自动化运输装置的制作方法
本发明涉及测试工装,具体而言,涉及一种自动化运输装置。
背景技术:
1、目前,随着工业4.0、智能家居、物联网时代的到来,越来越多的空调进入我们的生活,家用变频空调技术领域中,空调电器盒中的电路板是一个微型电脑控制电路,其上的单片机控制指挥变频空调系统动作,是变频空调的控制核心部件,变频空调电器盒在装配完成后需要进行dct测试,以保证变频空调电器盒的工作性能。
2、在现有技术中,变频空调电器盒进行dct测试前,需要对来料不合格品进行分拣,且在进行dct测试时一般是采用人工手动插线操作,操作人员将供电装置与空调电器盒接线板对接上电测试,手工将电器盒测试线插接到外风机、压缩机、电子膨胀阀等针座内部,测试完成后需要人手工拔掉供电装置及检测连接线。
3、但是采取上述方案会存在电器盒分拣耗时长、检测耗时长、检测结果准确率低等缺点,如此会降低电器盒的检测效率以及分拣效率,无法满足电器盒的生产需求。
技术实现思路
1、本发明提供一种自动化运输装置,以解决现有技术中分拣效率低的问题。
2、本发明提供了一种自动化运输装置,包括:运输组件,运输组件具有相对设置的输入端和输出端,运输组件用于运送产品,运输组件具有下料位,下料位靠近输出端设置;扫码机构,靠近运输组件的输入端设置,扫码机构用于对产品进行扫码识别,以区分来料合格品和来料不合格品;存储部,靠近输出端设置,存储部用于存放来料不合格品;分拣下料机构,靠近运输组件的输出端设置,分拣下料机构包括第一止挡机构、下料抬升机构以及夹持机构,第一止挡机构和下料抬升机构均位于下料位,第一止挡机构具有相对设置的第一止挡状态和第一避让状态,第一止挡机构用于对运输组件上的来料不合格品进行止挡,下料抬升机构用于将止挡的来料不合格品进行抬升以使来料不合格品脱离运输组件,夹持机构用于将下料抬升机构上的来料不合格品进行夹持并移至存储部。
3、进一步地,运输组件的中部具有测试位,自动化运输装置还包括:测试组件,设置在运输组件的一侧,测试组件用于对来料合格品进行检测;移送组件,设置在运输组件上,且位于测试位,移送组件用于将来料合格品移送至测试组件内进行检测;第二止挡机构,位于移送组件的下游,第二止挡机构具有相对设置的第二止挡状态和第二避让状态,第二止挡机构用于对来料合格品进行止挡,以将来料合格品停止在移送组件上。
4、进一步地,移送组件包括:运送架,位于测试位,运送架能够相对运输组件升降;第一驱动件,与运送架驱动连接,以驱动运送架升降;第一传送带,设置在运送架上,第一传送带用于承载来料合格品并将来料合格品运送至测试组件,第一传送带具有移送位置和第三避让位置,当第一传送带处于第三避让位置时,第一传送带低于运输组件;当第一传送带处于移送位置时,第一传送带的表面高于运输组件,以将来料合格品从运输组件上顶起。
