门窗自动打胶机的制作方法
本申请涉及门窗打胶技术的领域,尤其是涉及一种门窗自动打胶机。
背景技术:
1、在门窗生产过程中,边框与玻璃通常分开生产,再通过后续加工工艺将边框与玻璃固定安装在一起,目前的加工工艺中,通常先将玻璃逐一插入边框上的插槽内,再通过玻璃胶将玻璃与边框固定连接在一起,以此提高门窗的密封性。
2、现有技术中,通常采用玻璃打胶枪,通过人工对玻璃与边框进行打胶处理,在使用过程中,因人工存在不稳定性,易出现涂胶不均匀的现象,导致门窗密封性较差。
技术实现思路
1、为了使的门窗加工过程中,涂胶均匀,提高门窗密封性,
2、本申请提供的一种门窗自动打胶机采用如下的技术方案:
3、一种门窗自动打胶机,包括机架、安装于机架上且用于带动门窗运输的运输组件、设于运输组件上方的涂胶机构、带动涂胶机构在二维方向上移动的移动机构,所述涂胶机构设于运输组件正上方,所述涂胶机构包括安装箱体、安装于安装箱体一端的胶枪、用于向胶枪内加压使得胶枪出胶的加压件、安装于安装箱体上用于带动胶枪沿竖直方向移动和带动胶枪转动的驱动件、安装于安装箱体一侧的整平组件,所述胶枪出胶口朝向门窗,所述整平组件包括下端面与胶枪下端面为同一平面的刮板。
4、通过采用上述技术方案,使用过程中,通过运输组件将门窗运输至涂胶机构下方,通过驱动件带动胶枪沿竖直方向移动靠近门窗,使得胶枪出胶口对准边框与玻璃之间的空隙,移动机构带动涂胶机构沿边框与玻璃之间的空隙移动时,胶枪向边框与玻璃之间的空隙注入胶水,使得玻璃与边框之间紧密连接,且刮板跟随胶枪移动的同时,将涂在门窗上的胶水涂抹均匀,使得门窗上每一处的胶水厚度均匀,提高密封性,减少出现在涂胶过程因涂胶不均匀导致门窗密封性较差的情况。
5、可选的,刮板一端转动连接于安装箱体一侧,所述整平组件还包括沿竖直方向安装于安装箱体一侧的移动气缸、用于将移动气缸沿竖直方向移动的力转化为带动刮板在安装箱体体一侧转动的传力构件。
6、通过采用上述技术方案,移动机构带动涂胶机构移动经过拐角处时,通过驱动件带动胶枪转动,使得胶枪的出胶口始终对准边框与玻璃之间的空隙,胶枪转动时,移动气缸沿竖直方向向上移动,通过传力构件带动刮板转动,使得刮板远离胶枪,当胶枪转向完成,且胶枪的出胶口对准边框与玻璃之间的缝隙时,通过移动气缸沿竖直方向向下移动,使得刮板在安装箱体一侧转动,并靠近胶枪,使得刮板下端面与胶枪下端面为同一平面,减少刮板跟随胶枪转动时,刮板与边框碰撞,影响胶枪转动的概率。
7、可选的,传力构件包括转动连接于移动气缸活塞杆一端的转动杆、转动连接于转动杆远离移动气缸一端的连接杆,所述连接杆远离转动杆一端转动连接于刮板上。
