点胶装置的制作方法
本申请属于点胶量测量的,具体涉及一种点胶装置。
背景技术:
1、当前一些点胶机在长时间运行过程中,会出现点胶量过多或过少的情况,当点胶量过多时,会造成浪费胶的现象,增加生产成本;当点胶量过少时,会影响零部件之间的装配性。
2、因此,提出一种能够保证点胶量准确的点胶机显得尤为关键。
技术实现思路
1、本申请实施例的目的是提供一种点胶装置,能够解决当前点胶机无法很好地控制点胶量等问题。
2、为了解决上述技术问题,本申请是这样实现的:
3、本申请实施例提供了一种点胶装置,包括:位于同一机台的点胶工位和称重工位,以及点胶机构;
4、所述点胶工位具有点胶区,所述称重工位具有称重区,所述点胶机构的点胶端可以移动至所述点胶区和所述称重区,用于向位于所述点胶区的待点胶件和所述称重区分别点胶,所述称重区用于对所述点胶端的点胶量进行称重测量。
5、本申请实施例中,点胶机构的点胶端可以移动至点胶区和称重区,用于向位于点胶区的待点胶件进行点胶,以满足点胶需求,还用于向称重区点胶,以在称重区对点胶量进行称重测量,从而方便后续对点胶量的校准和调节,使点胶量满足实际工况需求,进而保证点胶量不会过多而造成浪费现象,以及保证点胶量不会过少而影响零部件之间的装配性。
技术特征:
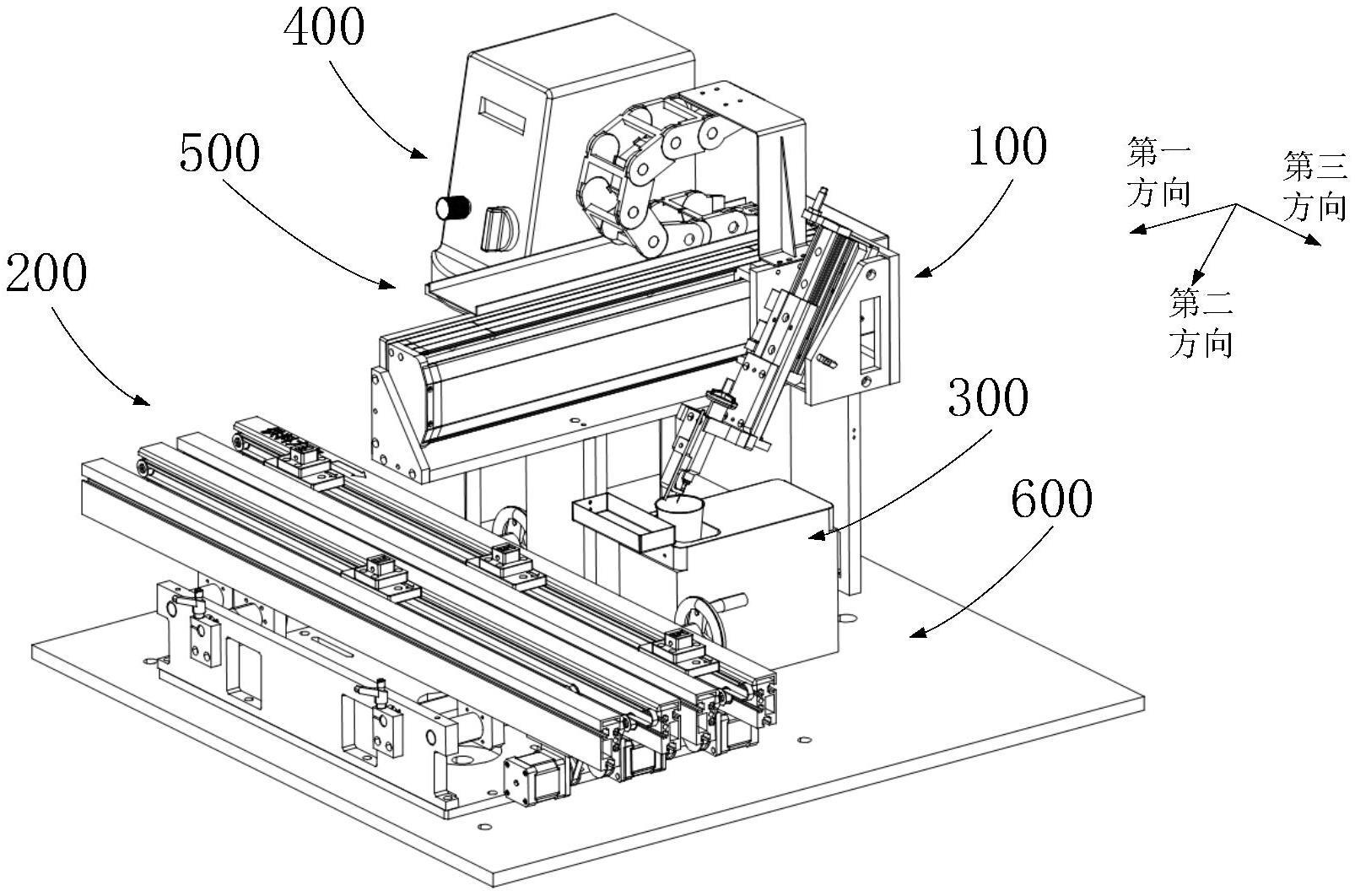
1.一种点胶装置,其特征在于,包括:位于同一机台的点胶工位和称重工位,以及点胶机构(100);
2.根据权利要求1所述的点胶装置,其特征在于,所述点胶机构(100)包括第一移动部件(110)、第二移动部件(120)和点胶部件(130);
3.根据权利要求2所述的点胶装置,其特征在于,所述预设夹角的范围为20°至80°。
4.根据权利要求2所述的点胶装置,其特征在于,所述点胶装置还包括机架(500)和底板(600);
