极耳胶涂布装置和方法与流程
本申请涉及电池生产,特别是涉及一种极耳胶涂布装置和方法。
背景技术:
1、随着电池技术的发展,出现了锂电池的极耳胶涂布技术,极耳胶涂布是锂离子电池制造中的一道重要工序,用于将铝箔或铜箔的正极耳与涂层之间用相应的极耳胶进行涂布。这道工序对于电池的性能和品质有着至关重要的影响。
2、相关技术中,极耳胶作为正极绝缘保护材料,传统的极耳胶与正极浆料同时涂布,使两种浆料彼此接触。但因正极浆料的固含量一般在50%-70%,极耳胶的固含量在20%-30%,两种浆料由于浓度差异会在烘箱的烘烤中出现互渗问题,影响正极片的性能和绝缘安全性,同时也会影响后端切片工艺,导致生产的锂电池产品存在性能差的缺陷。
技术实现思路
1、基于此,有必要针对极耳胶涂布工艺导致产品性能差问题,提供一种极耳胶涂布装置。
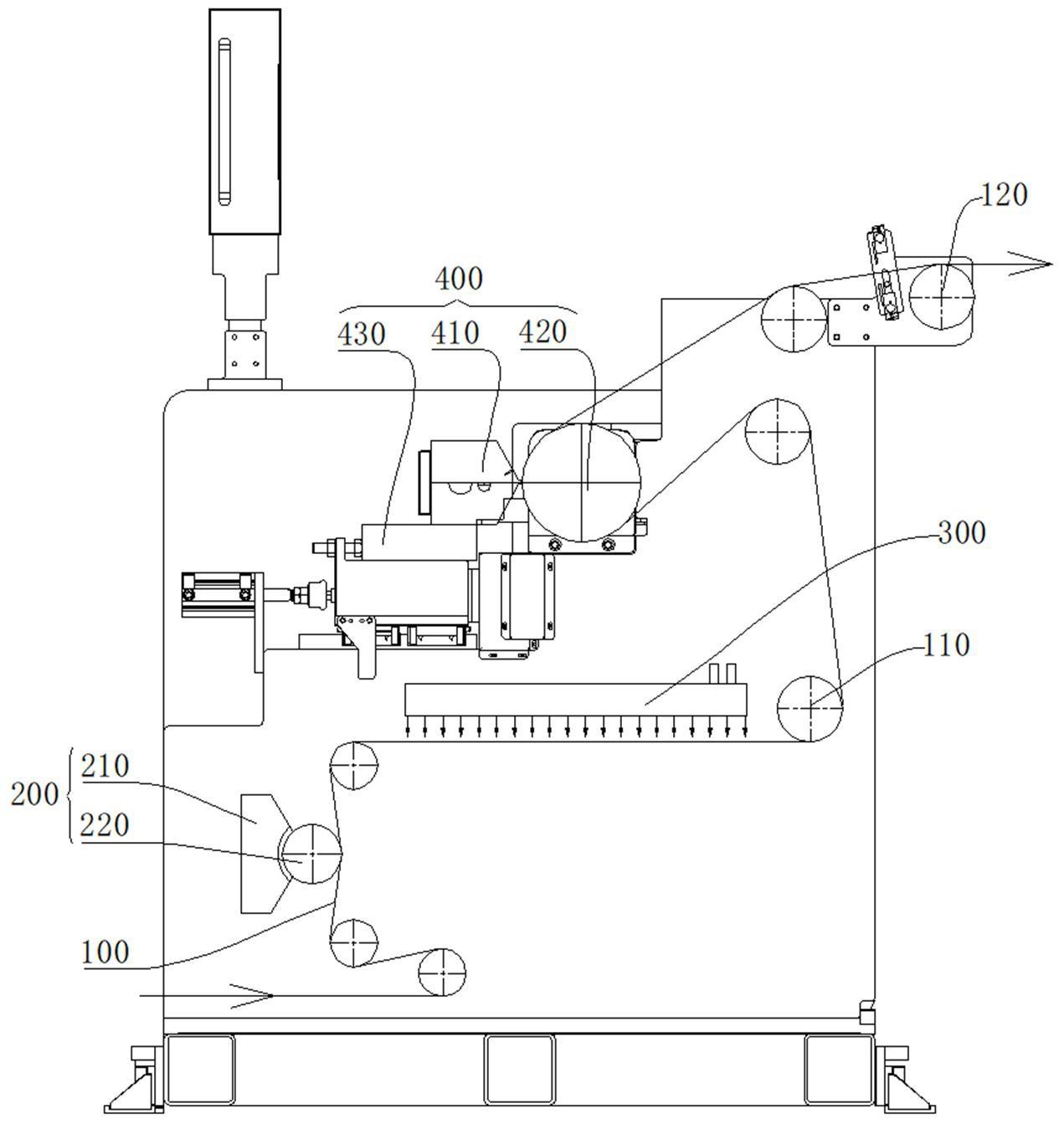
2、一种极耳胶涂布装置,包括:
3、基材传输线,所述基材传输线用于输送基材依次通过第一工位、第二工位和第三工位;
4、极耳胶涂布机构,设置于所述第一工位,所述极耳胶涂布机构用于对所述基材进行极耳胶的涂布;
5、加热烘干机构,设置于所述第二工位,所述加热烘干机构用于烘干所述基材上的极耳胶;
6、极片涂布机构,设置于所述第三工位,所述极片涂布机构用于对所述基材上非极耳胶的留白区间进行极片浆料的涂布。
7、在其中一个实施例中,所述极耳胶涂布机构包括第一涂布模头和极耳胶涂布辊,所述第一涂布模头内装设有极耳胶,所述第一涂布模头的出胶口与所述极耳胶涂布辊相对,所述极耳胶涂布辊的外周壁上设有载料网纹,所述极耳胶涂布辊抵接所述基材。
8、在其中一个实施例中,所述极片涂布机构包括第二涂布模头和浆料涂布辊,所述第二涂布模头内装设有正极浆料,所述第二涂布模头的出胶口与所述浆料涂布辊上传输的基材相对。
9、在其中一个实施例中,所述基材传输线包括第一过辊和第二过辊,所述第一过辊设置于所述加热烘干机构的基材输出端,所述基材导入所述第一过辊,所述第二过辊设置于所述极片涂布机构的基材输出端,所述基材导入所述第二过辊。
10、在其中一个实施例中,所述极片涂布机构还包括模头驱动单元,所述第二涂布模头安装于所述模头驱动单元,所述模头驱动单元驱动所述第二涂布模头沿所述浆料涂布辊的径向方向和轴向方向移动。
11、第二方面,还提供一种极耳胶涂布方法,利用上述实施例所述的极耳胶涂布装置,包括如下步骤:
12、s1:利用极耳胶涂布机构对基材进行极耳胶的涂布;
13、s2:利用加热烘干机构对基材上的极耳胶涂层进行加热烘烤,使极耳胶涂层达到不具备流动状态;
14、s3:利用极片涂布机构对基材上非极耳胶涂层的留白区间进行极片浆料的涂布,使极片浆料与极耳胶涂层形成间隔分布;
15、s4:将基材经过涂布烘箱完成烘干。
16、在其中一个实施例中,在步骤s1中,还包括如下步骤:
17、根据极耳胶的涂布工艺,具体涂布的条数可以是一条或多条。
