一种一体式多元复合过滤材料及其制备方法与流程
本发明属于复合过滤材料制备,主要涉及一种一体式多元复合过滤材料及其制备方法。
背景技术:
1、用于过滤与分离行业的多孔金属过滤材料,大多数情况下都是针对高温、高压、强腐蚀性含尘气体的严酷工况条件,因此要求多孔金属过滤材料在具备高过滤精度和过滤通量的同时还应具备一定的强韧性和耐腐蚀性,通常选择将粉末与金属丝网复合以达到上述要求。目前,粉网复合的制备工艺有喷涂法、刷涂法等,但存在着难以在大孔隙丝网上覆膜的问题。
2、授权公告号为cn101721921b的中国专利文件公开了一种在孔隙较大的支撑网上涂敷一层填充剂,对支撑网孔隙进行堵塞,再涂敷一层金属粉末浆料,通过热处理去除填充剂,最后通过烧结制备成金属膜的方法。但这种粉网复合方法制备工艺制备的粉网结合强度较差、不耐磨;同时因需要进行热处理烧掉有机填充剂,而导致工艺复杂,且热处理过程中会产生有害气体。
技术实现思路
1、本发明提供一种一体式多元复合过滤材料,以解决现有技术中复合粉网不耐磨的问题。
2、本发明还提供一种制备一体式多元复合过滤材料的方法,以解决现有技术中复合粉网不耐磨的问题。
3、为解决上述问题,本发明采用如下技术方案:
4、一种一体式多元复合过滤材料,包括金属丝网以及烧结固定于所述金属丝网上的max相粉末。
5、具有以下有益效果:通过设置max相粉末,max相粉末具有耐腐蚀、耐磨的特性,解决了过滤材料耐腐蚀性和表面耐磨性差的问题。
6、进一步地,所述max相粉末的外表面设有ti镀层。
7、具有以下有益效果:通过在max相粉末外表面镀ti,能够提高max相粉末与金属丝网和金属粉末的结合能力;同时ti具有耐腐蚀、耐磨的特性,通过将ti镀到max相粉末上,进一步提高了max相粉末的性能。
8、进一步地,所述金属丝网包括第一金属丝网和第二金属丝网,所述第一金属丝网的一侧烧结固定有所述max相粉末,第一金属丝网的另一侧和第二金属丝网的一侧之间以及第二金属丝网的另一侧均烧结固定有金属粉末。
9、一种制备所述一体式多元复合过滤材料的方法,包括以下步骤:
10、步骤一:在冷等静压模具中铺设金属丝网以及位于金属丝网两侧的粉末,其中两侧粉末中至少一侧为max相粉末,冷等静压成型后形成复合坯体;
11、步骤二:将复合坯体进行真空烧结,从而得到一体式复合过滤材料。
12、具有以下有益效果:通过设置max相粉末,max相粉末具有耐腐蚀、耐磨的特性,解决了过滤材料耐腐蚀性和表面耐磨性差的问题。
13、进一步地,步骤一中,所述max相粉末为表面含有ti镀层的max相粉末。
14、进一步地,在所述max相粉末镀ti前,对max相粉末进行清洗,以得到纯净的max相粉末;
15、所述max相粉末通过无水乙醇超声清洗30~60min,清洗温度为60~70℃,后经烘箱烘干,烘干温度为90~120℃,烘干时间为2~3h,无水乙醇体积纯度为99.9%;
16、之后所述max相粉末通过多弧离子镀工艺进行镀ti,温度为200~300℃,时间为2~3h,气体为氮气。
17、具有以下有益效果:通过将max相粉末清洗干净,防止其影响后续的镀ti;通过在max相粉末表面镀ti,ti具有耐腐蚀、耐磨的特性,解决了过滤材料耐腐蚀性和表面耐磨性差的问题。
18、进一步地,步骤一中,所述金属丝网包括所述第一金属丝网和所述第二金属丝网,所述第一金属丝网的一侧烧结固定含有ti镀层的所述max相粉末,第一金属丝网的另一侧和第二金属丝网的一侧之间以及第二金属丝网的另一侧均烧结固定有所述金属粉末;
19、所述第一金属丝网为方孔网或钢板网,目数为30~120目,第二金属丝网为密纹网,目数为200~400目,第一金属丝网和第二金属丝网的材质均为316l、317l或310s中的一种;
20、在冷等静压模具中铺设第一金属丝网和第二金属丝网前,需要平整并使用无水乙醇超声清洗第一金属丝网和第二金属丝网,超声清洗时间为1~2h,后经烘箱烘干,烘干温度为60~80℃,时间为30~90min。
21、具有以下有益效果:本申请中的金属丝网主要作为骨架支撑使用,并不具有过滤的作用。
22、进一步地,所述max相粉末为ti3alc2、ti3sic2、ti2alc或cr3alc2中的一种,max相粉末粒度为38μm~150μm;