8、通过采用上述技术方案,移动气缸活塞杆沿竖直方向向上移动,带动转动杆向上移动,并带动连接杆跟随转动杆向上移动,连接杆带动刮板一侧向上移动,使得刮板在安装箱体一侧转动,并远离胶枪,当胶枪转动完成后,与上述原理相同,通过移动气缸活塞杆沿竖直方向向下移动,带动刮板转动并靠近胶枪,刮板下端面与胶枪下端面为同一平面。
9、可选的,移动机构包括用于带动涂胶机构沿运输组件运输方向的垂直方向移动的第一驱动组件、用于带动涂胶机构沿运输组件运输方向移动的第二驱动组件,第一驱动组件包括运输组件运输方向的垂直方向安装于机架上的滑轨块、沿滑轨块长度方向转动连接于滑轨块上的丝杆、安装于滑轨块上且用于带动丝杆转动的转动电机、沿滑轨块长度方向滑移配合于滑轨块上的移动滑块,所述移动滑块螺纹套设于丝杆上,所述移动滑块朝向运输组件一侧与涂胶机构连接。
10、通过采用上述技术方案,使用过程中,通过转动电机带动丝杆转动,使得移动滑块沿滑轨块长度方向移动,并带动涂胶机构沿滑轨块长度方向移动,使得胶枪沿运输组件运输方向的垂直方向移动,并对门窗上沿运输组件运输方向的垂直方向设置的缝隙进行涂胶。
11、可选的,第二驱动组件包括沿运输组件运输方向安装于机架上的导轨、安装于滑轨块两端的滚轮组、安装于滑轨块上且用于带动滚轮组转动的驱动电机,所述导轨设置有两个,且沿运输组件运输方向对侧设置,所述滚轮组沿运输组件运输方向滚动连接于导轨上。
12、通过采用上述技术方案,通过驱动电机带动滚轮组转动,使得滚轮组在导轨上沿运输组件运输方向移动,并带动涂胶机构沿运输组件运输方向移动,使得胶枪对门窗上沿运输组件运输方向设置的缝隙进行涂胶。
13、可选的,运输组件包括安装于机架上的支架、转动连接于支架上的转动辊组、用于被转动辊组带动传输的传送带、安装于机架上且用于带动转动辊组转动的主动电机、安装于支架上用于夹持并使得门窗保持正向放置的夹持构件。
14、通过采用上述技术方案,使用过程中,先将未固定的门窗放置于传送带上,通过主动电机带动转动辊组转动,使得传送带跟随转动辊组转动,门窗跟随传送带沿运输组件的运输方向移动,当移动至涂胶机构下方时,通过夹持构件对门窗进行夹持使得门窗保持正向设置,减少出现因门窗斜向放置影响涂胶过程的情况。
15、可选的,夹持构件包括夹持板、安装于支架朝向传送带一侧上且用于带动夹持板沿传送带宽度方向移动的驱动气缸,所述夹持板安装于驱动气缸活塞杆顶端。
16、通过采用上述技术方案,通过驱动气缸活塞杆带动夹持板沿传送带宽度方向移动使得夹持板对门窗进行夹持,并使得门窗保持正向放置。
17、可选的,运输组件还包括用于使得玻璃位于边框插槽中部的抵接构件,所述抵接构件包括安装于传送带上的抵接块,且所述抵接块包括第一抵接块、沿竖直方向滑动套设于第一抵接块上的第二抵接块、用于锁定第一抵接块和第二抵接块的锁紧件,所述第二抵接块固定连接于传送带上。
