圆锥制砂机智能制砂系统的制作方法
本技术涉及一种采用现有技术实现全流程智能制造机制砂的圆锥制砂机智能制砂系统,属机制砂制造领域。
背景技术:
1、cn112774833a、名称“制砂系统及制砂方法”该立式辊压机包括:进料机构,磨辊组,磨盘组,传动臂,下壳体和电机;所述进料机构包括:入料斗和下料管;入料斗包括多个向内凹陷的环形台阶,下料管内衬耐磨材料。该流水线包括上述立式辊压机,以及振动给料机,水平筛,组合式选粉机,拌湿机,第一输送机构,第二输送机构和第三输送机构;本实用新型能够实现将干法制砂的工艺应用于硬岩制砂领域,提升了混凝土的原料可选范围,降低了产品的制备成本。其不足之处:设备维护成本高,工人劳动强度大,制砂效果不佳。
技术实现思路
1、设计目的:避免背景技术中的不足之处,设计一种采用现有技术实现全流程智能制造机制砂的圆锥制砂机智能制砂系统,实现制砂过程中砂石大小的自动分筛、分类、回笼,过铁、过流、过载的自动调节及自动保护。
2、设计方案:为了实现上述设计目的。本实用新型在本申请人所制造现有产品的基础上,根据多年来矿山厂家制砂过程中所遇到的各种各样的问题而有针对性的设计,并将这种设计付诸实践而实用新型的。具体体现在:
3、1、plc控制器作为本系统的控制心脏,贯穿整个系统,担负对毛料运输设备、棒条给料机、鄂破、圆锥破碎机、初级振动筛、喂料机、给料机、单缸液压圆锥制砂机、振动筛、捞砂机、洗砂机、脱水筛工作状态的统筹按排、检测及保护。
4、2、棒条给料机负责将毛料运输设备运来的石料进行初级破碎,并通过检测设备由plc控制器控毛料运输设备给制棒条给料机的喂料量。因为棒条给料机由一对性能参数完全相同的振动电机为激振源,当两台振动电机以相同的角速度作反向运转时,其偏心块所产生的惯性力在特定的相位重复叠加或抵消,从而产生巨大的合成激振动力,使棒条给料机的机体在支承弹簧上形成强制振动动力,带动物料在料槽上作滑动及抛掷运动,使物料不断前移同时除掉石料上的泥土细碎物料,达到相对洁净给料目的。同时当物料通过槽体上的筛条时,较小料可透过筛条间隙而落下,不经过下道的破碎工序,即可起到筛分的效果,将微小石料直接通输送带输送至振动筛。
5、3、鄂破在plc控制器的控制下,将来自棒条给料机输出的相对洁净石料进行破碎,使破碎后的石料源源不断地通过输送带输送到初级振动筛振动筛分。
6、4、初级振动筛在plc控制器的控制下,对来自鄂破的石料通过初级振动筛分完成三种不同规格的筛分,大块石料通过输送带输送到圆锥破碎机进行二次碾破碎,0-5mm机制砂则直接通过输送带输送到捞砂机进行后续处;而处于大块石料和5mm之上的石料则通过输送带进入中间料场中的喂料机。
7、5、圆锥破碎机是本申请人的在先专利,它能够将来自振动筛的回笼石料进行碾压破碎,再次进入初级振动筛进行筛分,筛分出0-5mm机制砂则直接通过输送带输送到捞砂机进行后续处,其余的则通过输送带进入中间料场中的喂料机。
8、6、中间料场喂料机的给料量根据plc控制器事先设定其料仓中料位高低来调节,并通过输送带将喂料机输出砂石输送至给料机,给料机把块状、颗粒状物料从料仓中均匀、连续地喂料到单缸液压圆锥制砂机,由单缸液压圆锥制砂机碾压制机制砂,制出的机制砂通过输送带至振动筛进行筛选。