5、进一步地,测试组件包括:柜体;传送机构,设置在柜体内,传送机构对应移送组件设置,传送机构用于将移送组件上的来料合格品移动至柜体内;检测组件,可移动地设置在柜体内,检测组件具有相对设置的检测位置和初始位置,当检测组件处于检测位置时,检测组件能够将检测线路插入来料合格品上,以对来料合格品进行检测;当检测组件处于初始位置时,来料合格品能够随传送机构移动。
6、进一步地,传送机构包括:导向框架,导向框架具有开口,开口对应移送组件设置;第二传送带,设置在导向框架内,第二传送带用于将移送组件上的来料合格品移动至导向框架内或将检测合格品从导向框架内移出,导向框架与第二传送带配合以对来料合格品进行导向。
7、进一步地,检测组件包括:移动框架,设置在柜体内,移动框架能够相对柜体在高度方向移动;第二驱动件,与移动框架驱动连接,第二驱动件能够驱动移动框架在柜体内升降;导轨,设置在移动框架上,导轨的延伸方向与传送机构的传送方向相同;检测件,可移动地设置在导轨上,检测件具有探针,探针能够与传送机构上的来料合格品电连接。
8、进一步地,运输组件具有多个测试位,多个测试位沿运输组件的运输方向间隔分布,每个测试位上设置有一个移送组件和一个第二止挡机构,每个测试位均对应设置有两个测试组件,两个测试组件分别位于运输组件的两侧。
9、进一步地,自动化运输装置还包括:限位机构,设置在运输组件的两侧,限位机构具有相对设置的限位位置和回缩位置,位于运输组件一侧的限位机构与位于运输组件另一侧的传送机构对应设置,限位机构用于限制检测合格品从传送机构送回至运输组件上的位置。
10、进一步地,扫码机构包括:第一固定架;调节组件,可移动地设置在第一固定架上,调节组件具有相对设置的安装部,安装部能够相对运输组件在宽度方向以及高度方向移动;扫码枪,设置在安装部上,扫码枪用于对产品进行扫码识别。
11、进一步地,下料抬升机构包括:底板,位于下料位;承载板,位于底板上方,承载板能够相对底板升降,承载板用于承载来料不合格品;顶升驱动件,设置在底板上,顶升驱动件与承载板驱动连接,顶升驱动件能够驱动承载板升降;定位件,设置在承载板上,定位件用于对来料不合格品进行定位。
12、进一步地,夹持机构包括:第二固定架;平移导轨,设置在第二固定架上,平移导轨沿运输组件的宽度方向延伸;升降组件,可移动地设置在平移导轨上;夹爪组件,设置在升降组件上,升降组件能够驱动夹爪组件升降,夹爪组件用于将下料抬升机构上的来料不合格品夹持至存储部。
