-90min,搅拌完成后冷却至室温,得到底部喷涂乳液。
22、更进一步的,所述粘结树脂由以下重量份的原料制成:30-50份水基型丙烯酸乳液和20-30份甲基丙烯酸甲酯;
23、其制作方法为:
24、根据设定配比称取相应重量份的水基型丙烯酸乳液和甲基丙烯酸甲酯,将其添加到搅拌机中,边加热边混合搅拌,搅拌温度为45-60℃,搅拌时间为60-80min,搅拌速度为100-120r/min,停止搅拌后,将其冷却到常温,得到粘结树脂。
25、与现有技术相比,本发明的有益效果是:
26、该无塑纸生产工艺,主要由水基型丙烯酸乳液、淀粉、蒲公英纤维素、竹纤维素和聚壳糖等组成,具有较好的分解性能,能够有效的解决pe膜与纸张一体废纸不易降解,不环保的问题。
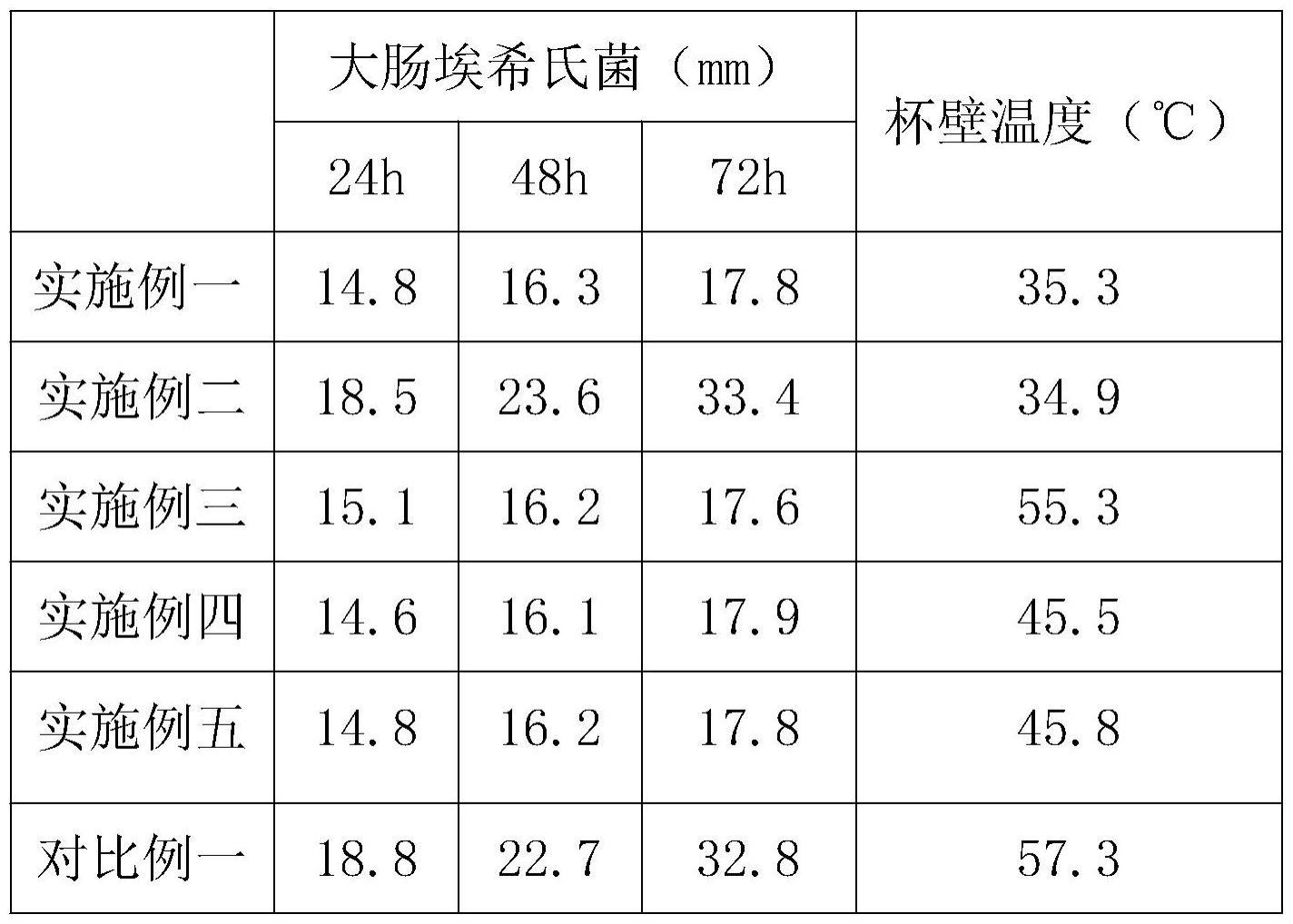
27、该无塑纸在其顶部分别设置有顶部防护膜和抗菌层,在提高了该无塑纸防水效果、成膜性能、润湿性、阻隔性、耐油性、耐乳酸性能的同时,提高了抗菌性,减缓细菌在杯内壁滋生速度,相较现有技术,利于对饮品保存。
28、在该无塑纸在其底部分别设置有底部防护膜和网状防护膜,其膜体主要由膨胀蛭石、矿棉和硅酸铝纤维组成,降低了杯体的导热系数,在提高了该无塑纸防水效果、成膜性能、润湿性、阻隔性、耐油性、耐乳酸性能和无塑纸刚性的同时,可以避免纸杯因导热过快而不便于使用者拿取。
技术特征:
1.无塑纸生产工艺,其特征在于,包括以下方法:
2.根据权利要求1所述的无塑纸生产工艺,其特征在于,所述顶部喷涂乳液包括以下重量份的原料制成:20-40份水基型丙烯酸乳液、5-10份淀粉、15-20份乙二醇、10-15份竹纤维素、迪高270流平剂和15-20份纯水;