9、7、单缸液压圆锥制砂机系本申请人的在先专利,将来给料机的石料进行碾压制砂,并通过输送带输送自振动筛,振动筛分完成四种不同规格的筛分,大块石料通过输送带输送到圆锥破碎机进行二次碾破碎,0-5mm机制砂则直接通过输送带输送到捞砂机进行后续处;5-16mm机制砂输送到成品堆, 16-31.5mm机制砂输送到成品堆,大于31.5mm石料通过回笼输送带回笼到圆锥制砂机进行二次碾压制砂。
10、8、由于石料来源为多种多样,因此石料中有时不免会混入铁块等杂物。为了保证系统的正常运行,本申请在系统中设置有用于设备保的电流过流装置,过载保护装置,单缸液压圆锥破碎机或制砂机的快速液压保护装置,以及停机保护装置。
11、本实用新型与背景技术相比,一是设备维护成本低,二是智能化控制制砂,消除劳动强度,只需在控制台监控,即可完成制砂;三是制砂效果好。
技术特征:
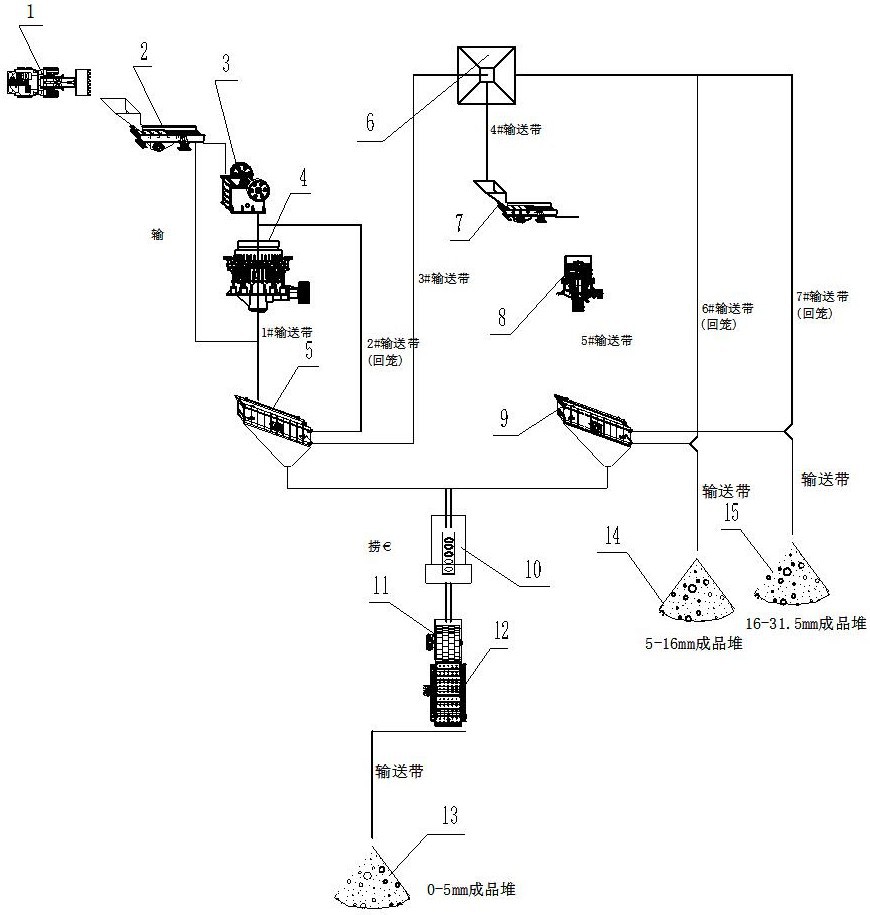
1.一种圆锥制砂机智能制砂系统,包括plc控制器,其特征是:毛料运输设备(1)给棒条给料机(2)进料口喂料,棒条给料机(2)振动筛分出料口通过输送带至初级振动筛(5)进料口、棒条给料机(2)溜槽滑动抛掷出料口通过输送带至鄂破(3)进料口,鄂破(3)出料口通过输送带至初级振动筛(5)进料口,初级振动筛(5)筛分出料口通过输送带至捞砂机(10)进料口,捞砂机(10)出料口的出料进入洗砂机(11),洗砂机(11)出料口的出料进入脱水筛(12),脱水筛(12)出口堆砂地为0-5mm机制砂成品堆(13),初级振动筛(5)振动出料口一路通过回笼输送带至圆锥破碎机(4)的进料口、一路至喂料机(6),圆锥破碎机(4)的出料口通过输送带至初级振动筛(5)进料口;喂料机(6)出料口通过输送带至给料机(7)进料口,给料机(7)出料口通过输送带至单缸液压圆锥制砂机(8)的进料口,单缸液压圆锥制砂机(8)出料口通过输送带至振动筛(9)进料口,振动筛(9)筛分出料口通过输送带至捞砂机(10)进料口,振动筛(9)振动出料口将大于31.5mm石料通过回笼输送带至喂料机(6)进料口、将至5-16mm机制砂通过输送带至5-16mm机制砂成品堆14处、将16-31.5mm机制砂通过输送带至16-31.5mm机制砂成品堆15处。
2.根据权利要求1所述的圆锥制砂机智能制砂系统,其特征是:0-5mm机制砂成品堆13输送带、5-16mm机制砂成品堆14输送带和16-31.5mm机制砂成品堆15输送带上分别设有用于观测并统计石料大小检测探头和用于累计输送量数据的传感器。
技术总结
本技术涉及一种采用现有技术实现全流程智能制造机制砂的圆锥制砂机智能制砂系统,控制器作为本系统的控制心脏,贯穿整个系统,担负对毛料运输设备、棒条给料机、鄂破、圆锥破碎机、初级振动筛、喂料机、给料机、单缸液压圆锥制砂机、振动筛、捞砂机、洗砂机、脱水筛工作状态的统筹按排、检测及保护。优点:可以使制砂生产线高效、精准、稳定的运行,大幅度提高破碎效率、制砂效果,降低工人劳动强度,设备维护成本,同时也降低了人为因素对破碎过程的干扰,大大提高了安全性。
技术研发人员:蔡学仪,胡建华,姜洪平,许宗炎
受保护的技术使用者:浙江双金机械集团股份有限公司
技术研发日:20230709
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!