全连续双组分聚酯产品生产系统的制作方法
本技术涉及一种聚酯生产系统,尤其涉及一种全连续双组分聚酯产品生产系统,属于聚酯生产。
背景技术:
1、聚酯产品主要包括由对苯二甲酸(pta)和乙二醇(eg)经过缩聚产生的聚对苯二甲酸乙二酯(pet),习惯上还包括由对苯二甲酸(pta)和1,3-丙二醇(pdo)经过缩聚产生的聚对苯二甲酸丙二酯(ptt)、由对苯二甲酸(pta)和1,4-丁二醇(bdo)经过缩聚产生的聚对苯二甲酸丁二酯(pbt)、由丁二酸(sa)和1,4-丁二醇(bdo)经过缩聚产生的聚丁二酸丁二醇酯(pbs)、由对苯二甲酸(pta)、乙二醇(eg)和1,4-环己烷二甲醇(chdm)三种单体用酯交换法缩聚产生的petg等。
2、由于pet产品与ptt、pbs类,所使用的液相载体不同(eg、pdo、bdo),导致日常的装置不能够兼容,市场灵活性差,竞争力不够。目前业主对于高粘熔体需求较多,要求能够在常规粘度熔体与高粘粘熔体之间自由切换,日常获取高粘熔体是采用固相聚合的方式;但是带来的问题是,固相聚合占地空间大(加上防火间距),设备投资高,并且运行费用高。
3、以公开号为cn218689332u的中国实用新型专利为例,该实用新型公开了一种全连续多品种扩链改性聚酯生产系统,该聚酯生产系统中,从终缩聚釜排出的熔体温度为220~250℃,经过前过滤器过滤后,进入熔体冷却器,将熔体温度降低至160~200℃,再注入扩链剂进行扩链反应。熔体冷却器中熔体的温度高于热媒介质,由热媒介质需要将熔体多余的热量带走,熔体冷却器对于循环的热媒而言为放热单元。由于整个聚酯生产线均采用共用热媒供热系统,为满足整个生产线的最高温度要求,热媒供给管送出的热媒温度必须高于各用热单元中热媒循环温度的最高值。对于热媒循环温度较低的放热单元,则必须另设热媒冷却器等对热媒进行降温,造成热量的浪费。
技术实现思路
1、本实用新型的目的在于,克服现有技术中存在的问题,提供一种全连续双组分聚酯产品生产系统,可以满足petg、ptt、pbs等多个高粘度聚酯产品的全连续生产,还可以兼容pbat等生物降解类的聚合物产品,产品质量好,生产能耗低。
2、为解决以上技术问题,本实用新型的一种全连续双组分聚酯产品生产系统,包括:
3、终缩聚釜,入口与预聚物冷却器的出口相连;
4、终缩熔体输送泵,入口与所述终缩聚釜的出料口相连;
5、终缩熔体过滤器,入口与所述终缩熔体输送泵的出口相连;
6、增粘釜,入口与所述终缩熔体过滤器的出口相连;
7、高粘熔体输送泵,入口与所述增粘釜的出料口相连;
8、高粘熔体过滤器,入口与所述高粘熔体输送泵的出口相连;
9、熔体增压泵,入口与所述高粘熔体过滤器的出口相连;
10、熔体冷却器,入口与所述熔体增压泵的出口相连;
11、复合拉膜模头或复合片材模头或复合纺丝箱体,分别设有两个组分入口,第一组分入口与所述熔体冷却器的出料口相连,第二组分入口与第二组分过滤器的出口相连,第二组分过滤器的入口与第二组分螺杆挤出机的出口相连,第二组分螺杆挤出机的入口与第二组分料仓的出口相连。
12、作为本实用新型的改进,所述终缩聚釜、终缩熔体输送泵、终缩熔体过滤器及增粘釜设置在所述复合拉膜模头所在的拉膜楼内,或设置在复合片材模头所在的片材加工车间内,或设置在复合纺丝箱体所在的纺丝车间内。
