一种提升铸轧板面质量的控制方法与流程
本发明涉及铝合金的加工领域,更具体的是涉及一种提升铸轧板面质量的控制方法。
背景技术:
1、铝合金铸轧工艺是把熔融的铝合金液体,经流槽传输至前箱后通过铸咀进行分流后再接触到两根相反旋转且内部通有冷却循环水的铸轧辊,从而实现铝合金由高温液态金属铸轧成板材的工艺过程。铸轧过程中使用的轧辊与铝板的脱模剂一般为炭黑,常用的方法是通过火焰喷涂装置在铸轧辊表面不断熏含有分离和润滑作用的碳层烟,防止铸轧板粘辊。但若处理不当容易出现以下问题:
2、(1)粘辊现象:高温铝液与轧辊紧密接触时容易粘连,这会导致铸轧板被强行撕下,从而破坏板材表面结构。局部粘辊还会导致板厚不一,影响产品质量。严重的粘辊还会造成生产中断和设备损坏。
3、(2)碳层的均匀性:由火焰喷涂产生的碳层难以控制,不均匀的碳层会造成板材表面的缺陷。火焰太大时,会在轧辊上形成厚的碳层,这可能会导致板材表面发黑或者碳层脱落,形成所谓的碳黑缺陷。此外,积碳可能落在铸咀上,造成板材表面有条纹缺陷。而当火焰过小会导致在铸轧辊上形成的碳层不足,进而增加粘辊的发生频率。
4、同时板材表面的条纹会在冷轧和箔轧过程中导致色差或白条等缺陷。严重时,这些缺陷会转移到冷轧辊上,影响后续的料卷。
技术实现思路
1、为解决现有技术采用火焰喷涂装置对铸轧板面质量的影响,本发明提供了一种提升铸轧板面质量的控制方法,具体方案如下:
2、一种提升铸轧板面质量的控制方法,所述控制方法包括以下步骤:
3、s1:使用石墨乳喷涂装置代替火焰喷涂;
4、s2:参数化控制喷枪,控制喷枪与铸轧辊之间的距离,通过蠕动泵调整液体的流量,控制喷涂大小;
5、s3、运行喷涂行走机构,链式传动机构带动喷枪沿着铸轧辊长度方向往复移动,对铸轧辊表面进行喷涂石墨乳;
6、s4、控制喷涂轧辊一个移动周期控制在10~14s;
7、s5、喷涂运行及喷入量控制由控制柜中的系统控制,调正每个枪的流量及运行速度。
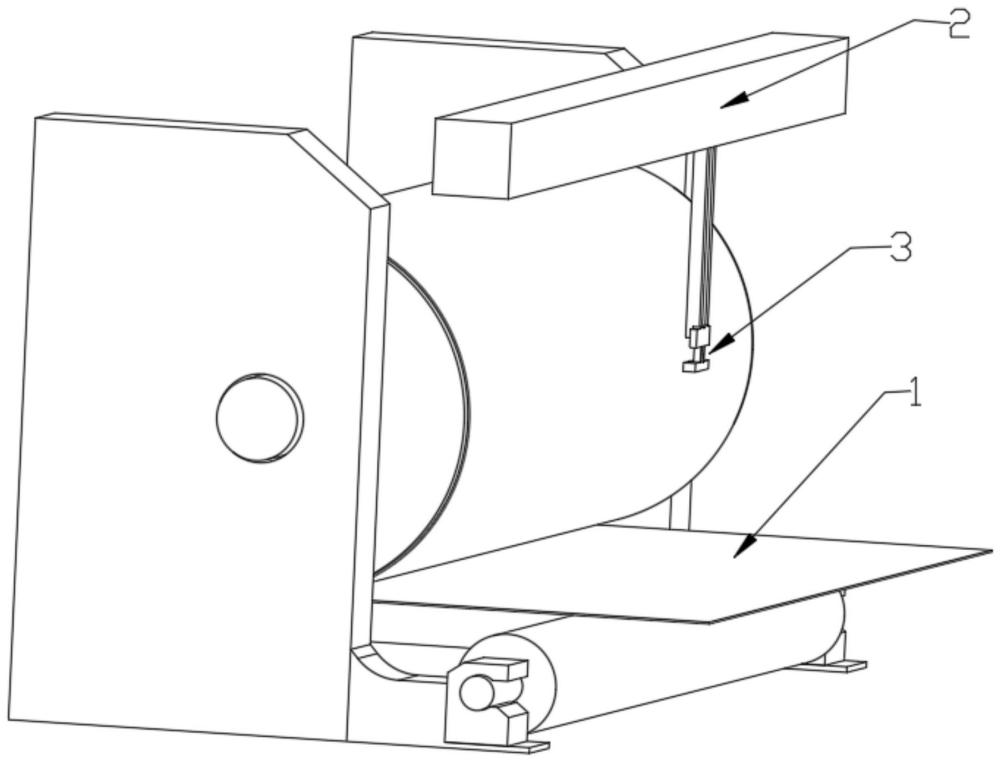
8、进一步的,喷涂行走机构包括支撑架,支撑架的上方设置有对移动小车的移动具有导向作用的轨道,轨道与铸轧辊平行设置;支撑架上设置有带动移动小车沿着轨道移动的动力单元,移动小车上设置有喷枪;轨道上设置有控制移动小车行程的限位开关,限位开关位于铸轧板的边缘处。
9、进一步的,所述动力单元包括电机和减速器,减速器的输出轴上设置有主动轮,主动轮位于支撑架的一端,支撑架的另一端设置有从动轮,主动轮与从动轮之间通过链条传动连接,链条的两端分别固定在移动小车上。
10、进一步的,所述移动小车上设置有支架,支架上设置有调节杆,喷枪通过夹具调节的固定在调节杆上。
11、进一步的,s2中喷枪喷口为扇形,采用双枪架上下双喷枪设计。
12、进一步的,喷枪在铸轧板边缘停留1~3s。
13、进一步的,限位开关定位在铸轧板的边缘处3-5cm。
14、有益效果:
15、本发明提供了一种提升铸轧板面质量的控制方法,具体包括以下优势:
16、(1)本方法采用石墨乳作为润滑与脱模剂,由于其成分的简单性和可控性,有效减少了在铸轧过程中板面发黑的现象,从而显著提升了铸轧板的表面质量。
17、(2)在石墨乳桶和连接喷枪的气管路上安装蠕动泵,精确控制石墨乳的流量,并因此对辊面碳层的厚薄进行有效的调节。这种精准控制可增进碳层的均匀性,有效地改善了粘辊问题,进一步促进了铸轧产品质量。
18、(3)在喷涂石墨乳时,特别在铸轧板的边缘停留1至3秒,以增加该部位碳层的厚度。能够降低由于边缘处往返距离长导致的碳层薄弱问题,进一步提高了整体碳层的均匀性,对于避免粘辊现象具有重要作用。
技术特征:
1.一种提升铸轧板面质量的控制方法,其特征在于,所述控制方法包括以下步骤:
2.根据权利要求1所述的一种提升铸轧板面质量的控制方法,其特征在于,喷涂行走机构包括支撑架,支撑架的上方设置有对移动小车的移动具有导向作用的轨道,轨道与铸轧辊平行设置;支撑架上设置有带动移动小车沿着轨道移动的动力单元,移动小车上设置有喷枪;轨道上设置有控制移动小车行程的限位开关,限位开关位于铸轧板的边缘处。
3.根据权利要求2所述的一种提升铸轧板面质量的控制方法,其特征在于,所述动力单元包括电机和减速器,减速器的输出轴上设置有主动轮,主动轮位于支撑架的一端,支撑架的另一端设置有从动轮,主动轮与从动轮之间通过链条传动连接,链条的两端分别固定在移动小车上。
4.根据权利要求2所述的一种提升铸轧板面质量的控制方法,其特征在于,所述移动小车上设置有支架,支架上设置有调节杆,喷枪通过夹具调节的固定在调节杆上。
5.根据权利要求1所述的一种提升铸轧板面质量的控制方法,其特征在于,s2中喷枪喷口为扇形,采用双枪架上下双喷枪设计。
6.根据权利要求1所述的一种提升铸轧板面质量的控制方法,其特征在于,喷枪在铸轧板边缘停留1~3s。
7.根据权利要求2所述的一种提升铸轧板面质量的控制方法,其特征在于,限位开关定位在铸轧板的边缘处3-5cm。
技术总结
本发明提供了一种提升铸轧板面质量的控制方法,旨在实现铸轧辊表面碳层的均匀性,有效改善粘辊问题,并降低表面发黑现象,所述控制方法包括以下步骤:S1:使用石墨乳喷涂装置代替火焰喷涂;S2:参数化控制喷枪,控制喷枪与铸轧辊之间的距离,通过蠕动泵调整液体的流量,控制喷涂大小;S3、运行喷涂行走机构,链式传动机构带动喷枪沿着铸轧辊长度方向往复移动,对铸轧辊表面进行喷涂石墨乳;S4、控制喷涂轧辊一个移动周期控制在10~14s;S5、喷涂运行及喷入量控制由控制柜中的系统控制,调正每个枪的流量及运行速度。本发明的控制方法可以显著提高铸轧板的产品质量,减少废料,提高生产效率。
技术研发人员:左源,马雨晴,冷峰,殷文奇,王毓玮
受保护的技术使用者:江苏鼎胜新能源材料股份有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!