一种域控制器底盖自动点胶、翻转和装配装置的制作方法
本技术涉及域控制器生产线设备,具体涉及一种域控制器底盖自动点胶、翻转和装配装置。
背景技术:
1、域控制器的底盖安装主要涉及以下几个环节:点胶、装配和锁附,具体是将底盖涂胶后组装于倒置的域控制器主体(即由顶盖、主板、风扇等部件组装后的域控制器主体)上,再通过螺丝将底盖锁紧固定。我们在现有自动化装配过程中发现,用于底盖供料的料框在长时间使用后会发生磨损,磨损程度不均匀的情况下,底盖摆放呈轻微倾斜,虽然不会影响涂胶,但在装配环节,经相机拍照检测,底盖和域控制器主体之间装配间隙过大,无法满足预设的装配间隙要求,程序即会做出底盖和域控制器主体之间装配不到位,不能进行后续螺丝锁附操作的判断,导致产线停机,需要人工按压调整,影响装配效率。
2、为此,我们提出一种域控制器底盖自动点胶、翻转和装配装置。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了一种域控制器底盖自动点胶、翻转和装配装置,克服了现有技术的不足,设计合理,稳定性好,解决了因底盖摆放呈轻微倾斜,导致底盖和域控制器主体装配后,两者装配间隙过大,导致产线停机,影响装配效率的技术问题。
3、(二)技术方案
4、为实现以上目的,本实用新型通过以下技术方案予以实现:
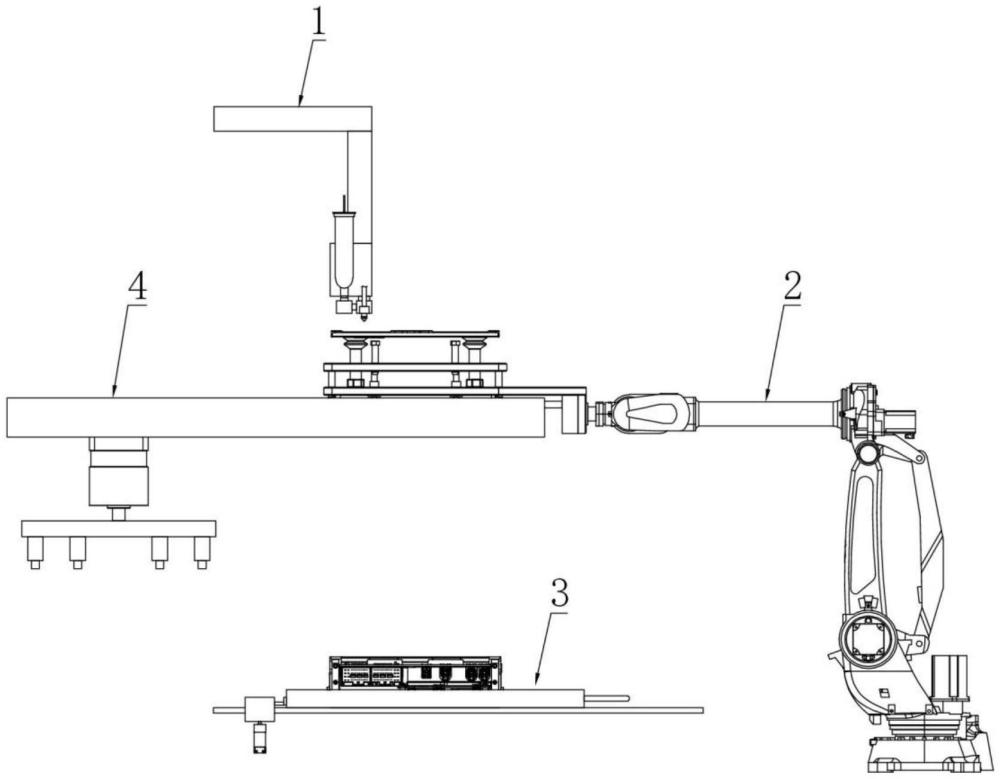
5、一种域控制器底盖自动点胶、翻转和装配装置,包括点胶机构、底盖转移机构和主体转移机构;
6、所述底盖转移机构包括底盖吸附单元和机械臂,所述底盖吸附单元用于吸附固定底盖,所述机械臂的输出端安装有旋转驱动件,所述旋转驱动件的输出端连接底盖吸附单元,所述机械臂用于将吸附单元于料框、点胶机构和装配工位之间转移,所述旋转驱动件用于带动吸附单元旋转使得底盖翻转朝向;
7、其特征在于:
8、所述吸附单元包括吸附结构和脱附结构;
9、所述吸附结构包括固定基板、吸盘、真空罩壳和连接管,所述固定基板通过第一连接支架与旋转驱动件的输出端连接,四个所述吸盘安装于固定基板下并呈矩形分布,所述真空罩壳安装于固定基板上,所述连接管安装于真空罩壳一侧,所述连接管、真空罩壳和吸盘依次连通;
10、所述脱附结构包括移动基板、导柱组件和基准柱;所述移动基板平行设置于固定基板的下方并通过导柱组件与固定基板沿竖向导向配合,部分导柱上安装有驱动移动基板向上复位的第一弹性件,若干所述基准柱安装于移动基板下部;
11、所述吸盘的密封唇部设置于移动基板的下方、其柄部贯穿移动基板后连接固定基板;
12、该装置还包括压紧机构,所述压紧机构包括顶板、压紧件、压紧气缸和平移单元,所述顶板与固定基板平行设置并高于固定基板,所述顶板下部固定有压紧件,所述压紧件与导柱一一对应,所述压紧气缸通过第二连接支架与平移单元的输出端连接,所述平移单元的输送方向与输送单元的输送方向平行设置。
13、进一步的,所述第一弹性件为弹簧,所述弹簧套设于导柱上并且两端抵靠固定基板的上端面和导柱顶部的限位凸缘。
14、进一步的,所述基准柱的下端螺纹连接有调节螺母。
15、进一步的,所述主体转移机构包括治具和输送单元,所述治具用于定位、承载域控制器主体,所述输送单元用于将治具输送至装配工位。
16、更进一步的,所述输送单元为双列皮带输送机构或双列滚柱输送机构,位于两列皮带或滚柱之间设有控制输送机构启停的开关,该开关的壳体安装于升降气缸上、其按键通过延长杆连接限位块。