18、在其中一个实施例中,在步骤s1中,还包括如下步骤:
19、利用极耳胶涂布辊的表面对基材进行涂布;
20、极耳胶涂布辊的表面根据涂布工艺要求的位置设置一组载料网纹;
21、载料网纹的深度根据极耳胶的涂布厚度决定。
22、在其中一个实施例中,在步骤s2中,还包括如下步骤:
23、加热烘干机构输出的基材导入第一过辊;
24、第一过辊根据极耳胶的干燥情况决定是实体面过辊或气浮辊。
25、在其中一个实施例中,在步骤s3中,还包括如下步骤:
26、涂布极片浆料的第二涂布模头根据极耳胶的涂布边缘位置进行横向调节,以保证极片浆料的涂布位置与极耳胶的涂布位置准确对接。
27、上述极耳胶涂布装置和方法,通过对制作极耳的基材进行传输,使基材依次通过第一工位、第二工位和第三工位,而第一工位上设置极耳胶涂布机构对基材预先涂布极耳胶,然后将基材输送到第二工位上的加热烘干机构,对极耳胶进行快速烘干至不具备流动性的状态,最后将基材输送到第三工位的极片涂布机构,在非极耳胶的留白区间上再涂布极片浆料,从而避免极片浆料与极耳胶的衔接处由于浓度差异发生互渗的问题,进而提高正极片的性能和绝缘安全性,以及符合后端切片工艺的要求。
技术特征:
1.一种极耳胶涂布装置,其特征在于,包括:
2.根据权利要求1所述的极耳胶涂布装置,其特征在于:
3.根据权利要求1所述的极耳胶涂布装置,其特征在于:
4.根据权利要求1所述的极耳胶涂布装置,其特征在于:
5.根据权利要求3所述的极耳胶涂布装置,其特征在于:
6.一种极耳胶涂布方法,利用上述权利要求1-5任一所述的极耳胶涂布装置,其特征在于,包括如下步骤:
7.根据权利要求6所述的极耳胶涂布方法,其特征在于,在步骤s1中,还包括如下步骤:
8.根据权利要求6所述的极耳胶涂布方法,其特征在于,在步骤s1中,还包括如下步骤:
9.根据权利要求6所述的极耳胶涂布方法,其特征在于,在步骤s2中,还包括如下步骤:
10.根据权利要求6所述的极耳胶涂布方法,其特征在于,在步骤s3中,还包括如下步骤:
技术总结
本申请涉及一种极耳胶涂布装置和方法。本申请所述的极耳胶涂布装置包括基材传输线、极耳胶涂布机构、加热烘干机构和极片涂布机构,基材传输线用于输送基材依次通过第一工位、第二工位和第三工位,在第一工位上设置有极耳胶涂布机构,第二工位上设置有加热烘干机构,在第三工位上设置有极片涂布机构。极耳胶涂布机构用于对基材进行极耳胶的涂布,然后加热烘干机构用于烘干基材上的极耳胶,然后极片涂布机构用于对基材的极耳胶进行极片浆料的涂布。本申请所述的极耳胶涂布装置和方法具有避免极片浆料与极耳胶由于浓度差异发生互渗,进而提高正极片的性能和绝缘安全性的优点。
技术研发人员:邹海天,王德才,阳祖刚
受保护的技术使用者:海目星激光科技集团股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!