一种超声波焊接的二级滤芯的制作方法
本技术涉及一种滤芯,具体涉及一种超声波焊接的二级滤芯。
背景技术:
1、目前市场上的二级滤芯大部分为由使用以下两种结构:一是端盖使用pu胶制作而成;另一种是为钢质端盖,然后通过旋压与滤材连接在一起,第一种类型的二级滤芯密封可靠,但是pu胶无法循环利用,增加制造成本,第二种滤芯因为通过旋压将端盖与滤材连接一起,滤芯的密封性无法得到保证,极易造成发动机造成早磨,因此急需一种密封性好稳定可靠且价格低廉的二级滤芯。
技术实现思路
1、为了解决上述问题,本实用新型的目的是提供一种超声波焊接的二级滤芯。
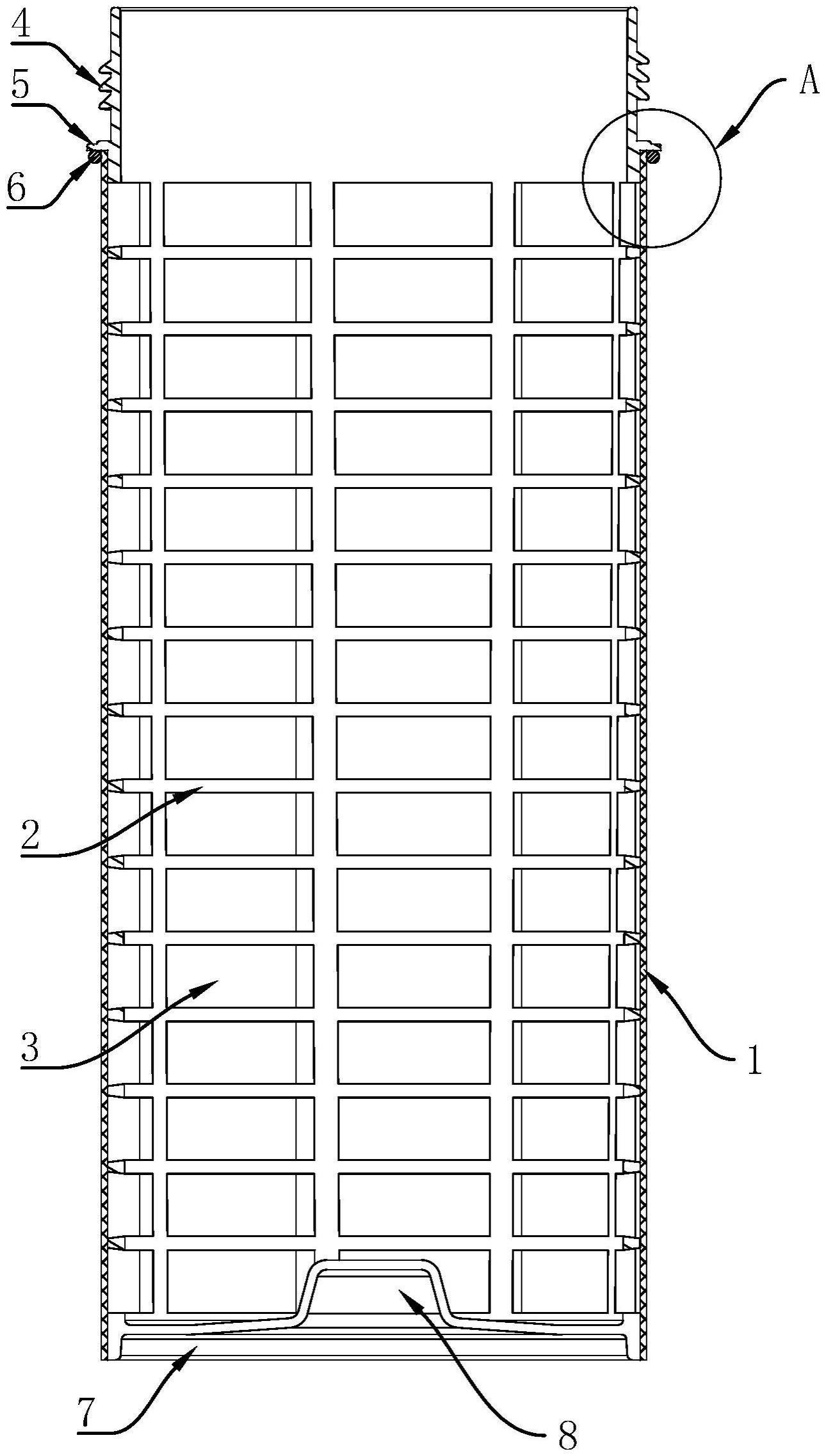
2、为实现上述目的,本实用新型的技术方案为:一种超声波焊接的二级滤芯,包括滤芯骨架和滤材,滤芯骨架顶端开口,滤芯骨架的主体侧壁设置有多个镂空的透气口,顶部的外围设置有螺纹结构,滤材为无纺布,且覆盖在滤芯骨架的外部,滤材与滤芯骨架通过超声波焊接的方式焊接到一起。
3、进一步地,螺纹结构下方的滤芯骨架外侧壁设置有凸起于本体的环形挡圈,环形挡圈下方的滤芯骨架外侧壁套有密封圈。
4、进一步地,滤芯骨架的透气口为方形孔,且相邻的透气口长度宽度均大于其间隔。
5、进一步地,滤芯骨架的为圆筒形,且底部覆盖有端盖。
6、进一步地,滤材加工成圆筒形,且套到滤芯骨架上,滤材的两端分别通过超声波与滤芯骨架焊接在一起。
7、进一步地,端盖的中心设置有向滤芯骨架凹陷的中心凹槽。
8、通过以上设置,本实用新型不仅结构简单,易于加工材料成本低,而且该种滤芯骨架结构与滤材通过摩擦焊接后可以保证经过滤芯骨架的空气完全被滤材过滤,保证了成品滤芯的密封性,有效地保护发动机。
技术特征:
1.一种超声波焊接的二级滤芯,包括滤芯骨架(2)和滤材(1),其特征在于:滤芯骨架(2)顶端开口,滤芯骨架(2)的主体侧壁设置有多个镂空的透气口(3),顶部的外围设置有螺纹结构(4),滤材(1)为无纺布,且覆盖在滤芯骨架(2)的外部,滤材(1)与滤芯骨架(2)通过超声波焊接的方式焊接到一起。
2.如权利要求1所述的一种超声波焊接的二级滤芯,其特征在于:螺纹结构(4)下方的滤芯骨架(2)外侧壁设置有凸起于本体的环形挡圈(5),环形挡圈(5)下方的滤芯骨架(2)外侧壁套有密封圈(6)。
3.如权利要求1所述的一种超声波焊接的二级滤芯,其特征在于:滤芯骨架(2)的透气口(3)为方形孔,且相邻的透气口(3)长度宽度均大于其间隔。
4.如权利要求1所述的一种超声波焊接的二级滤芯,其特征在于:滤芯骨架(2)的为圆筒形,且底部覆盖有端盖(7)。
5.如权利要求4所述的一种超声波焊接的二级滤芯,其特征在于:滤材(1)加工成圆筒形,且套到滤芯骨架(2)上,滤材(1)的两端分别通过超声波与滤芯骨架(2)焊接在一起。
6.如权利要求4所述的一种超声波焊接的二级滤芯,其特征在于:端盖(7)的中心设置有向滤芯骨架(2)凹陷的中心凹槽(8)。
技术总结
一种超声波焊接的二级滤芯,包括滤芯骨架和滤材,滤芯骨架顶端开口,滤芯骨架的主体侧壁设置有多个镂空的透气口,顶部的外围设置有螺纹结构,滤材为无纺布,且覆盖在滤芯骨架的外部,滤材与滤芯骨架通过超声波焊接的方式焊接到一起。本技术不仅结构简单,易于加工材料成本低,而且该种滤芯骨架结构与滤材通过摩擦焊接后可以保证经过滤芯骨架的空气完全被滤材过滤,保证了成品滤芯的密封性,有效地保护发动机。
技术研发人员:王秀华,安瑞花,郑昆,康玲,邓翔
受保护的技术使用者:山东艾泰克环保科技股份有限公司
技术研发日:20230406
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!