汽车接线座壳体与钣金件密封胶涂灌工装的制作方法
本技术涉及密封胶涂灌,具体为汽车接线座壳体与钣金件密封胶涂灌工装。
背景技术:
1、新能源汽车越来越受到人们的关注,其中底座接线座壳体和钣金件的密封问题是一个需要解决的关键技术之一。目前,市场上已经有一些利用密封胶涂灌的方法来实现新能源汽车底座接线座壳体与钣金件的密封。
2、但是现有的密封胶涂灌工装一次只能对一件产品进行涂灌,工作效率低,而且涂灌过程中产品容易偏移位置,使得密封胶涂到产品上的孔内,导致产品上的孔被堵塞。
技术实现思路
1、针对现有技术的不足,本实用新型提供了汽车接线座壳体与钣金件密封胶涂灌工装,解决了上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
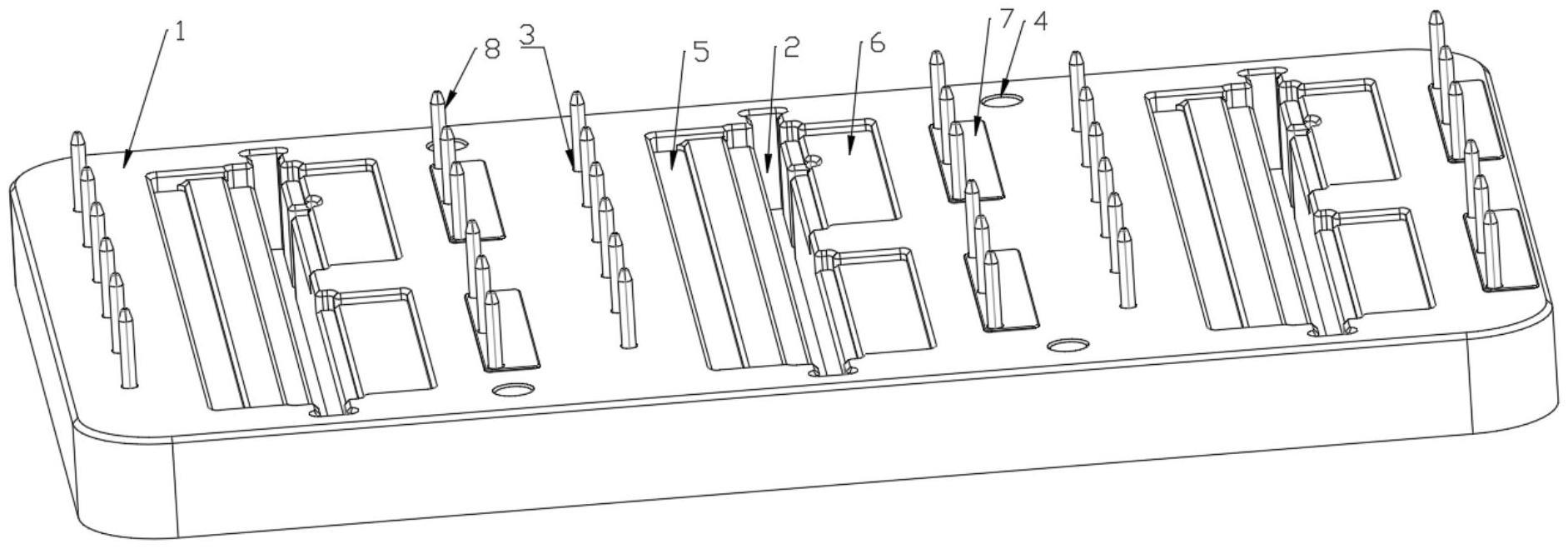
3、汽车接线座壳体与钣金件密封胶涂灌工装,包括固定板,所述固定板设置有两块,所述固定板上沿着长边方向等间距设置有三个贯穿的放置槽,所述放置槽的前后两侧等间距设置有若干个圆孔,所述固定板靠近两侧长边的位置各设置有两个贯穿的定位孔,所述放置槽的一侧设置有第一凹槽,所述放置槽的另一侧设置有两个第二凹槽,所述固定板靠近第二凹槽的位置设置有凸块,所述固定板的圆孔内放置有圆柱。
4、优选的,所述放置槽的长度与形状由产品决定。
5、优选的,所述第一凹槽内设置有与产品形状相同的凸起,第一凹槽的一侧边缘与放置槽的一侧边缘连通。
6、优选的,所述第二凹槽的形状由产品决定,第二凹槽的一侧边缘与放置槽的另一侧边缘连通。
7、优选的,所述凸块设置有三组,每组两个,分别位于第二凹槽的同一侧,且每组凸块均以固定板的中线对称。
8、优选的,所述设置在放置槽两侧的圆孔,一侧位于固定板的上表面且靠近第一凹槽,另一侧位于凸块的上表面。
9、优选的,所述圆孔的数量由产品上的孔的数量决定,且位置与产品上的孔的位置对应。
10、优选的,所述圆孔的直径与圆柱的直径相同,且与产品上的孔的直径相同。
11、优选的,所述放置槽、定位孔、第一凹槽、第二凹槽、凸块以及圆孔的边缘均设置有倒角。
12、与现有技术相比,本实用新型的有益效果是:
13、通过设置三组放置槽、第一凹槽、第二凹槽,使一个固定板上能够同时放置三个产品,同时对三个产品进行密封胶涂灌,大大提高了工作效率。
14、根据产品形状设置放置槽、第一凹槽与第二凹槽,使得产品能够更稳定地放置在固定板上,避免发生偏移;通过设置圆孔与圆柱,将圆柱的一端放置在圆孔内,另一端伸入产品上的孔内,既能够进一步提高产品放置在固定板上的稳定性,又能够避免密封胶将产品上的孔堵塞。
技术特征:
1.汽车接线座壳体与钣金件密封胶涂灌工装,包括固定板(1),其特征在于:所述固定板(1)设置有两块,所述固定板(1)上沿着长边方向等间距设置有三个贯穿的放置槽(2),所述放置槽(2)的前后两侧等间距设置有若干个圆孔(3),所述固定板(1)靠近两侧长边的位置各设置有两个贯穿的定位孔(4),所述放置槽(2)的一侧设置有第一凹槽(5),所述放置槽(2)的另一侧设置有两个第二凹槽(6),所述固定板(1)靠近第二凹槽(6)的位置设置有凸块(7),所述固定板(1)的圆孔(3)内放置有圆柱(8)。
2.根据权利要求1所述的汽车接线座壳体与钣金件密封胶涂灌工装,其特征在于:所述放置槽(2)的长度与形状由产品决定。
3.根据权利要求1所述的汽车接线座壳体与钣金件密封胶涂灌工装,其特征在于:所述第一凹槽(5)内设置有与产品形状相同的凸起,第一凹槽(5)的一侧边缘与放置槽(2)的一侧边缘连通。
4.根据权利要求1所述的汽车接线座壳体与钣金件密封胶涂灌工装,其特征在于:所述第二凹槽(6)的形状由产品决定,第二凹槽(6)的一侧边缘与放置槽(2)的另一侧边缘连通。
5.根据权利要求1所述的汽车接线座壳体与钣金件密封胶涂灌工装,其特征在于:所述凸块(7)设置有三组,每组两个,分别位于第二凹槽(6)的同一侧,且每组凸块(7)均以固定板(1)的中线对称。
6.根据权利要求1所述的汽车接线座壳体与钣金件密封胶涂灌工装,其特征在于:所述设置在放置槽(2)两侧的圆孔(3),一侧位于固定板(1)的上表面且靠近第一凹槽(5),另一侧位于凸块(7)的上表面。
7.根据权利要求6所述的汽车接线座壳体与钣金件密封胶涂灌工装,其特征在于:所述圆孔(3)的数量由产品上的孔的数量决定,且位置与产品上的孔的位置对应。
8.根据权利要求1所述的汽车接线座壳体与钣金件密封胶涂灌工装,其特征在于:所述圆孔(3)的直径与圆柱(8)的直径相同,且与产品上的孔的直径相同。
9.根据权利要求1所述的汽车接线座壳体与钣金件密封胶涂灌工装,其特征在于:所述放置槽(2)、定位孔(4)、第一凹槽(5)、第二凹槽(6)、凸块(7)以及圆孔(3)的边缘均设置有倒角。
技术总结
本技术公开了汽车接线座壳体与钣金件密封胶涂灌工装,包括固定板,所述固定板设置有两块,所述固定板上沿着长边方向等间距设置有三个贯穿的放置槽,所述放置槽的前后两侧等间距设置有若干个圆孔,所述固定板靠近两侧长边的位置各设置有两个贯穿的定位孔,所述放置槽的一侧设置有第一凹槽,所述放置槽的另一侧设置有两个第二凹槽,所述固定板靠近第二凹槽的位置设置有凸块,所述固定板的圆孔内放置有圆柱。本技术主要是通过设置三组放置槽,使密封胶涂灌工装能够同时对三个产品进行加工,再通过设置凹槽、凸块与圆柱,使产品能够更平稳得放置在涂灌工装上,并且避免加工时密封胶堵塞产品上的孔。
技术研发人员:黄道锡,王梓
受保护的技术使用者:江苏正通电子股份有限公司
技术研发日:20230627
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!