13、应用本发明的技术方案,在运输组件的输入端设置扫码机构,在运输组件的输出端设置分拣下料机构。通过设置上述结构,在装置的运行过程中,由于生产线的上游已对组装好的产品进行检测是否合格,因此当产品进入运输组件时,扫码机构能够对产品进行身份识别,判断产品是否为来料合格品,当产品为来料不合格品时,此时第一止挡机构处于第一止挡状态,如此能够阻止来料不合格品进行移动,再利用下料抬升就将来料不合格品进抬升,以便夹持机构对其进行夹持固定,再将来料不合格品移动至存储部,如此能够实现对产品的自动化分拣,从而能够提高装置分拣效率。
技术特征:
1.一种自动化运输装置,其特征在于,包括:
2.根据权利要求1所述的自动化运输装置,其特征在于,所述运输组件的中部具有测试位,所述自动化运输装置还包括:
3.根据权利要求2所述的自动化运输装置,其特征在于,所述移送组件包括:
4.根据权利要求3所述的自动化运输装置,其特征在于,所述测试组件包括:
5.根据权利要求4所述的自动化运输装置,其特征在于,所述传送机构包括:
6.根据权利要求4所述的自动化运输装置,其特征在于,所述检测组件包括:
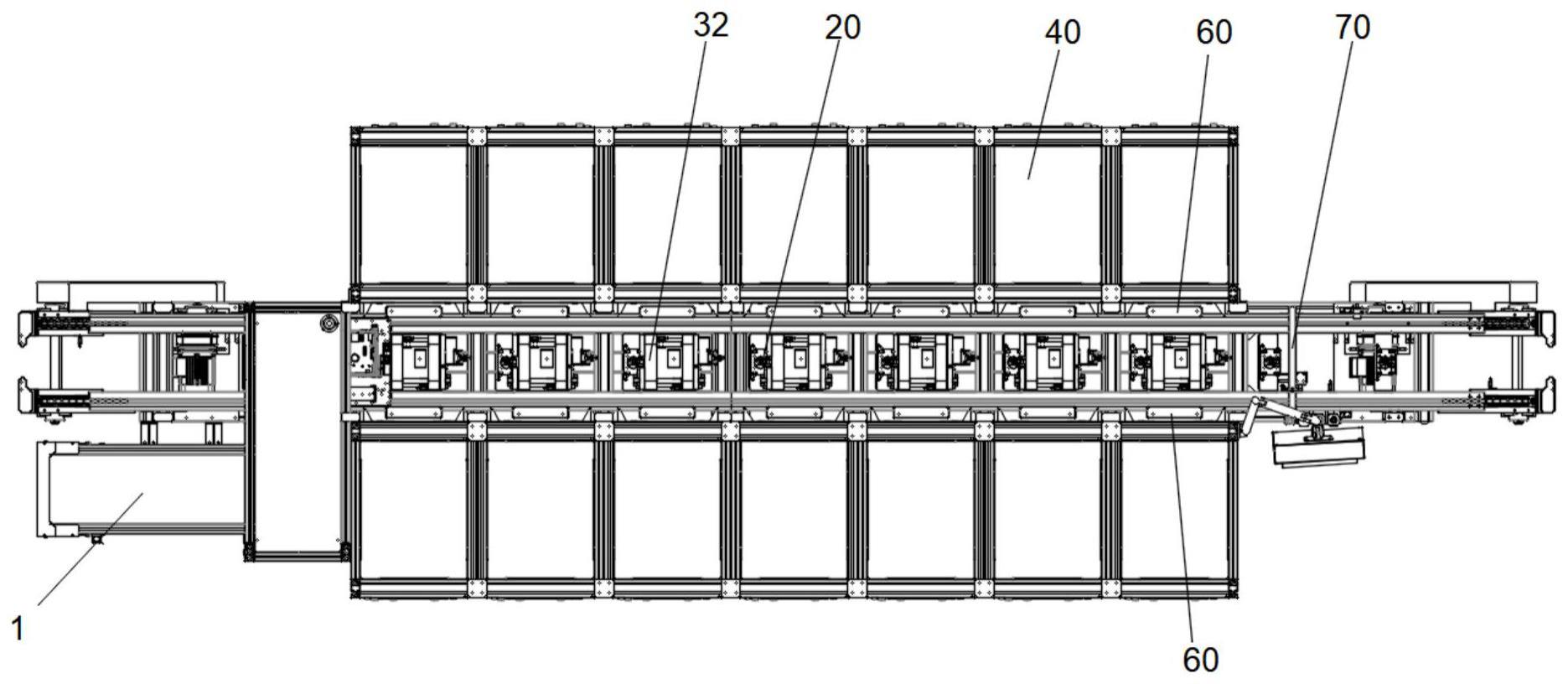
7.根据权利要求4所述的自动化运输装置,其特征在于,所述运输组件具有多个所述测试位,多个所述测试位沿所述运输组件的运输方向间隔分布,每个所述测试位上设置有一个所述移送组件和一个所述第二止挡机构(20),每个所述测试位均对应设置有两个所述测试组件,两个所述测试组件分别位于所述运输组件的两侧。
8.根据权利要求7所述的自动化运输装置,其特征在于,所述自动化运输装置还包括:
9.根据权利要求1所述的自动化运输装置,其特征在于,所述扫码机构包括:
10.根据权利要求1所述的自动化运输装置,其特征在于,所述下料抬升机构包括:
11.根据权利要求1所述的自动化运输装置,其特征在于,所述夹持机构包括:
技术总结
本发明提供了一种自动化运输装置,包括运输组件,运输组件具有相对设置的输入端和输出端,运输组件用于运送产品,运输组件具有下料位;扫码机构用于对产品进行扫码识别,以区分来料合格品和来料不合格品;存储部用于存放来料不合格品;分拣下料机构,靠近运输组件的输出端设置,分拣下料机构包括第一止挡机构、下料抬升机构以及夹持机构,第一止挡机构用于对运输组件上的来料不合格品进行止挡,下料抬升机构用于将止挡的来料不合格品进行抬升以使来料不合格品脱离运输组件,夹持机构用于将下料抬升机构上的来料不合格品进行夹持并移至存储部。应用本发明的技术方案,能够解决现有技术中分拣效率低的问题。
技术研发人员:倪继康,黄雄亮,宋明岑
受保护的技术使用者:珠海格力智能装备有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!