一种金属部件正反检测装置的制作方法
本技术涉及金属检测,具体涉及一种金属部件正反检测装置。
背景技术:
1、在进行零部件的自动化安装过程中,有些零部件的需要按照固定的形态进行正面安装或者反面安装,若安装方向相反,则会导致产品故障。因此,在进行安装之前,需要对零部件的正反面形态进行检测。
2、目前在对零部件进行正反面检测之后,再通过对图像进行处理,最终得出正反面形态,在有不符合要求的零部件时,仅能提示工作人员,难以自动化将多个不符合要求的零部件同步挑出并收集。
3、基于此,本实用新型设计了一种金属部件正反检测装置以解决上述问题。
技术实现思路
1、针对现有技术所存在的上述缺点,本实用新型提供了一种金属部件正反检测装置。
2、为实现以上目的,本实用新型通过以下技术方案予以实现:
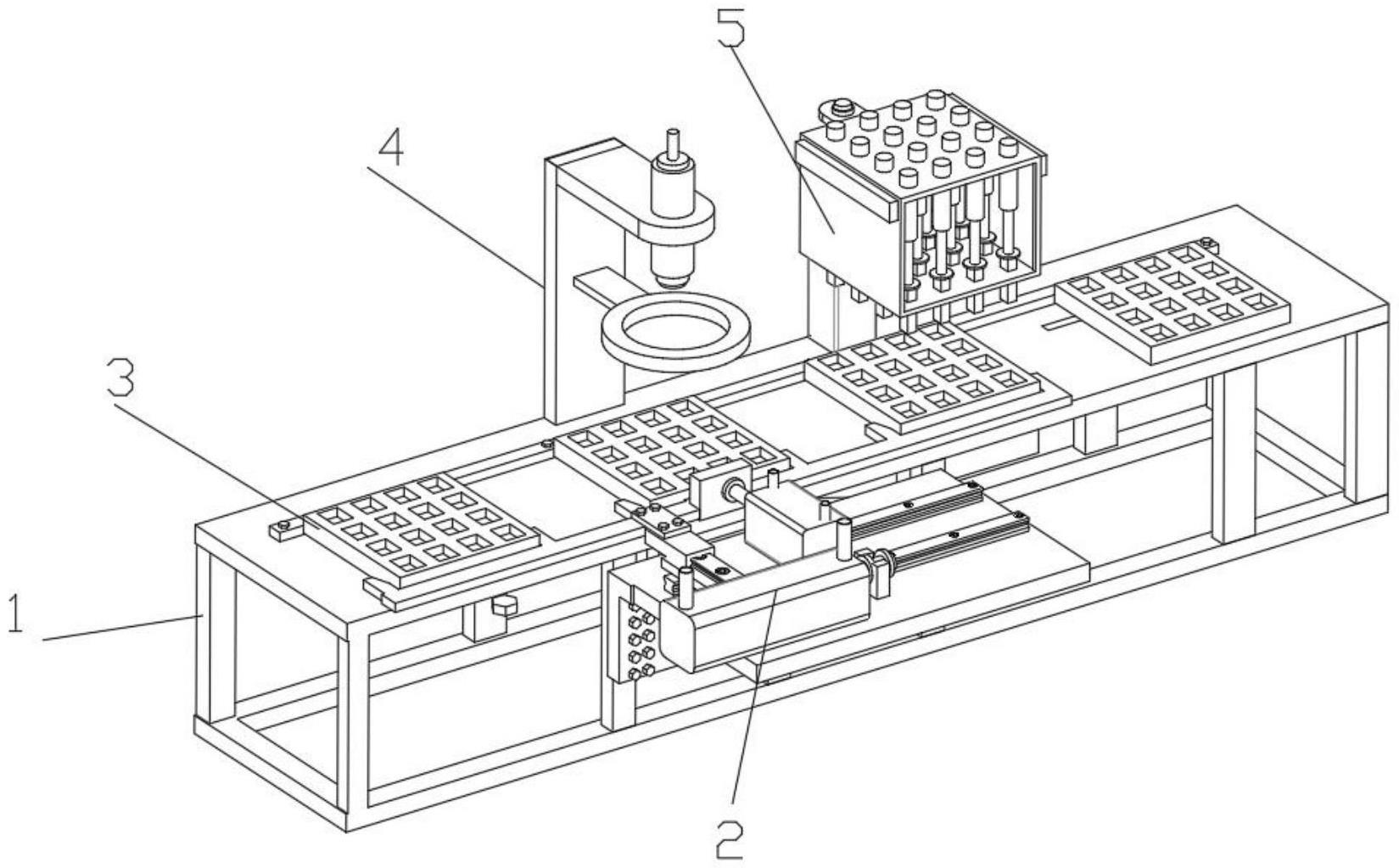
3、一种金属部件正反检测装置,包括机架,所述机架上安装有用于依次将金属部件移动至检测位置和剔除位置的移动组件;
4、所述机架上安装有多组用于盛载金属部件的载具;载具上均匀开设有若干组放置金属部件的盛载槽;
5、所述机架上安装有用于对载具上的金属部件进行正反面检测的检测组件;
6、所述机架上安装有用于将载具上的不符合标准的金属部件剔除导出至收集部件内的剔除组件;
7、移动组件、检测组件和剔除组件均与外界控制组件连接。
8、更进一步的,所述检测组件包括视觉检测组件和支撑架;视觉检测组件安装在支撑架上,支撑架的下端固定连接在机架上。
9、更进一步的,所述视觉检测组件包括光源、相机和光源安装板;光源安装板固定连接在支撑架的侧壁上,光源安装板的前端固定连接有光源,支撑架的顶部前端固定连接有相机,相机位于光源的上方。
