新能源汽车定子转子自动焊接检测自动生产线的制作方法
1.本实用新型涉及定子加工技术领域,具体是新能源汽车定子转子自动焊接检测自动生产线。
背景技术:
2.定子是电动机或发电机静止不动的部分。定子由定子铁芯、定子绕组和机座三部分组成。定子的主要作用是产生旋转磁场,而转子的主要作用是在旋转磁场中被磁力线切割进而产生(输出)电流,定子由机座、定子铁芯、线圈以及固定这些部分的其他结构件组成。机座是用来固定铁芯的,对于悬式发电机,机座用来承受转动部分的全部重量;铁芯是发电机磁路的一部分;线圈则形成发电机的电路。
3.现有的定子加工中焊接流水线复杂,难以有效的将合格和不合格产品分离,生产效率较低。因此,本实用新型提供了新能源汽车定子转子自动焊接检测自动生产线,以解决上述背景技术中提出的问题。
技术实现要素:
4.本实用新型的目的在于提供新能源汽车定子转子自动焊接检测自动生产线,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.新能源汽车定子转子自动焊接检测自动生产线,包括人工上料区,所述人工上料区的一侧设有预压厚度测量工位,预压厚度测量工位的另一侧设有激光焊接机,激光焊接机的另一侧设有接驳模组,位于接驳模组下方设有待焊接产品预转焊接工位,接驳模组的另一侧设有升降机接料工位,升降机接料工位的另一侧设有厚度平面度检测工位,厚度平面度检测工位的另一侧设有异物清除工位,异物清除工位的另一侧设有激光打码工位,激光打码工位的另一侧设有扫码记录工位,扫码记录工位的另一侧设有除尘工位,除尘工位的另一侧设有分拣模组。
7.作为本实用新型进一步的方案:所述预压厚度测量工位内设有50t液压缸。
8.作为本实用新型再进一步的方案:所述待焊接产品预转焊接工位处安装有10t液压缸预压焊接压机。
9.作为本实用新型再进一步的方案:所述分拣模组的一侧设有ng下料工位,分拣模组的另一侧设有ok下料工位。
10.与现有技术相比,本实用新型的有益效果是:
11.本实用新型中,利用人工在人工上料区上料,预压厚度测量工位处对原料进行压合测量,不合格的原料通过返回人工上料区进行加减材料,合格的原料进入激光焊接机处进行焊接,焊接后的产品进入厚度平面度检测工位检测厚度平面度,合格的产品进入异物清除工位清理异物后,进入扫码记录工位,再进入除尘工位除尘,从ok下料工位移出,在厚度平面度检测工位检测不合格的产品从ng下料工位移出,本新能源汽车定子转子自动焊接
检测自动生产线操作方便,能有效的将合格和不合格产品分离,提高生产的效率,打码的作用是确定每只合格产品id扫码是把这些id统计起来,为合格产品录入生产日期等信息以便日后溯源的作用。
附图说明
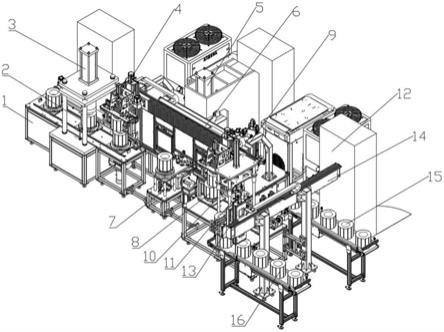
12.图1为新能源汽车定子转子自动焊接检测自动生产线的结构示意图。
13.图2为新能源汽车定子转子自动焊接检测自动生产线的正视图。
14.图中:1、人工上料区,2、预压厚度测量工位,3、50t液压缸,4、激光焊接机,5、10t液压缸预压焊接压机,6、接驳模组,7、待焊接产品预转焊接工位,8、升降机接料工位,9、激光打码工位,10、厚度平面度检测工位,11、异物清除工位,12、扫码记录工位,13、除尘工位,14、分拣模组,15、ng下料工位,16、ok下料工位。
具体实施方式
15.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
