一种可同步调节辊轮间距的升降辊轮的制作方法
本技术涉及了一种升降辊轮,具体涉及了一种可同步调节辊轮间距的升降辊轮。
背景技术:
1、目前,市场上采用钢管生产线接箍管体涂漆多采用人工方式。在现有技术基础上改造,采用自动化设备涂漆时,一种可行的方案就是使用升降辊轮,使钢管旋转,喷枪固定喷漆,从而使钢管表面涂漆。但升降辊轮多采用固定中心距方式。这种方式暴露出诸多缺点:因为钢管间距有限制,钢管直径范围较大,当钢管密排时小直径管容易造成辊轮与钢管干涉的情况,很难适应钢厂的具体情况。
技术实现思路
1、为了解决现有钢管生产线升降辊轮固定中心距方式,当钢管密排时小直径管容易造成辊轮与钢管干涉等缺陷,本实用新型提供了一种可同步调节辊轮间距的升降辊轮,专门用于钢管厂涂漆设备,解决了升降辊轮的上述问题。
2、本实用新型采用的技术方案是:
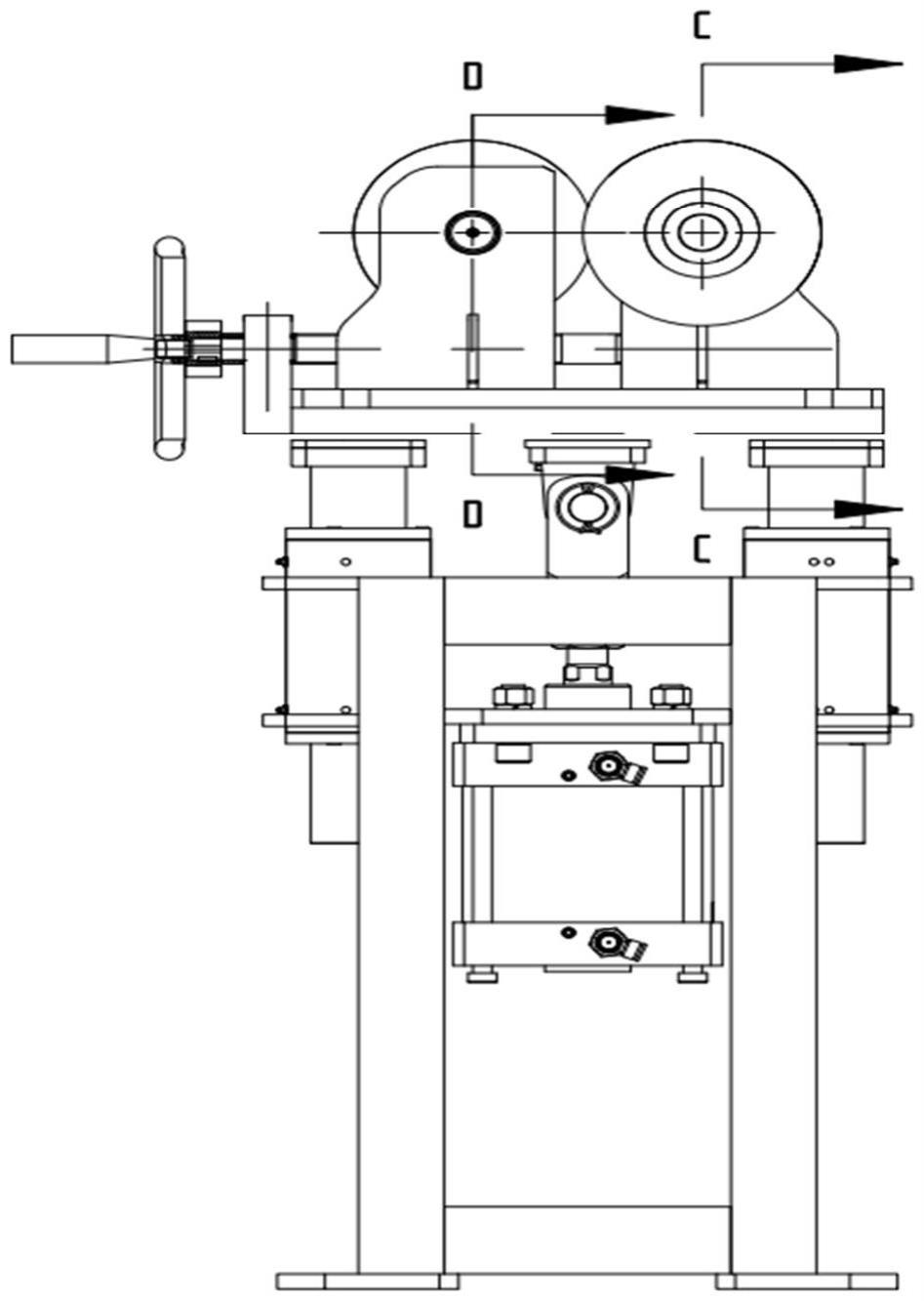
3、本实用新型包括主动辊轮组件、被动辊轮组件、丝杆组件和升降组件,丝杆组件固定安装在升降组件上,主动辊轮组件和被动辊轮组件均安装在丝杆组件中,主动辊轮组件和被动辊轮组件之间间隔布置;丝杆组件的控制,改变主动辊轮组件和被动辊轮组件之间的间距。
4、所述被动辊轮组件包括被动辊轮座、被动辊轮、被动辊轮轴承和被动辊轮轴;被动辊轮座安装在丝杆组件上,被动辊轮座中固定安装有被动辊轮轴,被动辊轮通过被动辊轮轴承与被动辊轮轴同轴连接。
5、所述主动辊轮组件包括轴端挡板、主动辊轮、法兰、主动辊轮轴承、主动辊轮轴、电机减速机和主动辊轮座;
6、主动辊轮座安装在丝杆组件上,电机减速机固定安装在主动辊轮座上,主动辊轮轴的中部通过法兰和主动辊轮轴承安装在主动辊轮座,电机减速机的输出轴与主动辊轮轴的一端同轴固连,主动辊轮轴的另一端通过轴端挡板同轴固定安装有主动辊轮。
7、所述丝杆组件包括滚动轴承座、滚动轴承、执行件、丝杠导轨和丝杆;
8、丝杠导轨固定安装在升降组件上,丝杠导轨上设置有丝杆,丝杆的两端部设置有旋向相反的螺纹,丝杆的两端分别套设有主动辊轮组件和被动辊轮组件,丝杠导轨一侧的升降组件上还固定安装有滚动轴承座,丝杆通过滚动轴承安装在滚动轴承座中,执行件与丝杆同轴固连,执行件带动丝杆,丝杆上的主动辊轮组件和被动辊轮组件在丝杠导轨上进行同向或反向的滑动。
9、所述升降组件包括导柱、滑动轴承、机架、气缸、耳轴座和升降平台;
10、滑动轴承和气缸均固定安装在机架上,多个导柱与滑动轴承同轴连接,多个导柱上固定安装有升降平台,升降平台的下表面中部固定安装有耳轴座,气缸的输出端与耳轴座固定连接,使得气缸带动升降平台和导柱上下运动。
11、所述执行件为手轮或电机。