3.根据权利要求1所述的无塑纸生产工艺,其特征在于,所述抗菌乳液包括以下重量份的原料制成:200-300份纯水、20-40份水基型丙烯酸乳液、5-10份分散剂、5-8份纳米锌、2-6份蒲公英纤维素、10-20份防腐剂、5-10份迪高270流平剂和15-25份聚壳糖;
4.根据权利要求1所述的无塑纸生产工艺,其特征在于,所述防腐剂为为dmdm乙内酰脲、甲基氯异噻唑啉酮、甲基异噻唑啉酮和双咪唑烷基脲中的一种。
5.根据权利要求1所述的无塑纸生产工艺,其特征在于,所述底部喷涂乳液包括以下重量份的原料制成:100-150份纯水、10-15份膨胀蛭石、5-10份矿棉、4-8份硅酸铝纤维和20-30份粘结树脂;
6.根据权利要求5所述的无塑纸生产工艺,其特征在于,所述粘结树脂由以下重量份的原料制成:30-50份水基型丙烯酸乳液和20-30份甲基丙烯酸甲酯;
技术总结
本发明公开了无塑纸生产工艺,涉及无塑纸技术领域。无塑纸生产工艺,包括以下方法:步骤一:制备顶部喷涂乳液、抗菌乳液和底部喷涂乳液;步骤二:通过第一三辊单面涂胶机将顶部喷涂乳液涂覆在原纸的顶部,形成顶部防护膜;步骤三:通过静电喷涂机将抗菌乳液点状喷涂在步骤二得到的纸张顶部,形成抗菌层;步骤四:通过第二三辊单涂胶机将底部喷涂乳液涂覆在步骤三得到的纸张底部,形成底部防护膜;步骤五:通过网格辊涂布机将底部喷涂乳液涂覆在步骤四得到的纸张底部。本发明主要由水基型丙烯酸乳液、淀粉、蒲公英纤维素、竹纤维素和聚壳糖等组成,具有较好的分解性能,能够有效的解决PE膜与纸张一体废纸不易降解,不环保的问题。
技术研发人员:丁道波,丁明亮
受保护的技术使用者:武义蓝波科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!