一种用于挤压模具的防锈处理方法与流程
本发明涉及模具防锈处理,具体而言,涉及一种用于挤压模具的防锈处理方法。
背景技术:
1、通常,铝合金型材采用挤压模具成型。挤压模具下机后,修模工会针对模具下机的具体原因进行修理,并对其工作带和分流孔进行打磨抛光,直至露出挤压模具原本的模具钢的颜色。现有技术中,在完成对挤压模具的打磨抛光处理后,会将挤压模具直接放置于模具仓库中,或者,先在挤压模具的两个端面贴上磁力贴,利用磁力贴隔绝空气在挤压模具内部的流通,然后,再将挤压模具放置于模具仓库中,以待下一次的上机工作。
2、但是,由于挤压模具的表面与磁力贴不可能完全贴合,从而使得在环境湿度较大时,挤压模具的工作带部分仍然会与空气发生化学反应而生锈,发生生锈的挤压模具在后续上机时,将使铝合金型材表面出现损伤。
技术实现思路
1、本发明的目的在于提供一种用于挤压模具的防锈处理方法,以解决现有挤压模具的防锈效果差的技术问题。
2、本发明提供的用于挤压模具的防锈处理方法,包括如下步骤:
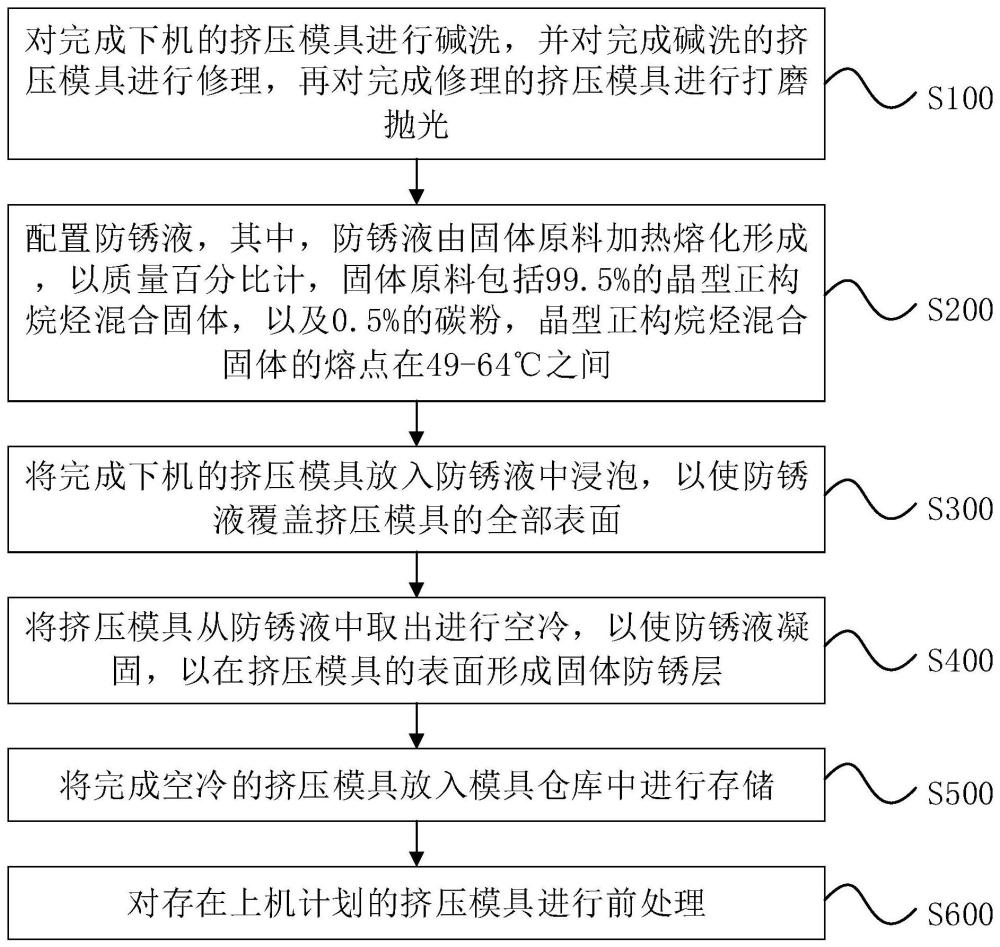
3、s200:配置防锈液,其中,所述防锈液由固体原料加热熔化形成,以质量百分比计,所述固体原料包括99.5%的晶型正构烷烃混合固体,以及0.5%的碳粉,所述晶型正构烷烃混合固体的熔点在49-64℃之间;
4、s300:将完成下机的挤压模具放入所述防锈液中浸泡,以使所述防锈液覆盖所述挤压模具的全部表面;
5、s400:将所述挤压模具从所述防锈液中取出进行空冷,以使所述防锈液凝固,以在所述挤压模具的表面形成固体防锈层;
6、s500:将完成空冷的所述挤压模具放入模具仓库中进行存储。
7、进一步地,在步骤s200之前,还包括步骤s100:对完成下机的所述挤压模具进行碱洗,并对完成碱洗的所述挤压模具进行修理,再对完成修理的所述挤压模具进行打磨抛光。
8、进一步地,所述步骤s500之后,还包括步骤:
9、s600:对存在上机计划的所述挤压模具进行前处理。
10、进一步地,所述对存在上机计划的所述挤压模具进行前处理的步骤,包括:
11、s610:使所述挤压模具表面覆盖的所述固体防锈层熔化为防锈液;
12、s630:清理所述挤压模具内部残存的所述防锈液。
13、进一步地,所述对存在上机计划的所述挤压模具进行前处理的步骤,还包括:
14、s620:对熔化后的所述防锈液进行回收。
15、进一步地,步骤s610中,所述使所述挤压模具表面覆盖的所述固体防锈层熔化为防锈液的方法包括:将所述挤压模具放置于循环风恒温加热炉中,利用所述循环风恒温加热炉的加热过程,使所述挤压模具表面覆盖的所述固体防锈层熔化,其中,所述循环风恒温加热炉的加热温度为100℃;步骤s620中,所述对熔化后的所述防锈液进行回收的方法包括:在所述循环风恒温加热炉的下方设置回收装置,利用回收装置对熔化后的所述防锈液进行回收。
16、进一步地,步骤s630中,所述清理所述挤压模具内部残存的所述防锈液的方法包括:将所述挤压模具放置于模具加热炉,使所述挤压模具残存的所述防锈液燃烧,其中,所述模具加热炉的加热温度为480℃;使用风枪对所述挤压模具进行吹扫。
