用于电池极片的喷涂装置及制备设备的制作方法
本申请涉及电池极片加工,尤其涉及一种用于电池极片的喷涂装置及制备设备。
背景技术:
1、电池极片是电池中重要的组成部分。电池极片在生产时会在其表面复合有电极活性材料、例如金属锂。现有技术中一般采用物理复合的方式,将电池极片与电极活性材料辊压复合,从而将电极活性材料压延至电池极片表面。
2、然而,在电池极片的实际生产中,由于电极活性材料、例如金属锂质软,这种通过物理复合的方式将其压延至集流体表面的方式,往往会导致一系列的问题,例如所得的复合极片的稳定性较差,效率较低,并且极易出现断带、厚度均匀性较差、边缘挤压延展导致边缘不平整。
技术实现思路
1、鉴于上述问题,本申请提供一种用于电池极片的喷涂装置及制备设备,以缓解、减轻或消除通过物理辊压的方式生产复合极片的过程中所产生的问题。
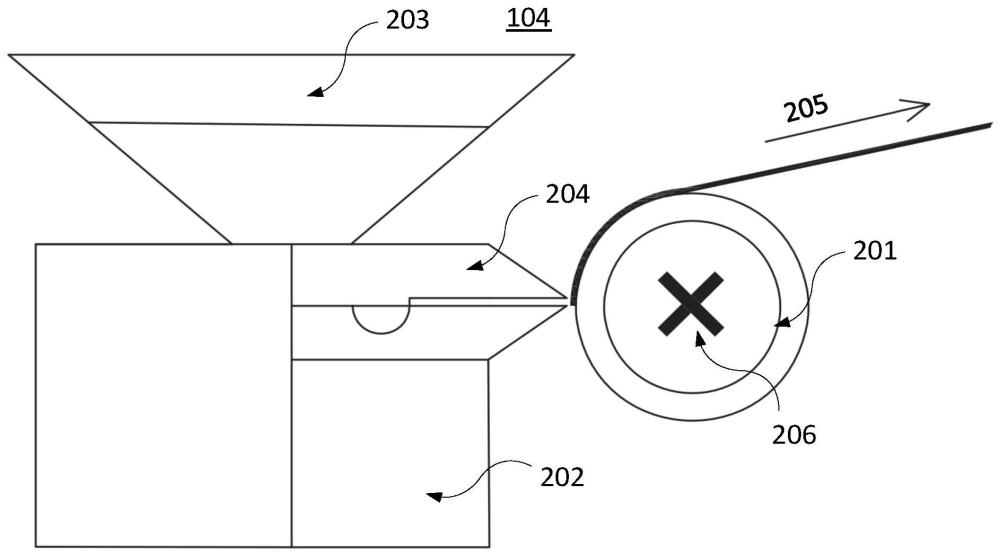
2、第一方面,本申请提供了一种用于电池极片的喷涂装置,包括:喷涂部,喷涂部包括:腔体,用于容纳待喷涂到电池极片上的熔融态涂料;以及喷头,喷头与腔体流体连接,以使得熔融态涂料能够从喷头喷涂到电池极片上;以及变形组件,变形组件设置在腔体中,其中,变形组件在通电的情形下发生形变,以改变腔体用于容纳熔融态涂料的容积。
3、本申请实施例的技术方案中,使用熔融态涂料喷涂到电池极片上的非接触式喷涂的方式进行电池极片的复合,能够有效地避免出现断带、厚度均匀性较差、边缘挤压延展导致边缘不平整等问题,进而能够提高复电池极片的良品率,从而降低制造成本,提高生产效益。此外,不同于传统的物理辊压复合中需要辊压过程中使用保护膜,上述实施方式还能够避免保护膜的粘黏风险,促进在电池极片表面形成均匀的涂层,保障电池的性能和稳定性,从而提高电池的效率和循环寿命。
4、在一些实施例中,变形组件包括:压电元件,压电元件在通电的情形下发生形变;以及形变件,形变件设置在压电元件与位于腔体内的熔融态涂料之间且构造成与压电元件接触,以响应于压电元件的形变而发生形变,从而改变腔体用于容纳熔融态涂料的容积。上述实施方式中,压电元件和形变件的简单结构实现了改变腔体用于容纳熔融态涂料的容积的功能,其结构相对简单,这使得喷涂装置更加稳定可靠,同时降低了制造成本和维护成本。另外,由于压电元件在通电的情况下可以快速发生形变,使得喷涂装置能够在短时间内调整涂料的喷涂量。这对于生产过程中的实时调节非常重要,有利于促进生产效率和产品质量。
5、在一些实施例中,压电元件的形变程度取决于流经压电元件的电流大小。上述实施方式一方面通过控制电流大小来实现对形变程度的控制,进一步提高了喷涂装置对涂料量的控制精度,有利于提高生产效率和产品质量;另一方面,可以根据实际需要调节电流大小,避免能量的浪费。
6、在一些实施例中,形变件包括板件或者膜片中的至少一种。在这样的实施方式中,形变件的结构形式简单,且制造更加简便。
7、在一些实施例中,喷涂装置还包括涂料存储部,用于存放熔融态涂料,涂料存储部的出口通过供料管路与腔体流体连接。上述实施方式设置了用于存放熔融态涂料的涂料存储部,通过流体连接可以稳定地向腔体供应熔融态涂料,有利于保持喷涂涂料量的一致性和均匀性。
8、在一些实施例中,涂料存储部具有真空或氩气环境。上述实施方式中的真空或氩气环境可以有效防止熔融态涂料受到氧气或其他杂质的污染,有助于保持涂料的纯净性和稳定性。
9、在一些实施例中,喷涂装置还包括加热部,加热部用于保持从喷头喷出的熔融态涂料的温度。上述实施方式中通过加热部可以保持适当的温度以保持涂料的流动性,这有助于确保涂料在喷头喷出时能够顺畅流动,避免喷涂过程中涂料发生凝结或部分凝结,从而造成堵塞和喷涂不均匀现象,有利于提高涂料的利用率,减少涂料浪费,保证喷涂质量。
