滚压破碎机快速更换齿套装置的制作方法
本技术涉及破碎机,即滚压破碎机快速更换齿套装置。
背景技术:
1、在现有技术中,作为滚压破碎机的主要工作部分,齿柱1和齿套2安装在滚筒上,依靠滚筒巨大的重力作用和电机驱动滚筒旋转前进的动能,将大块高温钢渣破碎,然后进行分离。齿套2因为受到高温和猛烈的撞击摩擦作用,很快会因磨损严重而报废,所以将齿套2和齿柱1设计为分体结构,磨损严重的齿套2可进行单独更换。在更换齿套2时由于钢渣高温蒸汽大等原因工作环境非常闷热,工人劳动强度大,效率低。现场滚压破碎机齿柱1焊接在破碎机筒体表面,将齿套2套入齿柱1,然后用四块肋板9延圆周均布将齿柱1和齿套2套焊接在一起固定(见图4)。
2、每次更换齿套2后,四周需要满焊,焊接工作量大,齿套2材质为耐磨钢,焊接性能差,更换时间长,影响生产节奏。焊接连接为刚性连接,弹性变形小,经常会因为受到冲击力开焊,工作时掉落不易发现而丢失,造成浪费,进而增加了成本和检修时间。
技术实现思路
1、本实用新型的目的是针对上述不足而提供一种齿套采用弹性连接,安装作业时间短,降低劳动强度的滚压破碎机快速更换齿套装置。
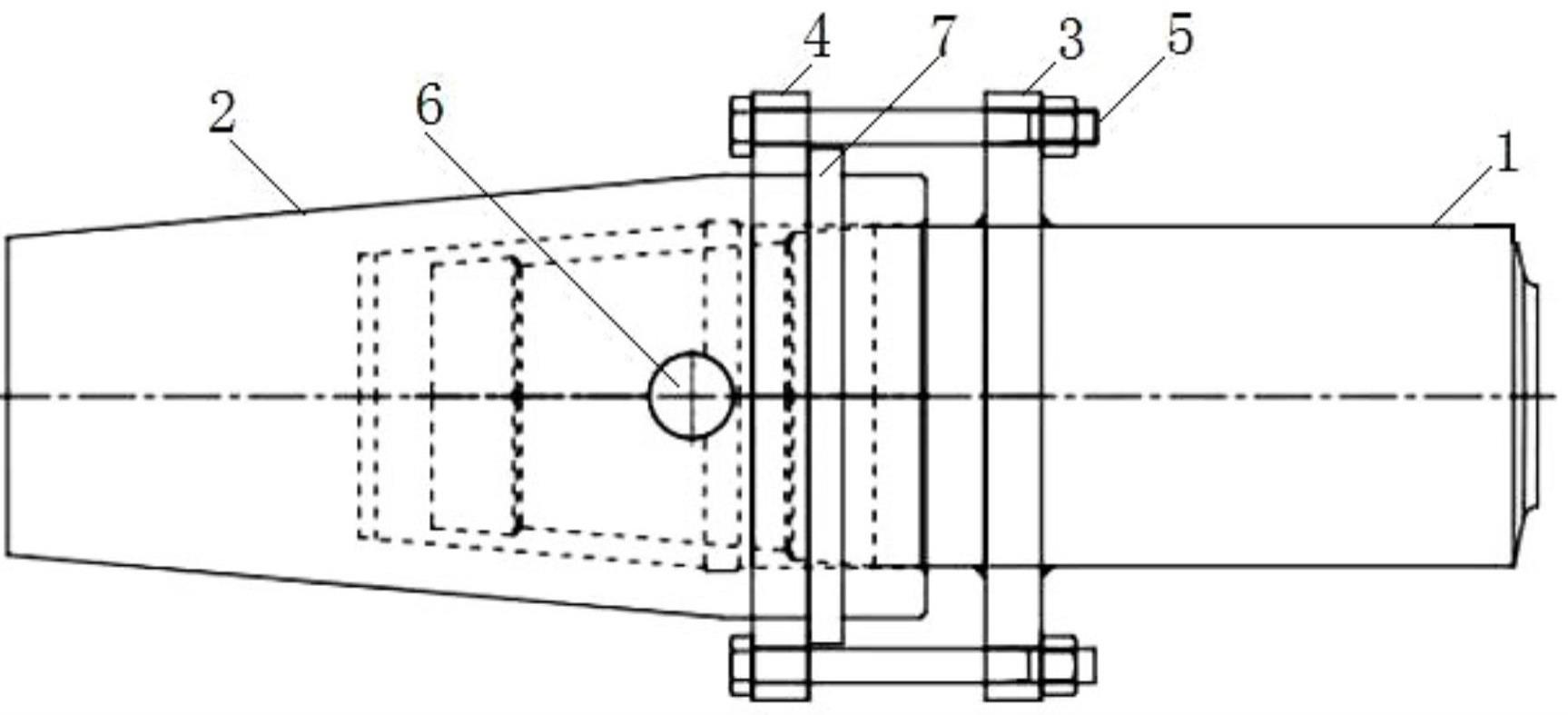
2、本实用新型的技术解决方案是:滚压破碎机快速更换齿套装置,包括齿柱,齿套插在齿柱上,其特征在于在齿柱中部上套焊有第一法兰盘,在齿套端部上套焊有第二法兰盘,齿套插在齿柱后第一法兰盘和第二法兰盘之间通过多个螺栓连接,齿套插在齿柱后二者径向之间有定位销。
3、上述方案中,还包括:
4、在齿套上第二法兰盘右面焊接有圈挡环。
