输送线定位结构及点胶机的制作方法
本技术涉及点胶机相关,特别是涉及输送线定位结构及点胶机。
背景技术:
1、点胶机又称涂胶机、滴胶机、打胶机、灌胶机等,专门对流体进行控制并将流体点滴、涂覆于产品表面或产品内部的自动化机器,可实现三维、四维路径点胶。
2、点胶机进行点胶作业时产品需要停止于预定位置,目前大多通过设置相应的定位结构阻挡产品,以将产品定位停止于预定位置;
3、但是,为保证点胶效率,现阶段点胶机轨道在输送产品时速度相对较快,从而导致产品与定位结构碰撞时存在损伤产品的可能。
技术实现思路
1、基于此,有必要针对目前的点胶机输送线的产品定位结构有可能损伤产品的问题,提供一种不易损伤产品的输送线定位结构及点胶机。
2、本申请首先提供一种输送线定位结构,包括基座以及卡舌组件;所述卡舌组件包括卡舌气缸、卡舌以及阻挡件,所述卡舌气缸固设于所述基座,且能够驱动所述卡舌沿竖直方向移动;所述卡舌可活动地连接于所述卡舌气缸的移动端,以使得所述卡舌具有初始状态以及抵压状态,所述卡舌在产品的挤压下能够由所述初始状态改变至所述抵压状态;所述阻挡件与所述基座相对固定,所述卡舌与所述阻挡件相抵时所述卡舌处于所述抵压状态,所述阻挡件能够限制所述产品以及所述卡舌的活动极限位置。
3、在其中一个实施例中,所述卡舌与所述卡舌气缸的移动端转动连接,所述阻挡件相对于该转动连接位置位于沿所述产品输送方向的一侧,且所述抵压状态下所述卡舌的底面与所述阻挡件相抵。
4、在其中一个实施例中,所述输送线定位结构还包括位于所述卡舌组件沿所述产品输送方向相反侧的载盘组件,所述载盘组件包括固设于基座的载盘气缸以及固设于所述载盘气缸移动端的载盘,所述载盘气缸能够驱动所述载盘沿竖直方向移动至所述载盘承托所述产品并使得所述产品与输送线脱离。
5、在其中一个实施例中,所述卡舌上转动连接有滚轮,所述抵压状态下所述滚轮位于所述卡舌的顶端。
6、在其中一个实施例中,所述输送线定位结构还包括到位传感器,所述到位传感器与所述载盘气缸电连接,所述卡舌活动至所述抵压状态时触发所述到位传感器。
7、本申请第二方面提供一种点胶机,包括输送结构、第一箱体、三轴结构、点胶结构以及视觉模块;所述输送结构包括输送线以及上述的输送线定位结构,所述基座相对于所述第一箱体固定,所述视觉模块设置于所述第一箱体且与所述载盘正对,以检测所述产品在所述输送结构上的位置;所述三轴结构固设于所述第一箱体,所述点胶结构固设于所述三轴结构的移动端,所述三轴结构能够驱动所述点胶结构沿xyz三轴方向运动以实现对所述输送结构上产品的点胶操作。
