一种阀及喷釉模块的制作方法
本技术涉及喷釉装置,尤其涉及一种阀及喷釉模块。
背景技术:
1、喷釉工艺是釉料喷涂至载体上以形成纹理或图案的工艺。现有技术中一般通过喷釉模块进行喷釉,目前的一种喷釉模块,包括釉料分配器和阀,釉料分配器上具有用于输送釉料的液体输送通道以及与液体输送通道连通的喷釉孔,上述阀用于封堵或打开喷釉孔从而控制喷釉孔开关,是喷釉模块中的关键部分。
2、示例性地,上述阀包括外壳、驱动件、阀芯、阀头以及封堵件等零件,其中,驱动件和阀芯均设置在外壳内,阀头固定在外壳头部,以固定阀各零件,封堵件设置在阀芯前端并对应至釉料分配器的喷釉孔的后侧。
3、釉料分配器中还设有用于安装上述阀的安装孔,安装孔连通液体输送通道。其中阀头固定在安装孔中,以使阀芯的前端以及封堵件伸入液体输送通道并对应至喷釉孔的后侧,阀的另一部分(外壳的后部)伸出安装孔的后方。由于釉料在液体输送通道内加压输送,釉料极易通过安装孔溢出或者经过阀芯流入外壳内部,导致阀损坏或者喷釉模块渗漏等故障。
技术实现思路
1、本实用新型实施例为了解决现有技术中的阀工作时,釉料极易通过安装孔溢出或者经过阀芯流入外壳内部,导致阀损坏或者喷釉模块渗漏等故障的技术问题,提供一种阀及喷釉模块。
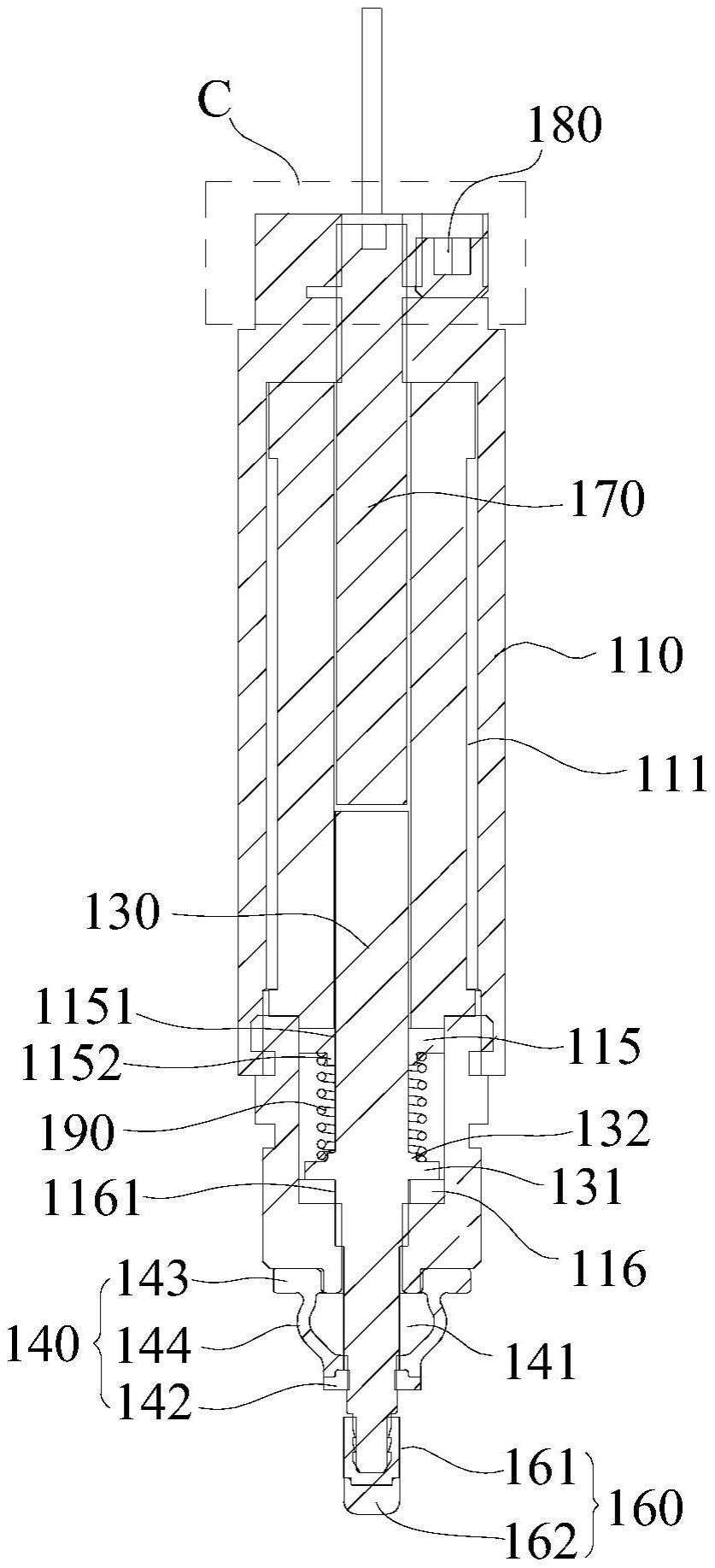
2、为了解决上述技术问题,一方面,本实用新型实施例提供了一种阀,安装于釉料分配器上,所述釉料分配器内设有输送通道,所述釉料分配器上设有与所述输送通道连通的喷釉孔以及与所述喷釉孔相对的安装孔,所述阀安装于所述安装孔以控制所述喷釉孔的开关;所述阀包括:
3、外壳,其内部限定出安装空腔,于所述外壳的前端设有用于封盖所述安装空腔的阀头,所述阀头匹配安装于所述安装孔;
4、驱动件,设于所述安装空腔内;
5、动阀芯,设于所述安装空腔内且其前端从所述阀头伸出,所述动阀芯被配置为由所述驱动件驱动其沿工作方向移动;以及
6、密封件,其被配置为筒状,所述密封件内限定出通孔,所述通孔贯穿至所述密封件的前端和后端,所述密封件包括分别位于其前端和后端的第一抱紧部和密封部,所述密封部套接于所述阀头,以使所述阀头与所述安装孔密封配合,所述动阀芯经所述通孔贯穿所述密封件,所述第一抱紧部沿所述动阀芯的周向抱紧所述动阀芯。
7、在一些实施例中,所述阀还包括:
8、封堵件,设置于所述动阀芯的前端;
9、所述封堵件包括第二抱紧部和封堵部,所述第二抱紧部抱紧所述动阀芯的前端,所述封堵部与所述喷釉孔相对;