10、在一些实施例中,喷涂装置还包括支撑辊,支撑辊用于支撑电池极片,并且支撑辊内部流经冷却液,以对喷涂在电池极片上的熔融态涂料进行降温。上述实施方式中的支撑辊对复合极片起到支持作用,使得复合极片经过此辊的时候极片始终保持平整且水平的状态,保证喷涂的质量。此外,通过支撑辊内部流经冷却液,可以有效地降低喷涂在电池极片上的熔融态涂料的温度,这有助于提高涂料在电池极片表面的均匀性和粘附性。
11、第二方面,本申请提供了一种用于电池极片的制备设备,包括:至少一个根据至少一个上述实施例中任一项所述的喷涂装置,喷涂装置设置在电池极片的输送方向上;以及冷却装置,冷却装置设置在电池极片的输送方向上并设置在喷涂装置的下游,用于冷却经过喷涂装置的电池极片。
12、这样的制备设备能够提供如上文关于喷涂装置描述的优点,为了简洁起见,不再赘述。此外,冷却装置可以有效降低经过喷涂装置的电池极片的温度,有助于固化熔融态涂料并保证涂层的质量和均匀性。
13、在一些实施例中,制备设备还包括:放卷装置,用于将卷绕形态的电池极片打开并向其下游送出;第一张力调节装置,设置在放卷装置的下游,用于对电池极片拉伸平整;纠偏装置,设置在第一张力调节装置的下游以及至少一个喷涂装置的上游,用于保持喷涂边缘平行于电池极片的边缘;第二张力调节装置,设置在冷却装置的下游,用于对喷涂后的电池极片拉伸平整;测厚装置,设置在第二张力调节装置的下游,用于对电池极片进行测厚;以及收卷装置,设置在测厚装置的下游,用于将电池极片卷绕收起。上述实施方式能够完成电池极片制备的全流程操作,实现了对电池极片制备过程的自动化控制,减少了人工干预,提高了生产效率和一致性。
14、上述说明仅是本申请技术方案的概述,为了能够更清楚了解本申请的技术手段,而可依照说明书的内容予以实施,并且为了让本申请的上述和其它目的、特征和优点能够更明显易懂,以下特举本申请的具体实施方式。
技术特征:
1.一种用于电池极片的喷涂装置,包括:
2.根据权利要求1所述的喷涂装置,其中,所述变形组件包括:
3.根据权利要求2所述的喷涂装置,其中,所述压电元件的形变程度取决于流经所述压电元件的电流大小。
4.根据权利要求2所述的喷涂装置,其中,所述形变件包括板件或者膜片中的至少一种。
5.根据权利要求1-4中任一项所述的喷涂装置,还包括涂料存储部,用于存放所述熔融态涂料,所述涂料存储部的出口通过供料管路与所述腔体流体连接。
6.根据权利要求5所述的喷涂装置,其中,所述涂料存储部具有真空或氩气环境。
7.根据权利要求1-4中任一项所述的喷涂装置,还包括加热部,所述加热部用于保持从所述喷头喷出的熔融态涂料的温度。
8.根据权利要求1-4中任一项所述的喷涂装置,还包括支撑辊,所述支撑辊用于支撑所述电池极片,并且所述支撑辊内部流经冷却液,以对喷涂在所述电池极片上的熔融态涂料进行降温。
9.一种用于电池极片的制备设备,包括:
10.根据权利要求9所述的设备,还包括:
技术总结
本申请提供一种用于电池极片的喷涂装置及制备设备,属于电池极片加工技术领域。喷涂装置包括:喷涂部,喷涂部包括:腔体,用于容纳待喷涂到电池极片上的熔融态涂料;以及喷头,喷头与腔体流体连接,以使得熔融态涂料能够从喷头喷涂到电池极片上;以及变形组件,变形组件设置在腔体中,其中,变形组件在通电的情形下发生形变,以改变腔体用于容纳熔融态涂料的容积。
技术研发人员:孙立,谭景力,陈霖,迟永堂
受保护的技术使用者:深圳欣界能源科技有限公司
技术研发日:
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!