一种危废仓库挥发性有机物自动检测及连锁处理装置的制作方法
本技术涉及一种危废仓库挥发性有机物自动检测及连锁处理装置。
背景技术:
1、在危险废物的贮存过程中,会散发出不同成分的废气,为避免此类废气扩散至危废仓库外及仓库内部的操作环境安全,需要对废气进行处理。
2、现有危废仓库大多设置有废气处理装置,例如专利号为cn211636015u的一种危废仓库废气集成处理装置,危废仓库废气集成处理装置包括水喷淋塔组件、氧化塔组件、光催化组件、碱喷淋塔组件、引风机和排气筒;水喷淋塔组件包括水喷淋塔塔体和水泵;氧化塔组件包括氧化塔塔体和氧化剂溶液循环泵;光催化组件包括箱体,箱体内设有过滤系统和光催化系统;碱喷淋塔组件包括碱喷淋塔塔体和碱液循环泵;引风机的进气口与碱喷淋塔塔体的出气口相连,引风机的出气口与排气筒相连。
3、本实施例能够通过水喷淋塔组件初步除去废气中的杂质和溶于水的有害气体,采用氧化塔组件可以去除废气中可以氧化的有害物质;在光催化组件作用下,废气中的有机物质得到进一步降解去除,但其存在的缺陷有:
4、1、氧化剂溶液需定期更换,使用寿命短,成本费较高。
技术实现思路
1、本实用新型旨在解决现有技术中存在的技术问题之一。
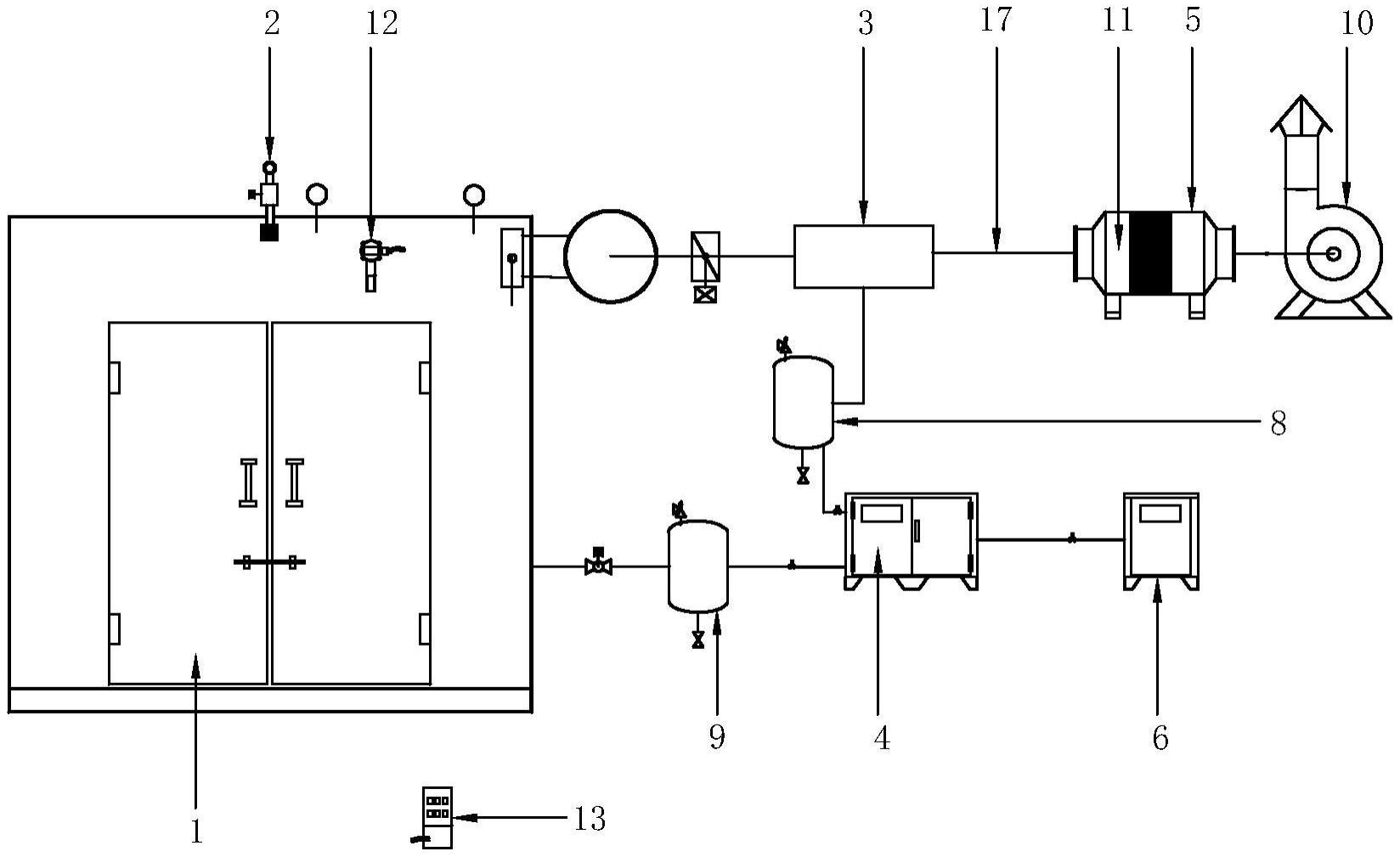
2、本申请提供了一种危废仓库挥发性有机物自动检测及连锁处理装置,包括:危废库、喷淋装置和氧化装置,还包括:
3、氧氮分离单元,其用于过滤压缩空气且分离出氧气和氮气;
4、活性炭吸附单元,其通过管道连接在氧化装置的后端用于吸附净化危废库产生的废气;
5、其中,氧氮分离单元通过管道连接在危废库上。
6、氧氮分离单元包括:
7、空压机,其用于压缩空气;
8、氧氮分离罐,其通过管道与空压机连接。
9、富氧储罐,其通过管道连接在氧氮分离罐和氧化装置之间。
10、氮气储罐,其通过管道连接在氧氮分离罐和危废库之间。
11、活性炭吸附单元包括:
12、离心风机;
13、活性炭吸附罐,其通过管道连接在离心风机和氧化装置之间。
14、废气检测控制仪,其设置在危废库上;
15、plc控制箱,其用于控制废气检测控制仪。
16、高分子膜,其设置在氧氮分离罐内。
17、5a沸石分子筛,其贴合在高分子膜的外端。
18、陶瓷膜,其贴合在5a沸石分子筛的外端。