17、进一步地,步骤s300中,放入所述防锈液中浸泡的所述挤压模具的数量为多个。
18、进一步地,步骤s300中,所述将完成下机的所述挤压模具放入所述防锈液中浸泡的方法包括:将多个所述挤压模具以分流孔面朝向同一方向的姿态放入模具笼中;将模具笼连同多个所述挤压模具,以所述挤压模具的分流孔面朝下的姿态放入防锈液中;浸泡设定时长,其中,所述设定时长不少于5min。
19、进一步地,步骤s200中,所述配置防锈液的方法包括:将所述固体原料放入加热池中加热至80℃,且在加热过程中进行搅拌。
20、本发明用于挤压模具的防锈处理方法带来的有益效果是:
21、该防锈处理方法用于对挤压模具进行防锈处理,在挤压模具完成下机后,将挤压模具放入配置好的防锈液中进行浸泡,使得防锈液将挤压模具的表面全部覆盖,其中,防锈液为质量百分比99.5%的晶型正构烷烃混合固体与质量百分比0.5%的碳粉混合后的固体原料加热熔化形成;待挤压模具完成浸泡后,将挤压模具取出进行空冷,以使防锈液凝固,从而在挤压模具的表面形成固体防锈层;之后,将上述完成防锈处理的挤压模具放入模具仓库中进行存储。
22、该用于挤压模具的防锈处理方法中,首先,通过将防锈液覆盖于挤压模具的全部表面,使得挤压模具与外界环境形成隔离,相比于传统磁力贴贴附于挤压模具端面的防锈方法,能够形成对挤压模具的全方位防锈处理,实现对挤压模具的长时间防锈保护;其次,该防锈处理方法在作业中,可以将多个挤压模具均放入防锈液中,从而实现大批量挤压模具的防锈处理,提高防锈处理效率;再次,这种利用空冷使挤压模具表面的防锈液凝固的方式,使得挤压模具表面的防锈液能够自然冷却,能够保证防锈液对挤压模具表面覆盖的均匀性,避免因机器强行降温致使挤压模具表面的防锈液覆盖不均或突然失温冷缩而导致防锈液覆盖面发生龟裂。
23、另外,这种采用晶型正构烷烃混合固体为主、碳粉为辅进行热熔获得的防锈液,能够在挤压模具的表面形成致密的保护膜,从而能够更加有效地隔离空气,最大化降低锈蚀可能性;而且,该防锈液不会与挤压模具的模具钢发生化学反应,更不会对挤压模具的表面造成损伤,对挤压模具有着较好的保护作用;并且,由于该防锈液具有较低的熔点,使得在每次使用过后,还可以对挤压模具表面的固体防锈层进行热熔回收,从而形成对防锈液的多次利用,节约成本。
24、此外,这种防锈液的选择,还能够提高冷却速度,使得在挤压模具从防锈液中取出后,能够快速地凝结成固体防锈层,从而提高防锈处理效率。并且,晶型正构烷烃混合固体在室温下具有良好的热安定性、氧化安定性和光安定性,使得在完成空冷的挤压模具放入模具仓库中进行存储的过程中,形成于挤压模具表面的固体防锈层性质稳定,不易变质或挥发。
技术特征:
1.一种用于挤压模具的防锈处理方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的挤压模具的防锈处理方法,其特征在于,在步骤s200之前,还包括步骤s100:对完成下机的所述挤压模具进行碱洗,并对完成碱洗的所述挤压模具进行修理,再对完成修理的所述挤压模具进行打磨抛光。