13、作为本实用新型的进一步改进,所述高粘熔体输送泵、高粘熔体过滤器、熔体增压泵及熔体冷却器与所述复合拉膜模头或复合片材模头或者复合纺丝箱体处于同一楼层或处于上、下楼层。
14、作为本实用新型的进一步改进,所述复合拉膜模头或复合片材模头或者复合纺丝箱体设置在所述终缩聚釜所在的聚合楼内。
15、作为本实用新型的进一步改进,所述终缩熔体过滤器的出口与增粘釜的入口之间设有第一切换阀,所述高粘熔体过滤器的出口与所述熔体增压泵的入口之间设有第二切换阀,所述第一切换阀的中间出口通过超越管道与所述第二切换阀的中间入口相连。
16、作为本实用新型的进一步改进,所述第二切换阀的主出口与第三切换阀的入口相连,所述第三切换阀的中间出口与所述熔体增压泵的入口相连,所述第三切换阀的主出口与切粒机的进料口相连。
17、作为本实用新型的进一步改进,还设有两个打浆釜,两打浆釜的浆料出口分别与各自的酯化一釜相连,两酯化一釜的物料出口分别通过酯化物输送泵与酯化二釜的进料口相连,酯化二釜的出料口与第一缩聚釜的进料口相连,第一缩聚釜的出料口与第二缩聚釜的进料口相连,第二缩聚釜的出料口与预聚物输送泵的入口相连,预聚物输送泵的出口与预聚物过滤器的入口相连,预聚物过滤器的出口与所述预聚物冷却器的入口相连。
18、作为本实用新型的进一步改进,所述酯化二釜的出料管中设有注射阀,所述注射阀的注入口连接有添加剂注入管,所述注射阀的主出口与静态混合器的入口相连,所述静态混合器的出口与所述第一缩聚釜的进料口相连。
19、作为本实用新型的进一步改进,所述酯化一釜的气相口与第一酯化工艺塔的进气口相连,所述酯化二釜的气相口与第二酯化工艺塔的进气口相连,所述第一酯化工艺塔及第二酯化工艺塔的底部分别设有酯化工艺塔热媒盘管,所述酯化工艺塔热媒盘管的出口通过热媒连接管与所述熔体冷却器的壳程入口相连,所述熔体冷却器的壳程出口通过热媒回流管与热媒循环泵的入口相连,所述热媒循环泵的出口管道与两酯化工艺塔热媒盘管的入口相连。
20、相对于现有技术,本实用新型取得了以下有益效果:1、经过缩聚、增粘得到的高粘度熔体经过熔体冷却器冷却后直接进入复合拉膜模头或复合片材模头或复合纺丝箱体的第一组分入口,与低粘度的第二组分共同挤出,两个组分可以同一品种的高低粘度产品组合,也可以是不同品种、不同粘度的产品组合,还可以是不同品种、相近粘度的产品组合,灵活多样,多种组合,满足产品的多功能化。
21、2、高粘度熔体省去了冷却降温、固化先得到切片颗粒,再对切片颗粒进行干燥储存,然后再挤压熔融等工序,即避免熔体先降温成为固体,又从固体升温熔融的过程,大大节约了能耗,又大大缩短了工序,且避免由此造成熔体的粘度降。
22、3、从空间布局上,大大缩短熔体分配管路的长度,进一步缩短熔体输送距离且缩短高粘熔体的停留时间,减少熔体粘度降,保证熔体产品的质量。
23、4、可以跳过增粘设备,满足常规粘度熔体的生产需要。
24、5、利用从酯化工艺塔流出的低温热媒对高温熔体进行冷却,热媒循环介质的温度得以升高后,回到热媒系统,如此回收了放热单元的热量,降低了车间的环境温度,减少了热媒介质的冷却环节,降低了热媒加热炉的加热负荷。
技术特征:
1.一种全连续双组分聚酯产品生产系统,其特征在于,包括:
2.根据权利要求1所述的全连续双组分聚酯产品生产系统,其特征在于:所述终缩聚釜、终缩熔体输送泵、终缩熔体过滤器及增粘釜设置在所述复合拉膜模头所在的拉膜楼内,或设置在复合片材模头所在的片材加工车间内,或设置在复合纺丝箱体所在的纺丝车间内。