18、通过采用上述技术方案,将门窗放置于传送带上的抵接块上,使得玻璃保持在插槽中部,以此使得门窗两面所涂胶的厚度一致,有利于提高密封性,当运输组件所要运输的门窗大小厚度不一时,玻璃距离传送带的距离也不同,提高调松锁紧件,使得第一抵接块沿竖直方向滑动连接于第二抵接块内,调整到所需高度时,调紧锁紧件,使得第一抵接块与第二抵接块之间稳定连接,通过调整抵接块高度,来适应不同型号的门窗,使得玻璃始终位于插槽中部。
19、综上所述,本申请包括以下至少一种有益技术效果:
20、1.涂胶过程中,通过挡板使得每处胶水厚度一致,利于提高密封性;
21、2.门窗运输过程中,通过夹持构件对门窗进行纠偏,有助于后续涂胶;
22、3.涂胶过程中,通过抵接块使得玻璃位于插槽中部,使得门窗两面胶水厚度一致,提高门窗密封性。
技术特征:
1.一种门窗自动打胶机,其特征在于:包括机架、安装于机架上且用于带动门窗运输的运输组件、设于运输组件上方的涂胶机构、带动涂胶机构在二维方向上移动的移动机构,所述涂胶机构设于运输组件正上方,所述涂胶机构包括安装箱体(17)、安装于安装箱体(17)一端的胶枪(18)、用于向胶枪(18)内加压使得胶枪出胶的加压件、安装于安装箱体(17)上用于带动胶枪(18)沿竖直方向移动和带动胶枪(18)转动的驱动件(19)、安装于安装箱体(17)一侧的整平组件,所述胶枪(18)出胶口朝向门窗,所述整平组件包括下端面与胶枪(18)下端面为同一平面的刮板(20)。
2.根据权利要求1所述门窗自动打胶机,其特征在于:所述刮板(20)一端转动连接于安装箱体(17)一侧,所述整平组件还包括沿竖直方向安装于安装箱体(17)一侧的移动气缸(21)、用于将移动气缸(21)沿竖直方向移动的力转化为带动刮板(20)在安装箱体(17)体一侧转动的传力构件。
3.根据权利要求2所述门窗自动打胶机,其特征在于:所述传力构件包括转动连接于移动气缸(21)活塞杆一端的转动杆(23)、转动连接于转动杆(23)远离移动气缸(21)一端的连接杆(22),所述连接杆(22)远离转动杆(23)一端转动连接于刮板(20)上。
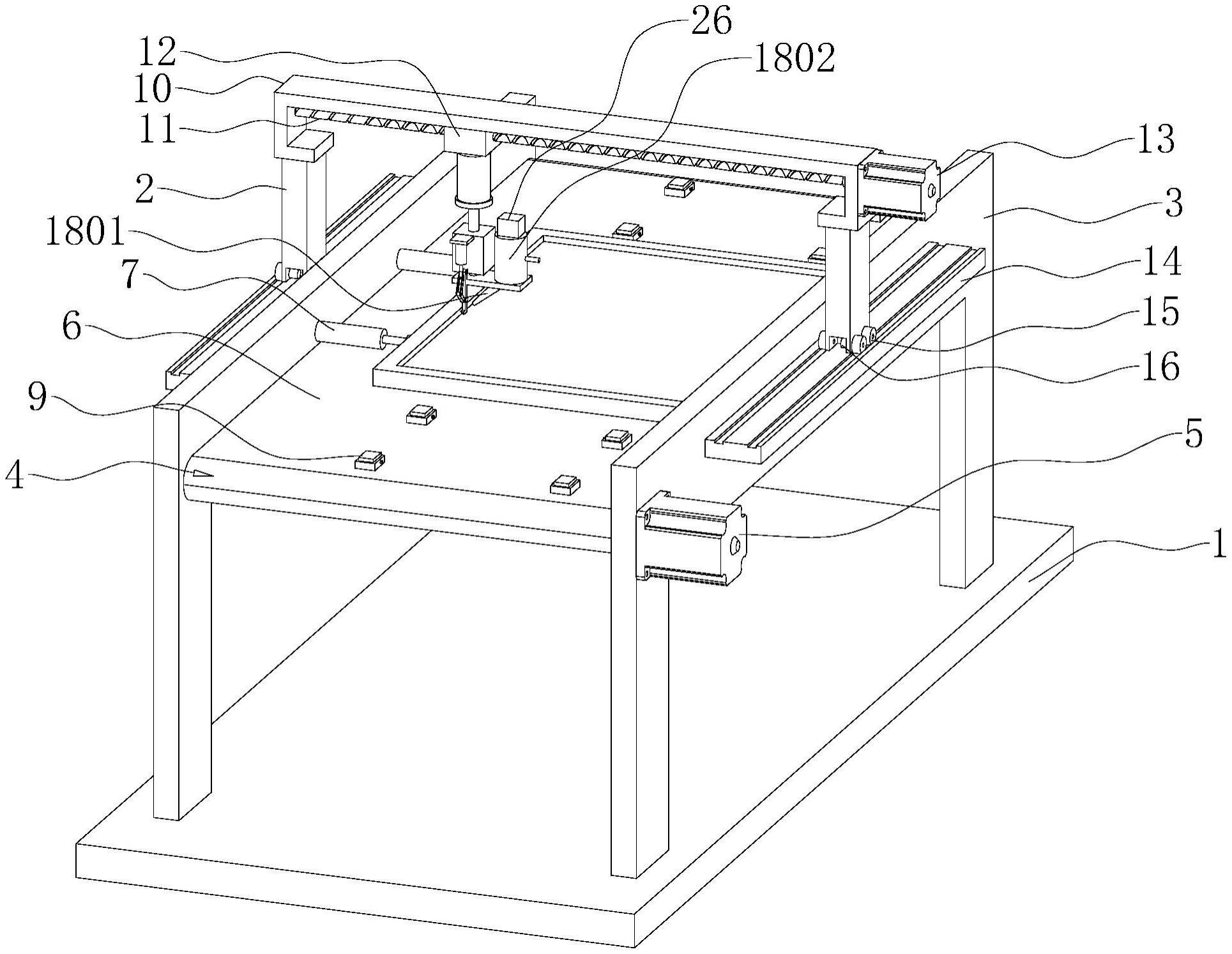
4.根据权利要求1所述门窗自动打胶机,其特征在于:所述移动机构包括用于带动涂胶机构沿运输组件运输方向的垂直方向移动的第一驱动组件、用于带动涂胶机构沿运输组件运输方向移动的第二驱动组件,第一驱动组件包括运输组件运输方向的垂直方向安装于机架上的滑轨块(10)、沿滑轨块(10)长度方向转动连接于滑轨块(10)上的丝杆(11)、安装于滑轨块(10)上且用于带动丝杆(11)转动的转动电机(13)、沿滑轨块(10)长度方向滑移配合于滑轨块(10)上的移动滑块(12),所述移动滑块(12)螺纹套设于丝杆(11)上,所述移动滑块(12)朝向运输组件一侧与涂胶机构连接。
