液刀刀头的制作方法
本技术涉及喷淋液刀,尤其涉及液刀刀头。
背景技术:
1、在现有技术中,液刀刀头主要应用在半导体、平板显示(lcd、amoled)、光伏等涉及wet工艺的设备上,主要可应用于清洗机、剥离机、刻蚀机、涂布机和显影机等。随着市场对液刀刀头的应用需求的不断提升,对液刀刀头的品质要求也随之不断地升高。
2、如图1所示,常规的液刀刀头采用第一刀体100’和第二刀体200’拼接形成的布局,利用锁紧销穿接于第一刀体100’上的第一定位孔120’和第二刀体200’上的第二定位孔220’的设计实现锁紧连接。第一刀体100’开设有缓冲槽110’,第二刀体200’贯通有入液孔210’,第一刀体100’与第二刀体200’围成了排液通路900’,入液孔210’、缓冲槽110’和排液通路900’依次连通形成流道,以上设计使得液刀刀头能够利用流道进行喷淋。
3、然而,常规的液刀刀头结构单一,仅设置单一缓冲槽的结构无法有效地满足液体喷淋的缓冲需求和稳流需求。液体在刀体内部高速流动时,存在有稳流能力不足的隐患,这致使细微压力波动即可造成断流以及空化产生的气泡累积,最终造成液刀刀头喷淋不均匀的后果。
技术实现思路
1、本实用新型的目的在于提供液刀刀头,以弥补稳流结构不足的缺陷,预防压力波动及气泡对喷淋所造成的影响,改善液刀内部通路结构,保障液刀的均匀喷洒。
2、为达此目的,本实用新型采用以下技术方案:
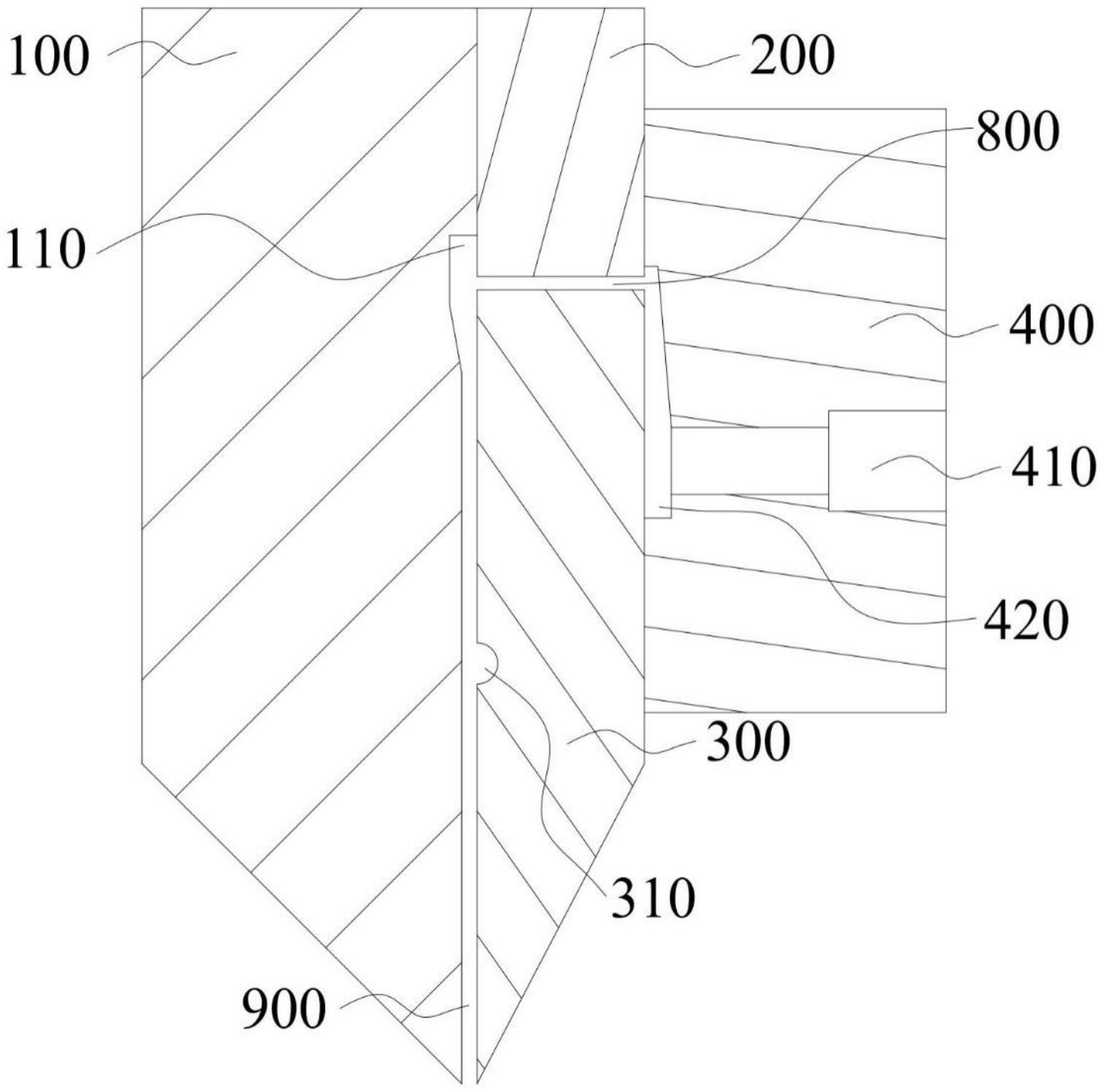
3、液刀刀头,包括公刀头、拼接刀体和母刀头;所述公刀头包括第一刀体,所述第一刀体设有第一贴合面,所述第一贴合面凹设有第一缓冲槽和第一流道槽,所述第一流道槽连通所述第一缓冲槽和所述第一贴合面的边缘;所述拼接刀体设有相对的第二贴合面和入液面,所述第二贴合面凹设有第二缓冲槽,所述拼接刀体贯通有连通所述第二缓冲槽的槽底与所述入液面的入液孔;所述母刀头设有相对的第三贴合面和第四贴合面,所述第三贴合面与所述第一贴合面匹配贴合,所述第一流道槽与所述第三贴合面围成排液通路,所述第三贴合面凹设有与排液通路连通的稳流槽;所述第二贴合面与所述第四贴合面匹配贴合,所述母刀头设有连通所述第一缓冲槽的槽顶与所述第二缓冲槽的槽顶的中转通路;所述入液孔、所述第二缓冲槽、所述中转通路、所述第一缓冲槽和所述排液通路依次连通。
4、作为液刀刀头的优选技术方案,所述母刀头包括第二刀体和第三刀体,所述第二刀体设有第五贴合面,所述第三刀体设有第六贴合面,所述第五贴合面与所述第六贴合面匹配贴合;所述第一刀体与所述第三刀体围成所述排液通路。
5、作为液刀刀头的优选技术方案,所述第五贴合面凹设有第二流道槽,所述第二流道槽与所述第六贴合面围成所述中转通路,或所述第六贴合面凹设有第三流道槽,所述第三流道槽与所述第五贴合面围成所述中转通路。
6、作为液刀刀头的优选技术方案,所述母刀头一体成型,所述中转通路贯通所述母刀头。