3.根据权利要求1所述的全连续双组分聚酯产品生产系统,其特征在于:所述高粘熔体输送泵、高粘熔体过滤器、熔体增压泵及熔体冷却器与所述复合拉膜模头或复合片材模头或者复合纺丝箱体处于同一楼层或处于上、下楼层。
4.根据权利要求1所述的全连续双组分聚酯产品生产系统,其特征在于:所述复合拉膜模头或复合片材模头或者复合纺丝箱体设置在所述终缩聚釜所在的聚合楼内。
5.根据权利要求1所述的全连续双组分聚酯产品生产系统,其特征在于:所述终缩熔体过滤器的出口与增粘釜的入口之间设有第一切换阀,所述高粘熔体过滤器的出口与所述熔体增压泵的入口之间设有第二切换阀,所述第一切换阀的中间出口通过超越管道与所述第二切换阀的中间入口相连。
6.根据权利要求5所述的全连续双组分聚酯产品生产系统,其特征在于:所述第二切换阀的主出口与第三切换阀的入口相连,所述第三切换阀的中间出口与所述熔体增压泵的入口相连,所述第三切换阀的主出口与切粒机的进料口相连。
7.根据权利要求1所述的全连续双组分聚酯产品生产系统,其特征在于,还设有两个打浆釜,两打浆釜的浆料出口分别与各自的酯化一釜相连,两酯化一釜的物料出口分别通过酯化物输送泵与酯化二釜的进料口相连,酯化二釜的出料口与第一缩聚釜的进料口相连,第一缩聚釜的出料口与第二缩聚釜的进料口相连,第二缩聚釜的出料口与预聚物输送泵的入口相连,预聚物输送泵的出口与预聚物过滤器的入口相连,预聚物过滤器的出口与所述预聚物冷却器的入口相连。
8.根据权利要求7所述的全连续双组分聚酯产品生产系统,其特征在于,所述酯化二釜的出料管中设有注射阀,所述注射阀的注入口连接有添加剂注入管,所述注射阀的主出口与静态混合器的入口相连,所述静态混合器的出口与所述第一缩聚釜的进料口相连。
9.根据权利要求7所述的全连续双组分聚酯产品生产系统,其特征在于,所述酯化一釜的气相口与第一酯化工艺塔的进气口相连,所述酯化二釜的气相口与第二酯化工艺塔的进气口相连,所述第一酯化工艺塔及第二酯化工艺塔的底部分别设有酯化工艺塔热媒盘管,所述酯化工艺塔热媒盘管的出口通过热媒连接管与所述熔体冷却器的壳程入口相连,所述熔体冷却器的壳程出口通过热媒回流管与热媒循环泵的入口相连,所述热媒循环泵的出口管道与两酯化工艺塔热媒盘管的入口相连。
技术总结
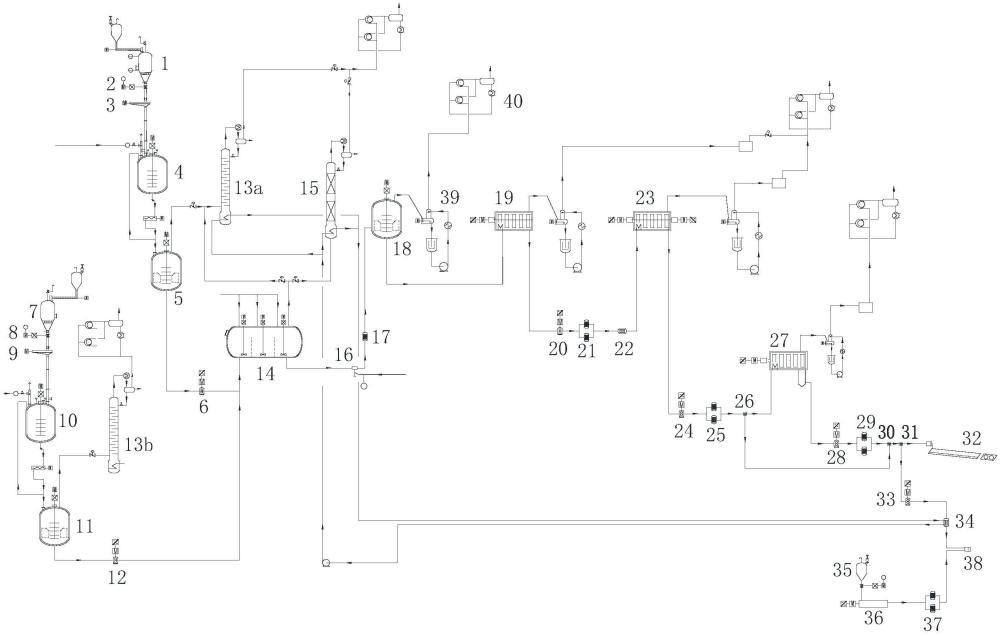
本技术公开了一种全连续双组分聚酯产品生产系统,终缩聚釜入口与预聚物冷却器的出口相连;终缩熔体输送泵入口与终缩聚釜的出料口相连;终缩熔体输送泵的出口经终缩熔体过滤器与增粘釜入口相连;高粘熔体输送泵入口与增粘釜的出料口相连;高粘熔体输送泵的出口通过高粘熔体过滤器与熔体增压泵入口相连;熔体增压泵的出口与熔体冷却器入口相连;熔体冷却器的出料口与复合拉膜模头或复合片材模头或复合纺丝箱体的第一组分入口相连,第二组分料仓的出口与第二组分螺杆挤出机的入口相连,第二组分螺杆挤出机的出口通过第二组分过滤器与复合拉膜模头等的第二组分入口相连。可以满足多个高粘度聚酯产品的全连续生产,产品质量好,生产能耗低。
技术研发人员:陶家宏,王有超
受保护的技术使用者:欧瑞康巴马格惠通(扬州)工程有限公司
技术研发日:20230908
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!