一种用于中大型工件振动辅助激光熔覆的高频微幅激振器
本发明涉及能实现1200hz且振幅在5μm至50μm的激振器的机械振动,特别涉及基于钢球随机抛落的圆筒设计与异形高固有频率的弹簧设计。
背景技术:
1、激光熔覆是一种常用的增材再制造技术,具有成形性良好、组织致密、晶粒细化、热影响区较小等优点,广泛用于零件的增材制造与再制造、表面强化。然而,由于激光熔覆温度梯度大、熔池凝固较快,会导致元素和硬质相添加物分布不均匀、气体难以排出和残余应力较大等缺陷,降低熔覆层性能。因此,急需针对熔覆层缺陷产生原因,改进工艺以优化熔覆层性能。
2、将机械振动引入铸造或焊接过程中已被证明是破碎枝晶、细化晶粒、搅拌熔池、促进元素和硬质相均匀分布和气体排出、显著提高工件性能的有效辅助工艺。由于激光熔覆凝固速率最高可达106℃/s,而且熔池一般低于2mm,现有的机械振动器无法对激光熔覆过程中的熔池产生足够高频率且不至于影响熔覆层表面形貌的较低振幅,因此,工程上急需800hz以上、振幅在5μm至50μm的高频微幅激振器,本发明以1200hz为参数设计,经计算可达到预期目的。
3、目前,在几种常用的机械振动激振器类型中,都存在不适合激光熔覆工艺的特点:偏心式和离心式机械振动结构简单但频率低且波形失真度大;
4、电液式振幅大但频率范围窄(100~150hz);
5、液压式和气动式振幅小、频率小;
6、电磁式和磁致伸缩式频率高(可达10000hz)、振幅小(≤50μm)但只适用于质量和尺寸都小的工件。
7、此外,目前的机械振动激振器都需要工件固定在激振器工作平面上,对于周向熔覆条件下需要机械振动辅助熔覆的回转体表面则难以使用。
8、因此,针对中大型回转件激光熔覆开发高频微幅的机械振动激振器,有利于回转体激光熔覆涂层性能的提高。
技术实现思路
1、为了解决上述背景技术中提出的技术问题,本发明提供一种用于中大型工件振动辅助激光熔覆的高频微幅激振器。该激振器能产生1200hz以及5μm至50μm的高频微幅的机械振动,而且是以机械方式提供振动,可实现为中大型回转体激光熔覆提供机械振动辅助工艺的技术目的。
2、为实现上述目的,本发明采用了如下技术方案:
3、一种用于中大型工件振动辅助激光熔覆的高频微幅激振器,包括:
4、基板,位于整个激振器的最底部;
5、振动承接板,呈水平方向布置在所述基板上,其一端与布置在基板一端的基板铰座铰接,另一端通过高固有频率弹簧与所述基板连接;
6、转筒组件,通过转筒支架安装在所述振动承接板上邻近所述高固有频率弹簧的一端,所述转筒组件由多节半径相同的圆筒单元相互轴向串接而成,从转筒组件一端的所述圆筒单元到另一端的圆筒单元,通过周向定位及转矩传递机构在周向朝相同方向两两依次间隔相同角度连接,
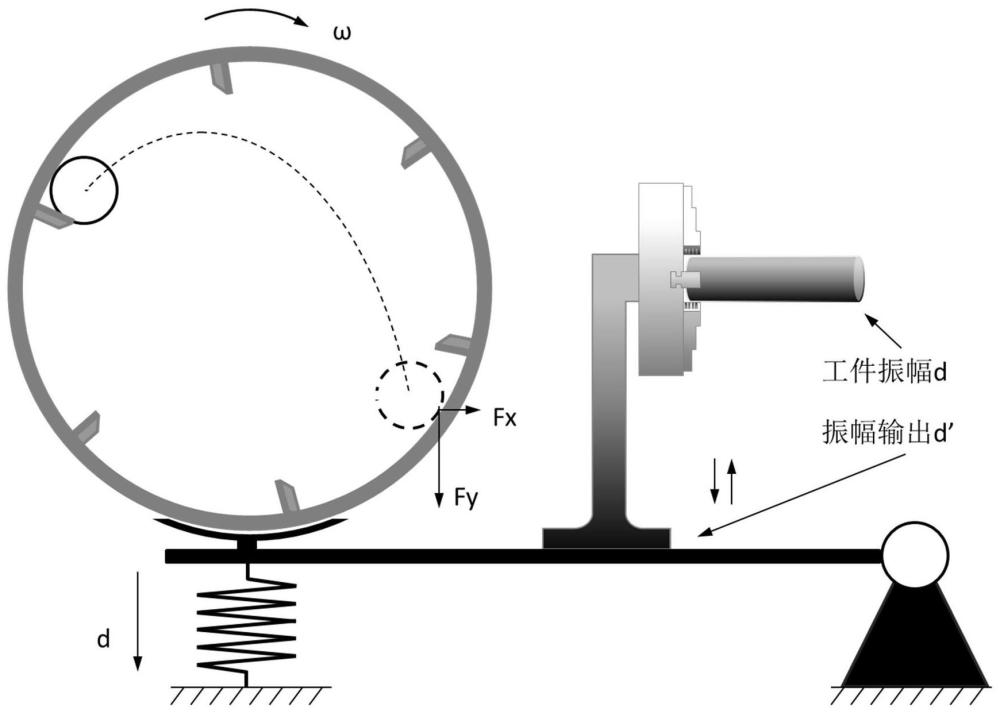
7、每个所述圆筒单元内部容纳有半径和材料相同的钢球;
8、每个所述圆筒单元内壁中等角度固定有n个与圆筒单元轴线成一定角度的、径向宽度大于钢球半径的隔板,隔板将圆筒单元分为n个区域;