5.根据权利要求4所述门窗自动打胶机,其特征在于:所述第二驱动组件包括沿运输组件运输方向安装于机架上的导轨(14)、安装于滑轨块(10)两端的滚轮组(15)、安装于滑轨块(10)上且用于带动滚轮组(15)转动的驱动电机(16),所述导轨(14)设置有两个,且沿运输组件运输方向对侧设置,所述滚轮组(15)沿运输组件运输方向滚动连接于导轨(14)上。
6.根据权利要求1所述门窗自动打胶机,其特征在于:所述运输组件包括安装于机架上的支架(3)、转动连接于支架(3)上的转动辊组(4)、用于被转动辊组(4)带动传输的传送带(6)、安装于机架上且用于带动转动辊组(4)转动的主动电机(5)、安装于支架(3)上用于夹持并使得门窗保持正向放置的夹持构件。
7.根据权利要求6所述门窗自动打胶机,其特征在于:所述夹持构件包括夹持板(8)、安装于支架(3)朝向传送带(6)一侧上且用于带动夹持板(8)沿传送带(6)宽度方向移动的驱动气缸(7),所述夹持板(8)安装于驱动气缸(7)活塞杆顶端。
8.根据权利要求6所述门窗自动打胶机,其特征在于:所述运输组件还包括用于使得玻璃位于边框插槽中部的抵接构件,所述抵接构件包括安装于传送带(6)上的抵接块(9),且所述抵接块(9)包括第一抵接块(901)、沿竖直方向滑动套设于第一抵接块(901)上的第二抵接块(902)、用于锁定第一抵接块(901)和第二抵接块(902)的锁紧件(903),所述第二抵接块(902)固定连接于传送带(6)上。
技术总结
本申请涉及一种门窗自动打胶机,包括机架、运输组件、涂胶机构、移动机构,涂胶机构包括安装箱体、胶枪、加压件、驱动件、整平组件,胶枪出胶口朝向门窗,整平组件包括下端面与胶枪下端面为同一平面的刮板。使用过程中,通过运输组件将门窗运输至涂胶机构下方,通过驱动件带动胶枪沿竖直方向移动靠近门窗,使得胶枪出胶口对准边框与玻璃之间的空隙,移动机构带动涂胶机构沿边框与玻璃之间的空隙移动时,胶枪向边框与玻璃之间的空隙注入胶水,使得玻璃与边框之间紧密连接,且刮板跟随胶枪移动的同时,将涂在门窗上的胶水涂抹均匀,使得门窗上每一处的胶水厚度均匀,提高密封性,减少出现在涂胶过程因涂胶不均匀导致门窗密封性较差的情况。
技术研发人员:夏建军,沈笑天,叶文栋
受保护的技术使用者:浙江大建装饰工程有限公司
技术研发日:20230524
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!