19、本实用新型的有益效果如下:
20、1、通过氧氮分离罐的设置,分离出了富氧,富氧运输到氧化装置内,提高氧化装置的使用寿命;
21、2、通过废气检测控制仪的设置,数据传送到plc控制箱,使浓度检测数据和vocs废气处理系统进行连锁,保证了危废库内浓度控制安全、有效。
技术特征:
1.一种危废仓库挥发性有机物自动检测及连锁处理装置,包括:危废库(1)、喷淋装置(2)和氧化装置(3),其特征在于,还包括:
2.根据权利要求1所述的一种危废仓库挥发性有机物自动检测及连锁处理装置,其特征在于,所述氧氮分离单元(4)包括:
3.根据权利要求2所述的一种危废仓库挥发性有机物自动检测及连锁处理装置,其特征在于,还包括:
4.根据权利要求2所述的一种危废仓库挥发性有机物自动检测及连锁处理装置,其特征在于,还包括:
5.根据权利要求1所述的一种危废仓库挥发性有机物自动检测及连锁处理装置,其特征在于,所述活性炭吸附单元(5)包括:
6.根据权利要求1所述的一种危废仓库挥发性有机物自动检测及连锁处理装置,其特征在于,还包括:
7.根据权利要求2所述的一种危废仓库挥发性有机物自动检测及连锁处理装置,其特征在于,还包括:
8.根据权利要求7所述的一种危废仓库挥发性有机物自动检测及连锁处理装置,其特征在于,还包括:
9.根据权利要求8所述的一种危废仓库挥发性有机物自动检测及连锁处理装置,其特征在于,还包括:
技术总结
本申请公开了一种危废仓库挥发性有机物自动检测及连锁处理装置,包括:危废库、喷淋装置和氧化装置,还包括:氧氮分离单元,其用于过滤压缩空气且分离出氧气和氮气;活性炭吸附单元,其通过管道连接在氧化装置的后端用于吸附净化危废库产生的废气;其中,氧氮分离单元通过管道连接在危废库上;氧氮分离单元包括:空压机,其用于压缩空气;氧氮分离罐,其通过管道与空压机连接;富氧储罐,其通过管道连接在氧氮分离罐和氧化装置之间,在日常使用中,通过采用上述技术方案,通过氧氮分离罐的设置,分离出了富氧,富氧运输到氧化装置内,提高氧化装置的使用寿命。
技术研发人员:王光武,董晴云,赵宇,周伟,刘晓文
受保护的技术使用者:安吉智慧供销科技服务有限公司
技术研发日:20230423
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!