9、当转筒匀速转动,所述钢球在圆筒单元中从一个隔板下落至圆筒内壁,产生的冲击力由所述高固有频率弹簧转换为位移并经所述振动承接板和安装在振动承接板上的工件夹具传递到工件中。
10、从转筒组件一端的所述圆筒单元到另一端的圆筒单元,通过所述周向定位及转矩传递机构在周向朝相同方向两两依次间隔一定角度连接。
11、所述转筒组件包括若干圆筒单元、前端盖以及后端盖,若干个圆筒单元轴向串接组成圆筒串,圆筒串一端连接所述前端盖,另一端连接所述后端盖;
12、圆筒单元的一端设有第一圆筒法兰,另一端设有第二圆筒法兰;所述第一圆筒法兰上设有与第一圆筒法兰同轴的圆柱形凸起,第二圆筒法兰上有与第二圆筒法兰同轴的圆柱形凹陷,圆筒单元之间通过所述圆柱形凸起、圆柱形凹陷轴向限位;
13、所述周向定位及转矩传递机构包括:设置在圆筒单元一侧的第一圆筒法兰、设置在所述第一圆筒法兰上的一对相对180°的第一定位柱、以及设置在圆筒单元另一侧的第二圆筒法兰上的十对相对180°的第一定位孔,在相对圆筒单元的竖直基准面旋转一定角度中都有一个所述第一定位孔;
14、设置在前端盖法兰上的第二定位柱,前端盖法兰通过所述第二定位柱与圆筒单元上的第一定位孔连接;
15、设置在所后端盖法兰上的第二定位孔,后端盖法兰通过所述第二定位孔与所述第一定位孔连接。
16、所述前端盖包括前端盖法兰、前端盖轴以及圆柱形凸起,其中,
17、前端盖法兰的另一面设有前端盖轴;
18、所述后端盖包括后端盖法兰、后端盖轴以及后端盖圆柱形凹陷,其中,
19、所述后端盖法兰另一面有后端盖轴,后端盖外径大于圆筒单元,并有后端盖螺栓孔。
20、所述高固有频率弹簧为具有一定曲率的刚性弧形轴段,刚性弧形轴段的末端开有销孔,安装在转筒组件的正下方,该刚性弧形轴段的固有频率为1300hz以上,且刚度不低于14.3kn/mm,能输出微米级的振幅,满足振动试验台使用需求。
21、所述转筒支架的两端分别安装前端盖与后端盖,滚动轴承安装在转筒支架中,转筒支架和工件夹具都安装在振动承接板上,后端盖外圈连接有齿圈,齿圈与减速器、电动机和变频器组成的传动系统相连,为转筒组件提供转矩。
22、所述齿圈的齿厚减薄量为2~8级,对应的啮合间隙为0.13~0.26mm,在啮合过程中可向一侧增加啮合冲击,可在水平方向获得额外的高频微幅振动,从而获得二维高频微幅振动。
23、有益效果:
24、本发明提供的一种用于中大型工件振动辅助激光熔覆的高频微幅激振器,相比于现有激振器具有以下几个有益效果:
25、第一.本发明使用多个并列等相位差的圆筒单元轴向串接形成圆筒串,每个圆筒单元内设置大小和材料均相同的钢球,通过圆筒单元内的钢球冲击圆筒单元内壁,产生高频微幅的机械振动,满足了针对中大型回转体的激光熔覆过程中回转体边旋转边振动的实际需求,从而细化晶粒、均一化元素和硬质相分布、减少残余应力,提高熔覆层性能,具有较好的经济性及推广价值。