7、作为液刀刀头的优选技术方案,所述入液孔为阶梯孔,沿从所述入液面到所述第二贴合面的方向上,所述入液孔的孔径逐渐减小,外部供液设备插接于所述入液孔位于所述入液面的一端。
8、作为液刀刀头的优选技术方案,所述第二缓冲槽设有第一端和第二端,所述入液孔连通于所述第一端,所述中转通路连通于所述第二端,沿从所述第一端到所述第二端的方向上,所述第二缓冲槽的槽底与所述第二缓冲槽的槽顶的间距先是保持不变,而后逐渐缩小至零。
9、作为液刀刀头的优选技术方案,所述中转通路连通于所述第一缓冲槽的槽顶的中部,所述排液通路连通于所述第一缓冲槽的槽顶的边缘。
10、作为液刀刀头的优选技术方案,所述第一缓冲槽设有第三端和第四端,所述排液通路连通于所述第三端,所述第四端远离所述排液通路,沿从所述第四端到所述第三端的方向上,所述第一缓冲槽的槽底与所述第一缓冲槽的槽顶的间距先是保持不变,而后逐渐缩小至零。
11、作为液刀刀头的优选技术方案,所述稳流槽的槽顶与所述排液通路连通,所述稳流槽的槽底的截面为弧形。
12、作为液刀刀头的优选技术方案,所述第一刀体设有与所述第一贴合面相对的背部面,所述排液通路与外部环境连通的一端为排液口,所述排液口位于所述液刀刀头的底端;沿从上到下的方向,所述背部面与所述第一贴合面的间距先是保持不变,而后逐渐缩小至零;沿从上到下的方向,所述第四贴合面与所述第三贴合面的间距先是保持不变,而后逐渐缩小至零。
13、本实用新型的有益效果:
14、该液刀刀头利用公刀头、拼接刀体和母刀头的分体拼装设计,降低了液刀刀头的制造难度,减少了加工的成本,提高了生产的效率。借助第三贴合面与第一贴合面匹配贴合以及第二贴合面与第四贴合面匹配贴合的拼装设计,能够通过平面之间的相互贴合围成排液通路,以及完成对第一缓冲槽与第二缓冲槽的槽顶的封闭。通过设置第一缓冲槽与第二缓冲槽的方式,能够预防液刀刀头的喷淋压力发生较大波动的风险;通过设置稳流槽的方式,能够减少压力波动以及气泡产生对液刀刀头的喷淋能力的影响。以上改进防止了液刀刀头喷淋分叉、喷淋不均以及高压喷淋下液体中产生过多气泡的情况发生,维持了液刀刀头的喷淋稳定,改善了液刀刀头内部的流道结构,保障了液刀刀头的均匀喷洒。
技术特征:
1.液刀刀头,其特征在于,包括:
2.根据权利要求1所述的液刀刀头,其特征在于,所述母刀头包括第二刀体(200)和第三刀体(300),所述第二刀体(200)设有第五贴合面,所述第三刀体(300)设有第六贴合面,所述第五贴合面与所述第六贴合面匹配贴合;所述第一刀体(100)与所述第三刀体(300)围成所述排液通路(900)。
3.根据权利要求2所述的液刀刀头,其特征在于,所述第五贴合面凹设有第二流道槽,所述第二流道槽与所述第六贴合面围成所述中转通路(800),或所述第六贴合面凹设有第三流道槽,所述第三流道槽与所述第五贴合面围成所述中转通路(800)。