5.根据权利要求1或4所述的点胶装置,其特征在于,所述点胶工位设有输料机构(200),所述输料机构(200)包括移载治具(210),所述移载治具(210)在第三方向上可移动,用于承载并输送所述待点胶件(700)。
6.根据权利要求5所述的点胶装置,其特征在于,所述输料机构(200)还包括基座(220)、至少一组支撑梁组(230)和至少一组输送带组(240);
7.根据权利要求6所述的点胶装置,其特征在于,所述输料机构(200)还包括调节组件(250),所述调节组件(250)包括旋转轴(251)和手轮(252),所述旋转轴(251)可转动地设于所述基座(220),所述手轮(252)与所述旋转轴(251)连接;
8.根据权利要求1所述的点胶装置,其特征在于,所述点胶装置还包括设于所述称重工位的称重机构(300),所述称重机构(300)包括电子秤(310)和设于所述电子秤(310)的量杯(320)。
9.根据权利要求8所述的点胶装置,其特征在于,所述电子秤(310)具有容纳槽(311),所述量杯(320)可拆卸地设于所述容纳槽(311)中。
10.根据权利要求1或8所述的点胶装置,其特征在于,所述点胶装置还包括滴胶盒(510),所述滴胶盒(510)设于所述称重工位的周围,且所述滴胶盒(510)的顶面设有开口。
技术总结
本申请提供的点胶装置,包括:位于同一机台的点胶工位和称重工位,以及点胶机构;所述点胶工位具有点胶区,所述称重工位具有称重区,所述点胶机构的点胶端可移动至所述点胶区与所述称重区,用于向位于所述点胶区的待点胶件和所述称重区分别点胶,所述称重区用于对所述点胶端的点胶量进行称重测量。本申请实施例中的点胶装置既可以在点胶工位进行点胶作业,又可以在称重工位对点胶量进行称重测量,以保证点胶量的准确度,从而可以有效缓解点胶量过多或过少的问题。
技术研发人员:殷林海,张翊
受保护的技术使用者:捷普电子(新加坡)公司
技术研发日:20230315
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!