5、本实用新型的优点是:1、采用齿套插在齿柱上后通过第一法兰盘、第二法兰盘及多个螺栓连接、定位销连接,使得整个更换过程无需焊接,将刚性连接转变为弹性连接,只需拆安四个螺栓与定位销,非常方便快捷,工人劳动强度大大降低,更换一个齿套的时间由原来了3小时降低到0.5小时,停机检修时间大幅缩减,提高了设备的利用率,同时也提高了产量。2、螺栓和定位销同时连接,杜绝了齿套掉落丢失现象,也降低了成本。
6、下面将结合附图对本实用新型的实施方式作进一步详细描述。
技术特征:
1.滚压破碎机快速更换齿套装置,包括齿柱(1),齿套(2)插在齿柱(1)上,其特征在于在齿柱(1)中部上套焊有第一法兰盘(3),在齿套(2)端部上套焊有第二法兰盘(4),齿套(2)插在齿柱(1)后第一法兰盘(3)和第二法兰盘(4)之间通过多个螺栓(5)连接,齿套(2)插在齿柱(1)后二者径向之间有定位销(6)。
2.按照权利要求1所述的滚压破碎机快速更换齿套装置,其特征在于在齿套(2)上第二法兰盘(4)右面焊接有圈挡环(7)。
技术总结
本技术涉及破碎机技术领域,即滚压破碎机快速更换齿套装置。它包括齿柱,齿套插在齿柱上,其特征在于在齿柱中部上套焊有第一法兰盘,在齿套端部上套焊有第二法兰盘,齿套插在齿柱后第一法兰盘和第二法兰盘之间通过多个螺栓连接,齿套插在齿柱后二者径向之间有定位销。采用齿套插在齿柱上后通过第一法兰盘、第二法兰盘及多个螺栓连接、定位销连接,使得整个更换过程无需焊接,将刚性连接转变为弹性连接,只需拆安四个螺栓与定位销,非常方便快捷,工人劳动强度大大降低,更换一个齿套的时间由原来了3小时降低到0.5小时,停机检修时间大幅缩减,提高了设备的利用率,同时也提高了产量。
技术研发人员:宋延民,周清,王新涛,柳恩丰,唐海明,李会初,孙邦文,邢向鹏,陈静喆,高相峰,王艳彬
受保护的技术使用者:通化钢铁股份有限公司
技术研发日:20230523
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!