23、所述金属粉末的材质为316l、317l、310s不锈钢粉末或feal3、tial合金粉末中的一种,粉末的粒度为18~96μm,经150目的筛网筛除掉大颗粒。
24、具有以下有益效果:max相是一种高硬度的三元层状导电陶瓷,其具有良好的抗热震性和断裂韧性,能够增强过滤材料的强度。
25、进一步地,冷等静压成型的升压速度为3~6mpa/min,压力为120~200mpa,保压时间为10~120s。
26、进一步地,真空烧结为分段式烧结,烧结工序为室温升至400~500℃,保温30~60min,该段升温速率4~5℃/min;升至800~1000℃,保温30~60min,该段升温速率5~6℃/min;升至1100~1250℃,保温时间1~2h,该段升温速率5~6℃/min;真空度为2.0×10-3pa~3.0×10-3pa;
27、真空烧结过程中,复合坯体堆叠放置,相邻复合坯体之间铺洒细氧化砂,做隔离处理。
技术特征:
1.一种一体式多元复合过滤材料,其特征在于,包括金属丝网以及烧结固定于所述金属丝网上的max相粉末(1)。
2.根据权利要求1所述的一种一体式多元复合过滤材料,其特征在于,所述max相粉末(1)的外表面设有ti镀层。
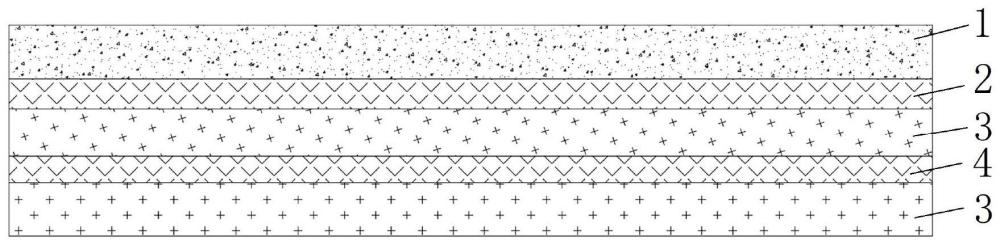
3.根据权利要求2所述的一种一体式多元复合过滤材料,其特征在于,所述金属丝网包括第一金属丝网(2)和第二金属丝网(4),所述第一金属丝网(2)的一侧烧结固定有所述max相粉末(1),第一金属丝网(2)的另一侧和第二金属丝网(4)的一侧之间以及第二金属丝网(4)的另一侧均烧结固定有金属粉末(3)。
4.一种制备权利要求1-3任一项所述一体式多元复合过滤材料的方法,其特征在于,包括以下步骤:
5.根据权利要求4所述的一种制备一体式多元复合过滤材料的方法,其特征在于,步骤一中,所述max相粉末(1)为表面含有ti镀层的max相粉末(1)。
6.根据权利要求5所述的一种制备一体式多元复合过滤材料的方法,其特征在于,在所述max相粉末(1)镀ti前,对max相粉末(1)进行清洗,以得到纯净的max相粉末(1);
7.根据权利要求6所述的一种制备一体式多元复合过滤材料的方法,其特征在于,步骤一中,所述金属丝网包括所述第一金属丝网(2)和所述第二金属丝网(4),所述第一金属丝网(2)的一侧烧结固定含有ti镀层的所述max相粉末(1),第一金属丝网(2)的另一侧和第二金属丝网(4)的一侧之间以及第二金属丝网(4)的另一侧均烧结固定有所述金属粉末(3);
8.根据权利要求7所述的一种制备一体式多元复合过滤材料的方法,其特征在于,所述max相粉末(1)为ti3alc2、ti3sic2、ti2alc或cr3alc2中的一种,max相粉末(1)粒度为38μm~150μm;
9.根据权利要求4-8任一项所述的一种制备一体式多元复合过滤材料的方法,其特征在于,冷等静压成型的升压速度为3~6mpa/min,压力为120~200mpa,保压时间为10~120s。
10.根据权利要求4-8任一项所述的一种制备一体式多元复合过滤材料的方法,其特征在于,真空烧结为分段式烧结,烧结工序为室温升至400~500℃,保温30~60min,该段升温速率4~5℃/min;升至800~1000℃,保温30~60min,该段升温速率5~6℃/min;升至1100~1250℃,保温时间1~2h,该段升温速率5~6℃/min;真空度为2.0×10-3pa~3.0×10-3pa;
技术总结
本发明属于复合过滤材料制备技术领域,主要涉及一种一体式多元复合过滤材料及其制备方法,一体式多元复合过滤材料包括金属丝网以及烧结固定于所述金属丝网上的MAX相粉末。制备方法包括以下步骤:步骤一:在冷等静压模具中铺设金属丝网以及位于金属丝网两侧的粉末,其中两侧粉末中至少一侧为MAX相粉末,冷等静压成型后形成复合坯体;步骤二:将复合坯体进行真空烧结,从而得到一体式复合过滤材料。通过设置MAX相粉末,MAX相粉末具有耐腐蚀、耐磨的特性,解决了过滤材料耐腐蚀性和表面耐磨性差的问题。
技术研发人员:蒲博玮,方宇飞,王妍,曹卜元,李荣
受保护的技术使用者:西部宝德科技股份有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!