4.根据权利要求1所述的液刀刀头,其特征在于,所述母刀头一体成型,所述中转通路(800)贯通所述母刀头。
5.根据权利要求1所述的液刀刀头,其特征在于,所述入液孔(410)为阶梯孔,沿从所述入液面到所述第二贴合面的方向上,所述入液孔(410)的孔径逐渐减小,外部供液设备插接于所述入液孔(410)位于所述入液面的一端。
6.根据权利要求1所述的液刀刀头,其特征在于,所述第二缓冲槽(420)设有第一端和第二端,所述入液孔(410)连通于所述第一端,所述中转通路(800)连通于所述第二端,沿从所述第一端到所述第二端的方向上,所述第二缓冲槽(420)的槽底与所述第二缓冲槽(420)的槽顶的间距先是保持不变,而后逐渐缩小至零。
7.根据权利要求1所述的液刀刀头,其特征在于,所述中转通路(800)连通于所述第一缓冲槽(110)的槽顶的中部,所述排液通路(900)连通于所述第一缓冲槽(110)的槽顶的边缘。
8.根据权利要求7所述的液刀刀头,其特征在于,所述第一缓冲槽(110)设有第三端和第四端,所述排液通路(900)连通于所述第三端,所述第四端远离所述排液通路(900),沿从所述第四端到所述第三端的方向上,所述第一缓冲槽(110)的槽底与所述第一缓冲槽(110)的槽顶的间距先是保持不变,而后逐渐缩小至零。
9.根据权利要求1所述的液刀刀头,其特征在于,所述稳流槽(310)的槽顶与所述排液通路(900)连通,所述稳流槽(310)的槽底的截面为弧形。
10.根据权利要求1-9任一项所述的液刀刀头,其特征在于,所述第一刀体(100)设有与所述第一贴合面相对的背部面,所述排液通路(900)与外部环境连通的一端为排液口,所述排液口位于所述液刀刀头的底端;沿从上到下的方向,所述背部面与所述第一贴合面的间距先是保持不变,而后逐渐缩小至零;沿从上到下的方向,所述第四贴合面与所述第三贴合面的间距先是保持不变,而后逐渐缩小至零。
技术总结
本技术涉及喷淋液刀技术领域,具体公开了液刀刀头。该刀头包括公刀头、母刀头和拼接刀体;公刀头包括设有第一贴合面的第一刀体,第一贴合面设有第一缓冲槽和与其连通的第一流道槽;拼接刀体设有相对的设有入液面和第二缓冲槽的第二贴合面,拼接刀体贯通有入液孔;母刀头设有相对的第三贴合面和第四贴合面,第三贴合面贴合第一贴合面,且与第一流道槽围成排液通路,第三贴合面设有与排液通路连通的稳流槽;第二贴合面贴合第四贴合面,母刀头设有连通两个缓冲槽的槽顶的中转通路;入液孔、第二缓冲槽、中转通路、第一缓冲槽和排液通路依次连通。该刀头通过设置稳流槽和两个缓冲槽的结构,预防喷淋压力波动,减少气泡产生及压力波动的影响。
技术研发人员:隋志明,胡磊,施利君,宋金林
受保护的技术使用者:苏州晶洲装备科技有限公司
技术研发日:20230314
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!