8、在其中一个实施例中,所述点胶机还包括位于所述第一箱体侧面的第二箱体,所述输送线以及所述基座可拆卸地固设于所述第二箱体;所述第一箱体侧面开设有容置腔,所述三轴结构设置于所述容置腔内部且能够驱动所述点胶结构伸出所述容置腔至与所述输送结构对应。
9、在其中一个实施例中,所述第一箱体具有沿z轴方向与所述第二箱体对应的突出部,所述视觉模块设置于所述突出部。
10、在其中一个实施例中,所述输送线沿自身长度方向依次分为上料工位、点胶工位以及下料工位,其中所述点胶工位与所述三轴结构对应,所述输送线定位结构设置于所述点胶工位。
11、在其中一个实施例中,所述点胶工位的长度大于等于所述三轴结构沿所述输送线长度方向的极限移动范围。
12、上述驱动线定位结构,产品在输送线的带动下与初始状态的卡舌碰撞,通过卡舌由初始状态改变至抵压状态以消耗产品的动量,从而达到一定缓冲效果,进而在实现对产品止动定位的前提下,避免因产品与卡舌的碰撞导致产品发生损坏,有效提高了产品的良品率。
技术特征:
1.一种输送线定位结构,其特征在于,包括基座(10)以及卡舌组件(20);
2.根据权利要求1所述的输送线定位结构,其特征在于,所述卡舌(22)与所述卡舌气缸(21)的移动端转动连接,所述阻挡件(23)相对于该转动连接位置位于沿所述产品(1)输送方向的一侧,且所述抵压状态下所述卡舌(22)的底面与所述阻挡件(23)相抵。
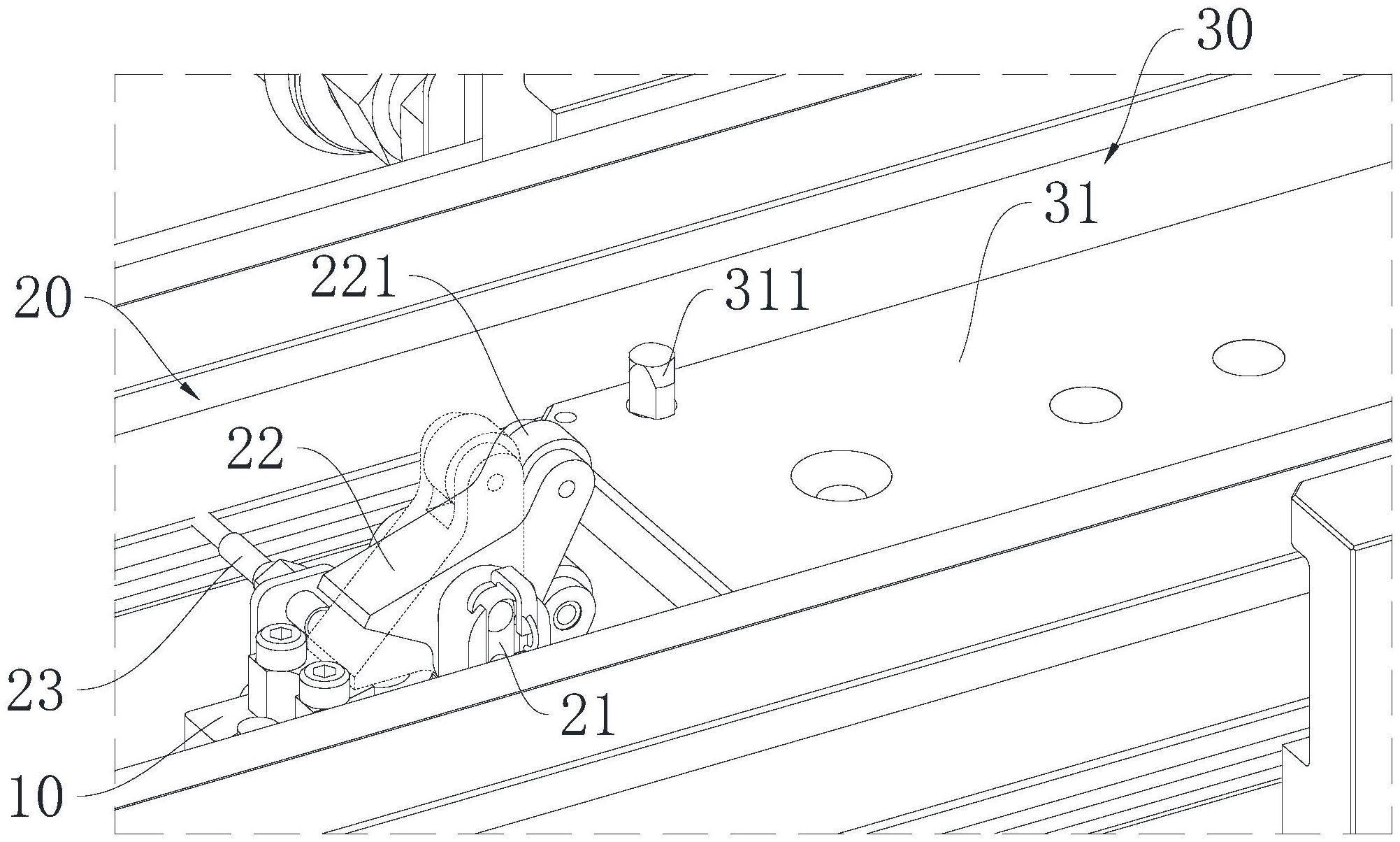
3.根据权利要求1所述的输送线定位结构,其特征在于,所述输送线定位结构还包括位于所述卡舌组件(20)沿所述产品(1)输送方向相反侧的载盘组件(30),所述载盘组件(30)包括固设于基座(10)的载盘气缸以及固设于所述载盘气缸移动端的载盘(31),所述载盘气缸能够驱动所述载盘(31)沿竖直方向移动至所述载盘(31)承托所述产品(1)并使得所述产品(1)与输送线(110)脱离。
4.根据权利要求3所述的输送线定位结构,其特征在于,所述卡舌(22)上转动连接有滚轮(221),所述抵压状态下所述滚轮(221)位于所述卡舌(22)的顶端。
5.根据权利要求3所述的输送线定位结构,其特征在于,所述输送线定位结构还包括到位传感器,所述到位传感器与所述载盘气缸电连接,所述卡舌(22)活动至所述抵压状态时触发所述到位传感器。