3.根据权利要求1所述的用于挤压模具的防锈处理方法,其特征在于,所述步骤s500之后,还包括步骤:
4.根据权利要求3所述的用于挤压模具的防锈处理方法,其特征在于,所述对存在上机计划的所述挤压模具进行前处理的步骤,包括:
5.根据权利要求4所述的用于挤压模具的防锈处理方法,其特征在于,所述对存在上机计划的所述挤压模具进行前处理的步骤,还包括:
6.根据权利要求5所述的用于挤压模具的防锈处理方法,其特征在于,步骤s610中,所述使所述挤压模具表面覆盖的所述固体防锈层熔化为防锈液的方法包括:将所述挤压模具放置于循环风恒温加热炉中,利用所述循环风恒温加热炉的加热过程,使所述挤压模具表面覆盖的所述固体防锈层熔化,其中,所述循环风恒温加热炉的加热温度为100℃;步骤s620中,所述对熔化后的所述防锈液进行回收的方法包括:在所述循环风恒温加热炉的下方设置回收装置,利用回收装置对熔化后的所述防锈液进行回收。
7.根据权利要求4所述的用于挤压模具的防锈处理方法,其特征在于,步骤s630中,所述清理所述挤压模具内部残存的所述防锈液的方法包括:将所述挤压模具放置于模具加热炉,使所述挤压模具残存的所述防锈液燃烧,其中,所述模具加热炉的加热温度为480℃;使用风枪对所述挤压模具进行吹扫。
8.根据权利要求1-7任一项所述的用于挤压模具的防锈处理方法,其特征在于,步骤s300中,放入所述防锈液中浸泡的所述挤压模具的数量为多个。
9.根据权利要求8所述的用于挤压模具的防锈处理方法,其特征在于,步骤s300中,所述将完成下机的所述挤压模具放入所述防锈液中浸泡的方法包括:将多个所述挤压模具以分流孔面朝向同一方向的姿态放入模具笼中;将模具笼连同多个所述挤压模具,以所述挤压模具的分流孔面朝下的姿态放入防锈液中;浸泡设定时长,其中,所述设定时长不少于5min。
10.根据权利要求1-7任一项所述的用于挤压模具的防锈处理方法,其特征在于,步骤s200中,所述配置防锈液的方法包括:将所述固体原料放入加热池中加热至80℃,且在加热过程中进行搅拌。
技术总结
本发明提供了一种用于挤压模具的防锈处理方法,涉及模具防锈处理技术领域,为解决现有挤压模具的防锈效果差的问题而设计。该防锈处理方法包括:配置防锈液,防锈液由固体原料加热熔化形成,以质量百分比计,固体原料包括99.5%的晶型正构烷烃混合固体,以及0.5%的碳粉,晶型正构烷烃混合固体的熔点在49‑64℃之间;将完成下机的挤压模具放入防锈液中浸泡,以使防锈液覆盖挤压模具的全部表面;将挤压模具从防锈液中取出进行空冷,以使防锈液凝固,以在挤压模具的表面形成固体防锈层;将完成空冷的挤压模具放入模具仓库中进行存储。本发明使得挤压模具的防锈效果较好。
技术研发人员:赵柏涵,张亚桐,雷占英,于秀汀,李显峰,栗智鹏,曹江波
受保护的技术使用者:中信渤海铝业控股有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!