17、进一步的,所述治具包括底板、端面基准块、销子基准座、压紧块和第二弹性件,所述底板上部左侧安装有端面基准块、销子基准座,所述底板上部右侧安装有压紧块、销子基准座和第二弹性件,所述压紧块相对于底板滑动设置并能够在第二弹性件的作用下将域控制器主体压紧贴合于端面基准块内侧基准面上,所述销子基准座设有开口朝上并左右贯穿的定位凹槽,该定位凹槽与定位域控制器主体两侧的定位销定位配合。
18、(三)有益效果
19、本实用新型提供了一种域控制器底盖自动点胶、翻转和装配装置,具备以下有益效果:
20、1、压紧机构的压紧件与脱附结构的导柱配合,将移动基板连同安装于移动基板下部的基准柱同步下移,将底盖压紧于域控制器主体上,消除底盖因摆放轻微倾斜对装配间隙造成的影响,减少停机按压调整,提高装配效率。
21、2、底盖较薄,若其平整度稍差,也会导致底盖和域控制器主体之间装配间隙过大情况的发生,通过设置若干基准柱,对底盖进行多点按压调整,提高底盖平整度,以减小装配间隙,另外,底盖与域控制器主体还通过胶粘连,能够维持底盖调整后的形貌,消除底盖因自身平整度对装配间隙造成的影响,减少停机按压调整,提高装配效率。
技术特征:
1.一种域控制器底盖自动点胶、翻转和装配装置,包括点胶机构、底盖转移机构和主体转移机构;
2.如权利要求1所述的一种域控制器底盖自动点胶、翻转和装配装置,其特征在于:所述第一弹性件为弹簧,所述弹簧套设于导柱上并且两端抵靠固定基板的上端面和导柱顶部的限位凸缘。
3.如权利要求1所述的一种域控制器底盖自动点胶、翻转和装配装置,其特征在于:所述基准柱的下端螺纹连接有调节螺母。
4.如权利要求1所述的一种域控制器底盖自动点胶、翻转和装配装置,其特征在于:所述主体转移机构包括治具和输送单元,所述治具用于定位、承载域控制器主体,所述输送单元用于将治具输送至装配工位。
5.如权利要求4所述的一种域控制器底盖自动点胶、翻转和装配装置,其特征在于:所述输送单元为双列皮带输送机构或双列滚柱输送机构,位于两列皮带或滚柱之间设有控制输送机构启停的开关,该开关的壳体安装于升降气缸上、其按键通过延长杆连接限位块。
6.如权利要求4所述的一种域控制器底盖自动点胶、翻转和装配装置,其特征在于:所述治具包括底板、端面基准块、销子基准座、压紧块和第二弹性件,所述底板上部左侧安装有端面基准块、销子基准座,所述底板上部右侧安装有压紧块、销子基准座和第二弹性件,所述压紧块相对于底板滑动设置并能够在第二弹性件的作用下将域控制器主体压紧贴合于端面基准块内侧基准面上,所述销子基准座设有开口朝上并左右贯穿的定位凹槽,该定位凹槽与定位域控制器主体两侧的定位销定位配合。
技术总结
本技术涉及域控制器生产线设备技术领域,提供了一种域控制器底盖自动点胶、翻转和装配装置,解决了因底盖摆放呈轻微倾斜,导致底盖和域控制器主体装配后,两者装配间隙过大,致使产线停机,影响装配效率的技术问题。该装置包括点胶机构、底盖转移机构和主体转移机构;其特征在于:底盖转移机构包括安装于机械臂的吸附单元,吸附单元包括吸附结构和脱附结构;脱附结构包括移动基板、导柱组件和基准柱;移动基板平行设置于吸附结构的固定基板下方并通过导柱组件与其导向配合,部分导柱上安装有驱动移动基板向上复位的弹性件,基准柱安装于移动基板下部;该装置还包括压紧机构,压紧机构用于带动导柱、移动基板和基准柱下移以压紧调整底盖。
技术研发人员:司运涛,卢杰,邓少林,李昌,郭卫礼
受保护的技术使用者:无锡车联天下信息技术有限公司
技术研发日:20230829
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!