一种定量脉冲喷嘴及其喷涂量控制方法
本发明涉及喷涂工装,特别是涉及一种定量脉冲喷嘴及其喷涂量控制方法。
背景技术:
1、在模具行业中,使用脱模剂润湿压铸模具对压铸件的产品质量具有决定性的影响。现有技术中,如铝合金一体化压铸结构件的生产过程中,工作时需要对结构件成形模具内腔表面关键热点进行喷涂,其喷涂工装主要由阀组、底板、间隔块、脊块、可更换板、扩展单元、吹气嘴、喷嘴喷涂头等组成。其喷嘴的喷射形式为连续式,需要大量的脱模剂,且不能够定量喷涂,也不能按照节拍进行有规律地喷涂,从而使得喷涂成本大大增加,导致环境污染,同时喷涂强度过大会对成形模具内腔表面造成损伤,降低寿命。
技术实现思路
1、基于此,有必要针对现有喷嘴的喷洒形式为连续式,容易造成脱模剂浪费的问题,提供一种定量脉冲喷嘴及其喷涂量控制方法。
2、一种定量脉冲喷嘴,包括:
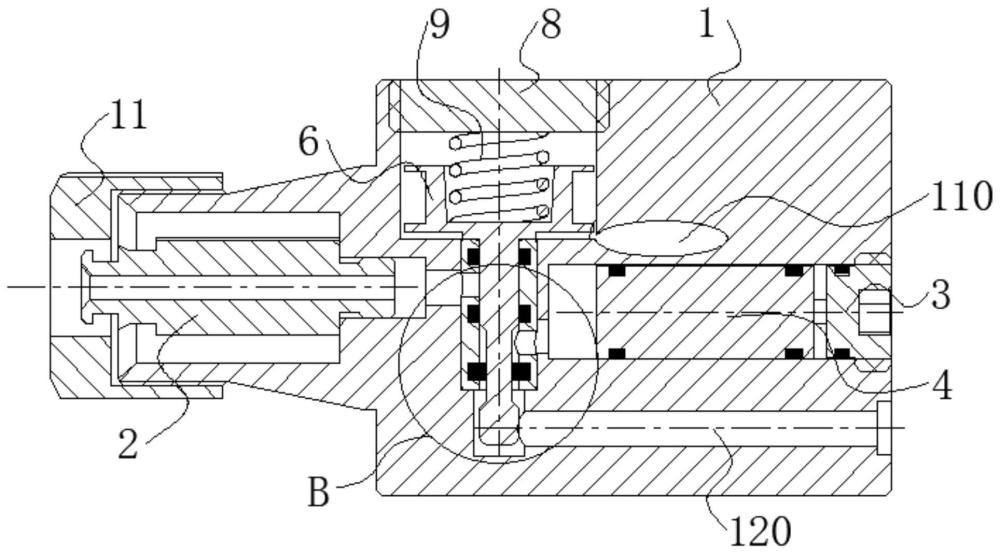
3、阀块,其上开设有用于通控制气的控制气孔、用于注入脱模剂的脱模剂孔、用于通雾化气的雾化气孔、用于安装部件的柱塞孔和安装孔;所述控制气孔的末端分为两路,其中一路与所述柱塞孔相连通,另一路与所述安装孔的上端相连通;所述脱模剂孔与所述安装孔的底部相连通;所述阀块上还安装有与所述安装孔相连通的内部管道;
4、注入结构,其包括密封塞头和柱塞,所述密封塞头与所述柱塞孔的一端固定连接,所述柱塞与所述柱塞孔的内侧壁滑动密封连接;
5、脉冲结构,其安装在所述安装孔内,所述脉冲结构包括:
6、导向套,其固定连接在所述安装孔内,所述导向套上开设有两个不同高度的连接孔,其中一个所述连接孔与所述柱塞孔的另一端相连通,另一个所述连接孔与所述内部管道相连通;
7、脉冲轴,其包括轴盖和固定连接在轴盖上的轴体,所述轴盖与所述安装孔的内侧壁滑动密封连接;所述轴体与所述导向套的内侧壁滑动密封连接,所述轴体上开设有环形槽,所述环形槽与所述导向套的内侧壁之间形成容纳腔,在同一时间内,所述容纳腔与所述脱模剂孔、柱塞孔相连通,或所述容纳腔与所述柱塞孔、内部管道相连通,所述容纳腔不断地在两种连通状态中切换,以此形成脉冲;
8、弹簧盖,其安装在所述安装孔的孔口处;
9、弹簧,其设置在所述安装孔内,所述弹簧的两端分别与所述弹簧盖和所述轴盖相抵,用于使得所述脉冲轴复位。
10、作为优选实例,所述安装孔包括弹簧孔和与所述弹簧孔相连通的导向孔,所述弹簧盖和弹簧均安装在所述弹簧孔内,所述导向套的外侧壁在所述导向孔的内壁之间固定密封设置,所述导向孔的底部与所述脱模剂孔相连通。
11、作为优选实例,所述控制气孔与所述安装孔之间的连通口位于所述轴盖与所述导向套之间,所述控制气孔与所述柱塞孔之间的连通口位于所述密封塞头与所述柱塞之间。
12、作为优选实例,与所述柱塞孔相连通的所述控制气孔的长度比与所述安装孔相连通的所述控制气孔的长度长。
13、作为优选实例,所述导向套内设置有三个丁晴橡胶密封圈与所述脉冲轴配合形成密封。
14、作为优选实例,所述阀块的一端设置有突出部,所述突出部内开设有雾化腔,所述雾化腔与所述雾化气孔相连通,且所述内部管道位于所述雾化腔内。
15、作为优选实例,所述突出部的末端螺纹连接有喷嘴螺母,所述喷嘴螺母的中心与所述内部管道、所述雾化腔相连通。
16、作为优选实例,所述弹簧盖与所述安装孔之间通过螺纹连接,所述密封塞头与所述柱塞孔之间通过螺纹密封连接。
17、作为优选实例,所述柱塞和所述导向套之间的容积为0.2ml。
18、一种定量脉冲喷嘴的喷涂量控制方法,其使用如上所述的定量脉冲喷嘴,在模具内腔设置有用于实时观测模具内腔关键热点的温度的温度传感器;针对结构件成形模具内腔表面关键热点的温度的不同进行1至3次脉冲喷涂。
19、本发明的有益效果在于:
20、1、本发明通过脉冲轴的设置,其通过控制气的控制能够不断地切换通断相关管道,使得其中的脱模剂能够脉冲式的喷洒而出,从而使得定量脉冲喷嘴在进行喷涂作业时能够按照节拍进行喷涂,减少了脱模剂的使用量。
21、2、本发明通过结构设计能够定量喷涂,而不需要外部设备进行流量控制,减少了相关流量控制设备的使用,同时精确定量喷洒脱模剂,起到脱模效果的同时,能够进一步减少脱模剂的使用。
22、3、本发明通过plc能够控制喷涂作业的节拍,并且在模具内腔设有温度传感器,可以实时观测内腔温度。针对模具内腔的温度的不同来选择合适的喷涂节拍,温度低则只需喷涂一次,若温度过高则需要连续喷涂两次或三次,从而实现模具内腔快速降温的目的。
技术特征:
1.一种定量脉冲喷嘴,其特征在于,包括:
2.根据权利要求1所述的定量脉冲喷嘴,其特征在于,所述安装孔包括弹簧(9)孔和与所述弹簧(9)孔相连通的导向孔,所述弹簧盖(8)和弹簧(9)均安装在所述弹簧(9)孔内,所述导向套(5)的外侧壁在所述导向孔的内壁之间固定密封设置,所述导向孔的底部与所述脱模剂孔(120)相连通。
3.根据权利要求1所述的定量脉冲喷嘴,其特征在于,所述控制气孔(110)与所述安装孔之间的连通口位于所述轴盖(61)与所述导向套(5)之间,所述控制气孔(110)与所述柱塞孔(140)之间的连通口位于所述密封塞头(3)与所述柱塞(4)之间。
4.根据权利要求2所述的定量脉冲喷嘴,其特征在于,与所述柱塞孔(140)相连通的所述控制气孔(110)的长度比与所述安装孔相连通的所述控制气孔(110)的长度长。
5.根据权利要求1所述的定量脉冲喷嘴,其特征在于,所述导向套(5)内设置有三个丁晴橡胶密封圈与所述脉冲轴(6)配合形成密封。
6.根据权利要求1所述的定量脉冲喷嘴,其特征在于,所述阀块(1)的一端设置有突出部,所述突出部内开设有雾化腔(10),所述雾化腔(10)与所述雾化气孔(130)相连通,且所述内部管道(2)位于所述雾化腔(10)内。
7.根据权利要求6所述的定量脉冲喷嘴,其特征在于,所述突出部的末端螺纹连接有喷嘴螺母(11),所述喷嘴螺母(11)的中心与所述内部管道(2)、所述雾化腔(10)相连通。
8.根据权利要求1所述的定量脉冲喷嘴,其特征在于,所述弹簧盖(8)与所述安装孔之间通过螺纹连接,所述密封塞头(3)与所述柱塞孔(140)之间通过螺纹密封连接。
9.根据权利要求1所述的定量脉冲喷嘴,其特征在于,所述柱塞(4)和所述导向套(5)之间的容积为0.2ml。
10.一种定量脉冲喷嘴的喷涂量控制方法,其使用如权利要求1至9中任意一项所述的定量脉冲喷嘴,其特征在于,在模具内腔设置有用于实时观测模具内腔关键热点的温度的温度传感器;针对结构件成形模具内腔表面关键热点的温度的不同进行1至3次脉冲喷涂。
技术总结
本发明涉及一种定量脉冲喷嘴及其喷涂量控制方法。定量脉冲喷嘴包括阀块、注入结构和脉冲结构;其中,阀块上开设有用于通控制气的控制气孔、用于注入脱模剂的脱模剂孔、用于通雾化气的雾化气孔、用于安装部件的柱塞孔和安装孔;所述控制气孔的末端分为两路,其中一路与所述柱塞孔相连通,另一路与所述安装孔的上端相连通;所述脱模剂孔与所述安装孔的底部相连通;所述阀块上还安装有与所述安装孔相连通的内部管道。本发明通过脉冲轴的设置,其通过控制气的控制能够不断地切换通断相关管道,使得其中的脱模剂能够脉冲式的喷洒而出,从而在进行喷涂作业时能够按照节拍进行喷涂,减少了脱模剂的使用量。
技术研发人员:翟华,白芯健,张定,陈翠彪,吴玉程
受保护的技术使用者:合肥工业大学
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!