配浆槽冒灰及易燃易爆气体收尘系统的制作方法
本技术涉及一种配浆槽冒灰及易燃易爆气体收尘系统。
背景技术:
1、配浆槽在作业过程中有概率发生易燃易爆气体闪爆事故,分析原因主要是配浆槽内易燃易爆气体浓度超过爆炸极限,在生产过程中配浆槽在配浆时溢出粉尘,对周围环境造成严重影响,因此对配浆槽构建优化收尘系统,解决配浆槽冒灰及易燃易爆气体富集造成的闪爆风险,并提出一种新的收尘系统。
技术实现思路
1、本实用新型的目的在于提供一种配浆槽冒灰及易燃易爆气体收尘系统,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
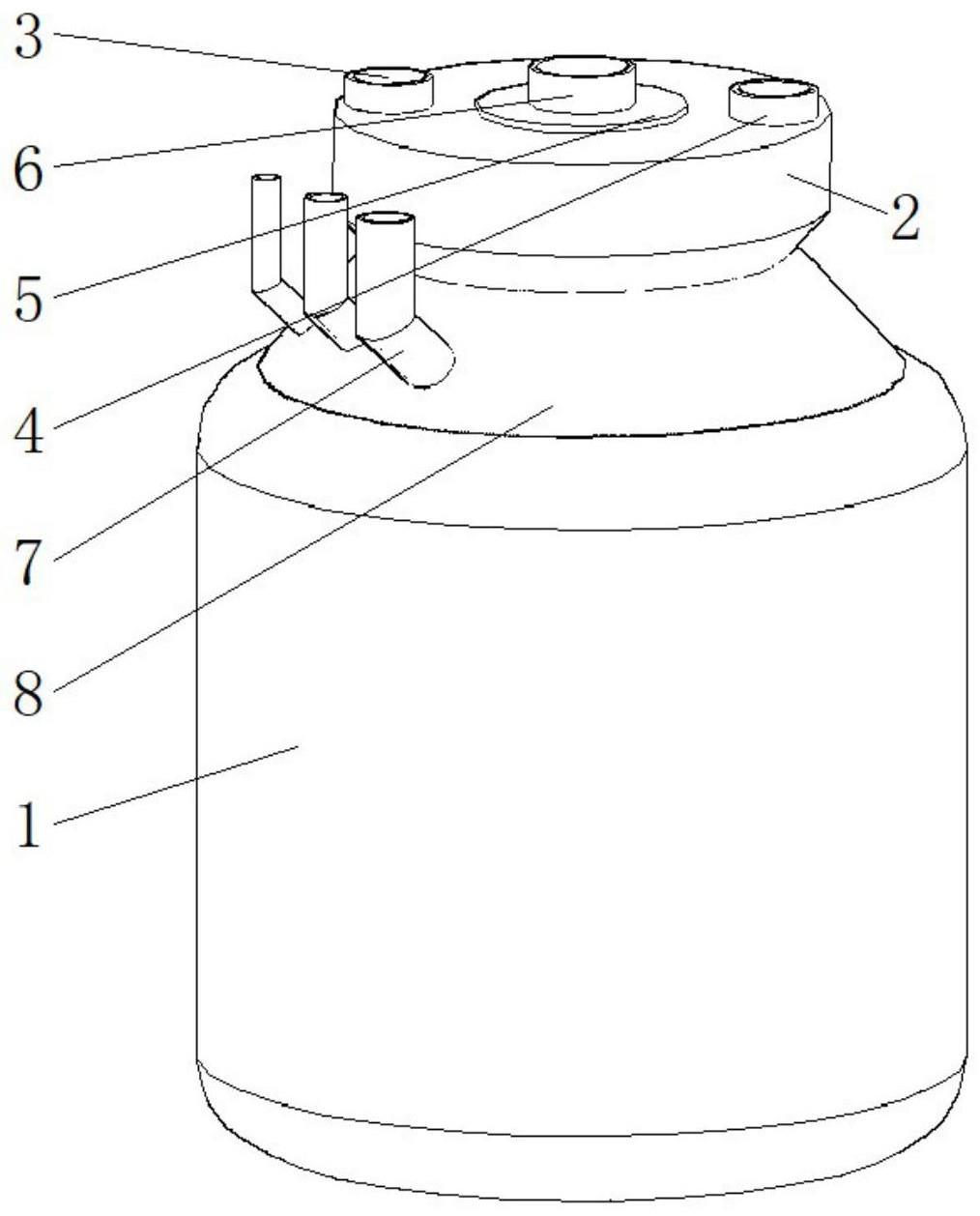
3、配浆槽冒灰及易燃易爆气体收尘系统,包括配浆罐,配浆罐的内部安装隔板,隔板加装电机和搅拌器,搅拌混合配浆罐内部的物料,所述配浆罐的顶部安装有固定的下料器,下料器的顶部连接有进料口和进液口,下料器的内部设置有滑槽,阳极液通过进液口灌入,物料通过进料口进入,阳极液和物料在滑槽内混合输送到配浆罐的内部。
4、作为本实用新型再进一步的方案:所述下料器内部的滑槽呈涡旋状,物料和阳极液在逐层下滑过程中混合。
5、作为本实用新型再进一步的方案:所述进料口与下料器的连通处位于进液口下流的路径上,通过阳极液下流输送物料,防止物料堵塞。
6、作为本实用新型再进一步的方案:所述下料器的内部安装有除尘器,除尘器为倒锥形,且底部为开口,顶部通过除尘环连通收尘风机。
7、作为本实用新型再进一步的方案:所述下料器与配浆罐之间通过支架固定,下料器与配浆罐设置有位于支架外侧的密封管。
8、作为本实用新型再进一步的方案:所述除尘环位于下料器内部的部分为网状,在除尘器内部负压时粉尘通过除尘环的网状部分收集进入。
9、与现有技术相比,本实用新型的有益效果是:
10、1、该配浆槽冒灰及易燃易爆气体收尘系统,通过配浆槽处加设下料器,阳极液先注入,物料后注入,阳极液带动物料进入到配浆罐,物料在配浆槽加入过程中处与阳极液混合,不仅能够起到抑尘的作用,同时还具有防物料堵塞的功能。
11、2、该配浆槽冒灰及易燃易爆气体收尘系统,收尘风机抽出配浆槽内气体形成微负压状态,避免粉尘溢出及可燃气体富集,同时吸取下料器内和配浆罐入料口处的粉尘,以此实现防止粉尘及易燃易爆体外泄的效果。
技术特征:
1.配浆槽冒灰及易燃易爆气体收尘系统,包括配浆罐(1),配浆罐(1)的内部安装隔板(12),隔板(12)加装电机(11)和搅拌器(13),搅拌混合配浆罐(1)内部的物料,其特征在于,所述配浆罐(1)的顶部安装有固定的下料器(2),下料器(2)的顶部连接有进料口(3)和进液口(4),下料器(2)的内部设置有滑槽(10),阳极液通过进液口(4)灌入,物料通过进料口(3)进入,阳极液和物料在滑槽(10)内混合输送到配浆罐(1)的内部。
2.根据权利要求1所述的配浆槽冒灰及易燃易爆气体收尘系统,其特征在于,所述下料器(2)内部的滑槽(10)呈涡旋状,物料和阳极液在逐层下滑过程中混合。
3.根据权利要求1所述的配浆槽冒灰及易燃易爆气体收尘系统,其特征在于,所述进料口(3)与下料器(2)的连通处位于进液口(4)下流的路径上,通过阳极液下流输送物料,防止物料堵塞。
4.根据权利要求1所述的配浆槽冒灰及易燃易爆气体收尘系统,其特征在于,所述下料器(2)的内部安装有除尘器(9),除尘器(9)为倒锥形,且底部为开口,顶部通过除尘环(5)连通收尘风机(6)。
5.根据权利要求1所述的配浆槽冒灰及易燃易爆气体收尘系统,其特征在于,所述下料器(2)与配浆罐(1)之间通过支架(14)固定,下料器(2)与配浆罐(1)设置有位于支架(14)外侧的密封管(8)。
6.根据权利要求4所述的配浆槽冒灰及易燃易爆气体收尘系统,其特征在于,所述除尘环(5)位于下料器(2)内部的部分为网状,在除尘器(9)内部负压时粉尘通过除尘环(5)的网状部分收集进入。
技术总结
本技术公开了一种配浆槽冒灰及易燃易爆气体收尘系统,包括配浆罐,配浆罐的内部安装隔板,隔板加装电机和搅拌器,搅拌混合配浆罐内部的物料,所述配浆罐的顶部安装有固定的下料器,下料器的顶部连接有进料口和进液口,下料器的内部设置有滑槽,阳极液通过进液口灌入,物料通过进料口进入,阳极液和物料在滑槽内混合输送到配浆罐的内部。该配浆槽冒灰及易燃易爆气体收尘系统,具有抑尘、防堵塞和减少粉尘外泄的优点,提高设备生产作业的安全性,保护车间环境。
技术研发人员:贾天将,郭彦仙,孙永祥,张万宝,张少勇
受保护的技术使用者:宁夏天元锰业集团有限公司
技术研发日:20230509
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!