10、所述第二抱紧部的硬度大于所述封堵部的硬度。
11、在一些实施例中,所述第二抱紧部的邵氏硬度为85-95a;所述封堵部的邵氏硬度为15-25a。
12、在一些实施例中,所述密封件还包括位于所述第一抱紧部和所述密封部之间的波纹伸缩部;
13、所述第一抱紧部的硬度大于所述波纹伸缩部的硬度。
14、在一些实施例中,所述第一抱紧部的邵氏硬度为80a以上;
15、所述密封部和/或所述波纹伸缩部的邵氏硬度为35-45a。
16、在一些实施例中,所述阀还包括:
17、静阀芯,设于所述安装空腔内且与所述动阀芯同轴;所述动阀芯沿所述工作方向移动至其行程末端时与所述静阀芯相抵;所述静阀芯被配置为沿所述工作方向和所述工作方向的反方向移动其位置,以调节所述动阀芯的行程。
18、在一些实施例中,所述阀还包括:
19、螺接件,所述外壳的后端设有阀芯孔、缝隙和调节螺孔,所述静阀芯的后端收容于所述阀芯孔,所述缝隙沿所述外壳的横截面设置,所述缝隙的两端分别为开口端和封闭端,所述缝隙的两侧分别设有第一侧壁和第二侧壁,所述阀芯孔穿过所述缝隙以使所述开口端和所述封闭端分别位于在所述阀芯孔的两侧,所述调节螺孔位于所述阀芯孔与所述开口端之间,所述调节螺孔从所述外壳的后端面向前延伸至所述第一侧壁,所述螺接件螺接所述调节螺孔且其前端抵接第二侧壁;
20、其中,所述螺接件具有预紧位置和锁紧位置,位于预紧位置的所述螺接件撑开所述缝隙的开口端至第一宽度以使所述静阀芯处于预紧状态;位于锁紧位置的所述螺接件撑开所述缝隙的开口端至第二宽度以使所述静阀芯处于锁紧状态,所述第二宽度大于所述第一宽度。
21、在一些实施例中,所述阀还包括:
22、复位件,连接所述动阀芯,所述复位件被配置为驱动所述动阀芯沿所述工作方向的反方向移动而复位。
23、在一些实施例中,所述阀还包括:
24、导向扶正套,固定于所述安装空腔内,所述导向扶正套上设有贯穿其厚度方向的第一导向孔,所述导向扶正套的前侧还设有第一导正结构;以及
25、前限位扶正片,固定于所述安装空腔内并位于所述导向扶正套的前方,所述前限位扶正片上设有贯穿其厚度方向的第二导向孔;
26、沿所述动阀芯的周向在其侧面上设有一圈限位凸部,所述限位凸部位于所述导向扶正套和所述前限位扶正片之间,所述动阀芯复位时,所述限位凸部与所述前限位扶正片相抵接;
27、其中,所述限位凸部的后侧设有第二导正结构,所述复位件为弹簧,所述弹簧的两端分别套在所述第一导正结构和所述第二导正结构上,所述动阀芯依次穿过所述第一导向孔、所述弹簧和所述第二导向孔。