12、本实用新型的有益效果是:
13、本实用新型利用同步丝杆结构调整辊轮中心距,通过机械同步方法满足辊轮同步调节要求,结构简单可靠,工作效率高,解决了国内的部分老旧生产线管径范围过大,采用自动化设备涂漆时辊轮容易与钢管干涉的问题。
技术特征:
1.一种可同步调节辊轮间距的升降辊轮,其特征在于,包括主动辊轮组件(2)、被动辊轮组件(1)、丝杆组件和升降组件,丝杆组件固定安装在升降组件上,主动辊轮组件(2)和被动辊轮组件(1)均安装在丝杆组件中,主动辊轮组件(2)和被动辊轮组件(1)之间间隔布置;丝杆组件的控制,改变主动辊轮组件(2)和被动辊轮组件(1)之间的间距。
2.根据权利要求1所述的一种可同步调节辊轮间距的升降辊轮,其特征在于,所述被动辊轮组件(1)包括被动辊轮座(16)、被动辊轮(17)、被动辊轮轴承(18)和被动辊轮轴(20);被动辊轮座(16)安装在丝杆组件上,被动辊轮座(16)中固定安装有被动辊轮轴(20),被动辊轮(17)通过被动辊轮轴承(18)与被动辊轮轴(20)同轴连接。
3.根据权利要求1所述的一种可同步调节辊轮间距的升降辊轮,其特征在于,所述主动辊轮组件(2)包括轴端挡板(24)、主动辊轮(26)、法兰(28)、主动辊轮轴承(29)、主动辊轮轴(30)、电机减速机(31)和主动辊轮座(33);
4.根据权利要求1所述的一种可同步调节辊轮间距的升降辊轮,其特征在于,所述丝杆组件包括滚动轴承座(11)、滚动轴承(12)、执行件(13)、丝杠导轨(22)和丝杆(4);
5.根据权利要求1所述的一种可同步调节辊轮间距的升降辊轮,其特征在于,所述升降组件包括导柱(5)、滑动轴承(6)、机架(7)、气缸(8)、耳轴座(9)和升降平台(10);
6.根据权利要求4所述的一种可同步调节辊轮间距的升降辊轮,其特征在于,所述执行件(13)为手轮或电机。
技术总结
本技术公开了一种可同步调节辊轮间距的升降辊轮。本技术包括主动辊轮组件、被动辊轮组件、丝杆组件和升降组件,丝杆组件固定安装在升降组件上,主动辊轮组件和被动辊轮组件均安装在丝杆组件中,主动辊轮组件和被动辊轮组件之间间隔布置;丝杆组件的控制,改变主动辊轮组件和被动辊轮组件之间的间距。本技术利用同步丝杆结构调整辊轮中心距,通过机械同步方法满足辊轮同步调节要求,结构简单可靠,解决了国内的部分老旧生产线管径范围过大,采用自动化设备涂漆时辊轮容易与钢管干涉的问题。
技术研发人员:李树峰,姜凯,俞立,刘显耀
受保护的技术使用者:杭州浙达精益机电技术股份有限公司
技术研发日:20230308
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!