26、第二.本发明针对性地设计了一种高固有频率弹簧,该高固有频率弹簧为具有一定曲率的刚性弧形轴段,刚性弧形轴段的末端开有销孔,安装在转筒组件的正下方,该刚性弧形轴段具有极强的承载能力、足够高的刚度和固有频率,同时拥有现存广泛应用的各种弹簧所缺少的高频与微幅响应的优点。
27、第三.本发明齿圈的齿厚减薄量为2~8级,对应的啮合间隙为0.13~0.26mm,在齿圈齿轮啮合过程中可向一侧增加啮合冲击,可在水平方向获得额外的高频微幅振动,从而获得二维高频微幅振动。
技术特征:
1.一种用于中大型工件振动辅助激光熔覆的高频微幅激振器,其特征在于,包括:
2.根据权利要求1所述的用于中大型工件振动辅助激光熔覆的高频微幅激振器,其特征在于,从转筒组件一端的所述圆筒单元到另一端的圆筒单元,通过所述周向定位及转矩传递机构在周向朝相同方向两两依次间隔一定角度连接。
3.根据权利要求2所述的用于中大型工件振动辅助激光熔覆的高频微幅激振器,其特征在于,所述转筒组件包括若干圆筒单元、前端盖以及后端盖,若干个圆筒单元轴向串接组成圆筒串,圆筒串一端连接所述前端盖,另一端连接所述后端盖;
4.如权利要求3所述的用于中大型工件振动辅助激光熔覆的高频微幅激振器,其特征在于,所述前端盖包括前端盖法兰、前端盖轴以及圆柱形凸起,其中,
5.如权利要求1所述的用于中大型工件振动辅助激光熔覆的高频微幅激振器,其特征在于,所述高固有频率弹簧为具有一定曲率的刚性弧形轴段,刚性弧形轴段的末端开有销孔,安装在转筒组件的正下方,该刚性弧形轴段的固有频率为1300hz以上,且刚度不低于14.3kn/mm,能输出微米级的振幅,满足振动试验台使用需求。
6.如权利要求1所述的用于中大型工件振动辅助激光熔覆的高频微幅激振器,其特征在于,所述转筒支架的两端分别安装前端盖与后端盖,滚动轴承安装在转筒支架中,转筒支架和工件夹具都安装在振动承接板上,后端盖外圈连接有齿圈,齿圈与减速器、电动机和变频器组成的传动系统相连,为转筒组件提供转矩。
7.如权利要求4所述的用于中大型工件振动辅助激光熔覆的高频微幅激振器,其特征在于,所述齿圈的齿厚减薄量为2~8级,对应的啮合间隙为0.13~0.26mm,在啮合过程中可向一侧增加啮合冲击,可在水平方向获得额外的高频微幅振动,从而获得二维高频微幅振动。
技术总结
本发明公开了一种用于中大型工件振动辅助激光熔覆的高频微幅激振器。该激振器中的并列圆筒同轴等相位差布置,每一节圆筒单元内等相位设置若干隔板,相邻圆筒单元的隔板设置等相位差,每一节圆筒单元内的a个钢球依次被抛落撞击圆筒内壁产生微幅振动,m节圆筒内的m*a个钢球激发m*a Hz的微振。本发明激振器,被加工件的振幅根据需要可以调节,被加工件的振频通过更换圆筒数与对应的圆筒安装角度或更换圆筒内的钢球数改变,尤其适用于振动辅助激光熔覆细化晶粒、释放应力、均质相以及获得锻态化组织。
技术研发人员:程延海,陈浩,叶强,陈月玮,杨金勇
受保护的技术使用者:中国矿业大学
技术研发日:
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!