6.一种点胶机,其特征在于,包括输送结构(100)、第一箱体(200)、三轴结构(300)、点胶结构(400)以及视觉模块(500);所述输送结构(100)包括输送线(110)以及如权利要求1~5中任意一项所述的输送线定位结构,所述基座(10)相对于所述第一箱体(200)固定,所述视觉模块(500)设置于所述第一箱体(200)且与所述输送线定位结构正对,以检测所述产品(1)在所述输送结构(100)上的位置;所述三轴结构(300)固设于所述第一箱体(200),所述点胶结构(400)固设于所述三轴结构(300)的移动端,所述三轴结构(300)能够驱动所述点胶结构(400)沿xyz三轴方向运动以实现对所述输送结构(100)上产品的点胶操作。
7.根据权利要求6所述的点胶机,其特征在于,所述点胶机还包括位于所述第一箱体(200)侧面的第二箱体(600),所述输送线(110)以及所述基座(10)可拆卸地固设于所述第二箱体(600);所述第一箱体(200)侧面开设有容置腔(210),所述三轴结构(300)设置于所述容置腔(210)内部且能够驱动所述点胶结构(400)伸出所述容置腔(210)至与所述输送结构(100)对应。
8.根据权利要求7所述的点胶机,其特征在于,所述第一箱体(200)具有沿z轴方向与所述第二箱体(600)对应的突出部(220),所述视觉模块(500)设置于所述突出部(220)。
9.根据权利要求6所述的点胶机,其特征在于,所述输送线(110)沿自身长度方向依次分为上料工位(110a)、点胶工位(110b)以及下料工位(110c),其中所述点胶工位(110b)与所述三轴结构(300)对应,所述输送线定位结构设置于所述点胶工位(110b)。
10.根据权利要求9所述的点胶机,其特征在于,所述点胶工位(110b)的长度大于等于所述三轴结构(300)沿所述输送线(110)长度方向的极限移动范围。
技术总结
本技术涉及一种输送线定位结构及点胶机。该输送线定位结构包括基座以及卡舌组件;卡舌组件包括卡舌气缸、卡舌以及阻挡件,卡舌气缸固设于基座,且能够驱动卡舌沿竖直方向移动;卡舌可活动地连接于卡舌气缸的移动端,以使得卡舌具有初始状态以及抵压状态,卡舌在产品的挤压下能够由初始状态改变至抵压状态;阻挡件与基座相对固定,卡舌与阻挡件相抵时卡舌处于抵压状态,阻挡件能够限制产品以及卡舌的活动极限位置;产品在输送线带动下与初始状态的卡舌碰撞,通过卡舌由初始状态改变至抵压状态以消耗产品的动量,从而达到一定缓冲效果,进而在实现对产品止动定位的前提下,避免因产品与卡舌的碰撞导致产品发生损坏,有效提高了产品的良品率。
技术研发人员:吴祥子,赵志,金艳平,黄晨帆,李晓芬,孙磊,陈彬
受保护的技术使用者:浙江大华智联有限公司
技术研发日:20230621
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!