16.请参阅图1~2,本实用新型实施例中,新能源汽车定子转子自动焊接检测自动生产线,包括人工上料区1,人工上料区1的一侧设有预压厚度测量工位2,预压厚度测量工位2内设有50t液压缸3,预压厚度测量工位2的另一侧设有激光焊接机4,激光焊接机4的另一侧设有接驳模组6,位于接驳模组6下方设有待焊接产品预转焊接工位7,待焊接产品预转焊接工位7处安装有10t液压缸预压焊接压机5,接驳模组6的另一侧设有升降机接料工位8,升降机接料工位8的另一侧设有厚度平面度检测工位10,厚度平面度检测工位10的另一侧设有异物清除工位11,异物清除工位11的另一侧设有激光打码工位9,激光打码工位9的另一侧设有扫码记录工位12,扫码记录工位12的另一侧设有除尘工位13,除尘工位13的另一侧设有分拣模组14,分拣模组14的一侧设有ng下料工位15,分拣模组14的另一侧设有ok下料工位16。
17.本实用新型的工作原理是:
18.利用人工在人工上料区1上料,预压厚度测量工位2处对原料进行压合测量,不合格的原料通过返回人工上料区1进行加减材料,合格的原料进入激光焊接机4处进行焊接,焊接后的产品进入厚度平面度检测工位10检测厚度平面度,合格的产品进入异物清除工位11清理异物后,进入扫码记录工位12,再进入除尘工位13除尘,从ok下料工位16移出,在厚度平面度检测工位10检测不合格的产品从ng下料工位15移出,本新能源汽车定子转子自动焊接检测自动生产线操作方便,能有效的将合格和不合格产品分离,提高生产的效率,打码的作用是确定每只合格产品id扫码是把这些id统计起来,为合格产品录入生产日期等信息以便日后溯源的作用。
19.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范
围之内。
技术特征:
1.新能源汽车定子转子自动焊接检测自动生产线,包括人工上料区(1),所述人工上料区(1)的一侧设有预压厚度测量工位(2),预压厚度测量工位(2)的另一侧设有激光焊接机(4),激光焊接机(4)的另一侧设有接驳模组(6),位于接驳模组(6)下方设有待焊接产品预转焊接工位(7),接驳模组(6)的另一侧设有升降机接料工位(8),升降机接料工位(8)的另一侧设有厚度平面度检测工位(10),厚度平面度检测工位(10)的另一侧设有异物清除工位(11),异物清除工位(11)的另一侧设有激光打码工位(9),激光打码工位(9)的另一侧设有扫码记录工位(12),扫码记录工位(12)的另一侧设有除尘工位(13),除尘工位(13)的另一侧设有分拣模组(14)。2.根据权利要求1所述的新能源汽车定子转子自动焊接检测自动生产线,其特征在于,所述预压厚度测量工位(2)内设有50t液压缸(3)。3.根据权利要求1所述的新能源汽车定子转子自动焊接检测自动生产线,其特征在于,所述待焊接产品预转焊接工位(7)处安装有10t液压缸预压焊接压机(5)。4.根据权利要求1所述的新能源汽车定子转子自动焊接检测自动生产线,其特征在于,所述分拣模组(14)的一侧设有ng下料工位(15),分拣模组(14)的另一侧设有ok下料工位(16)。
技术总结
本实用新型公开了新能源汽车定子转子自动焊接检测自动生产线,包括人工上料区,所述人工上料区的一侧设有预压厚度测量工位,预压厚度测量工位的另一侧设有激光焊接机,激光焊接机的另一侧设有接驳模组,位于接驳模组下方设有待焊接产品预转焊接工位,接驳模组的另一侧设有升降机接料工位,升降机接料工位的另一侧设有厚度平面度检测工位,厚度平面度检测工位的另一侧设有异物清除工位,异物清除工位的另一侧设有激光打码工位,激光打码工位的另一侧设有扫码记录工位,扫码记录工位的另一侧设有除尘工位,除尘工位的另一侧设有分拣模组,本新能源汽车定子转子自动焊接检测自动生产线操作方便,能有效的将合格和不合格产品分离,提高生产的效率。提高生产的效率。提高生产的效率。
技术研发人员:张兆兵
受保护的技术使用者:浙江铭泰激光科技有限公司
技术研发日:2021.11.02
技术公布日:2022/5/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1