28、另一方面,本实用新型实施例还提供了一种喷釉模块,包括釉料分配器以及所述的阀。
29、实施本实用新型实施例,具有如下有益效果:该阀通过密封件的密封部使阀头与安装孔密封配合,从而避免釉料经过阀头与安装孔之间向外渗出;在密封部套接阀头的基础上,该阀还通过密封件的第一抱紧部沿动阀芯的周向抱紧动阀芯,从而在动阀芯能够移动的情况下,避免釉料经动阀芯与阀头的间隙流入外壳中。
技术特征:
1.一种阀,其特征在于,安装于釉料分配器上,所述釉料分配器内设有输送通道,所述釉料分配器上设有与所述输送通道连通的喷釉孔以及与所述喷釉孔相对的安装孔,所述阀安装于所述安装孔以控制所述喷釉孔的开关;所述阀包括:
2.如权利要求1所述的阀,其特征在于,还包括:
3.如权利要求2所述的阀,其特征在于,所述第二抱紧部的邵氏硬度为85-95a;所述封堵部的邵氏硬度为15-25a。
4.如权利要求1所述的阀,其特征在于,所述密封件还包括位于所述第一抱紧部和所述密封部之间的波纹伸缩部;
5.如权利要求4所述的阀,其特征在于,所述第一抱紧部的邵氏硬度为80a以上;
6.如权利要求1至5中任一项所述的阀,其特征在于,还包括:
7.如权利要求6所述的阀,其特征在于,还包括:
8.如权利要求1至5中任一项所述的阀,其特征在于,还包括:
9.如权利要求8所述的阀,其特征在于,还包括:
10.一种喷釉模块,其特征在于,包括釉料分配器以及如权利要求1至9中任一项所述的阀。
技术总结
本技术公开了一种阀及喷釉模块。该阀包括外壳、驱动件、动阀芯以及密封件。外壳内部限定出安装空腔,于外壳的前端设有用于封盖安装空腔的阀头,阀头匹配安装于安装孔。驱动件设于安装空腔内。动阀芯设于安装空腔内且其前端从阀头伸出,动阀芯被配置为由驱动件驱动其沿工作方向移动。密封件被配置为筒状,密封件内限定出通孔,通孔贯穿至密封件的前端和后端,密封件包括分别位于其前端和后端的第一抱紧部和密封部,密封部套接于阀头,以使阀头与安装孔密封配合,从而避免釉料经过阀头与安装孔之间渗出。动阀芯经通孔贯穿密封件,第一抱紧部沿动阀芯的周向抱紧动阀芯,从而在动阀芯能够移动的情况下,避免釉料经动阀芯与阀头的间隙流入外壳。
技术研发人员:张勉,秦迎军,唐成
受保护的技术使用者:佛山市赛普飞特科技有限公司
技术研发日:20230613
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!