10、更进一步的,所述剔除组件包括多组伸缩磁性吸附组件、安装箱和转动件;转动件固定安装在机架上,转动件的活动端固定连接有安装箱,安装箱上安装有多组伸缩磁性吸附组件;伸缩磁性吸附组件的数量与载具上的盛载槽的数量一致且一一上下对应。
11、更进一步的,所述伸缩磁性吸附组件包括第四气缸和磁铁;第四气缸的上端与安装箱顶部固定连接,第四气缸下端的伸缩端上固定连接有磁铁,磁铁穿过安装箱底部,安装箱底部开设有若干组与磁铁贴合滑动的直滑动槽;磁铁的数量与载具上的盛载槽的数量一致且一一上下对应。
12、更进一步的,所述转动件为电机。
13、更进一步的,所述移动组件包括x轴向移动组件、y轴向移动组件和卡接移动组件;x轴向移动组件与y轴向移动组件连接,y轴向移动组件与卡接移动组件连接。
14、更进一步的,所述x轴向移动组件包括支撑座、第一导轨、第一滑块、第一气缸和滑动座;支撑座固定安装在机架的侧壁上,支撑座的顶部固定连接有第一气缸,第一气缸的输出端固定连接有滑动座,滑动座的底部固定连接有两组第一滑块,两组第一滑块分别滑动连接在第一导轨上,第一导轨固定安装在机架的上端。
15、更进一步的,所述y轴向移动组件包括第二气缸、第二滑板、连接块和第二导轨;滑动座的上端固定连接有第二气缸,第二气缸的输出端与卡接移动组件连接,卡接移动组件上固定连接有连接块,连接块的另一端与第二滑板固定连接,第二滑板滑动连接在第二导轨上,第二导轨固定安装在滑动座的上端。
16、更进一步的,所述卡接移动组件包括推动板;推动板的后端固定连接有若干组用于与载具卡接的夹紧梯形块,每组夹紧梯形块均包括左夹紧梯形块和右夹紧梯形块,载具卡接在左夹紧梯形块和右夹紧梯形块之间;所述机架的上端固定安装有用于对各组载具的后端进行限位的后挡板,载具的后端与后挡板贴合接触。
17、有益效果
18、本实用新型使用时,金属部件安装在载具的盛载槽内,通过移动组件先将载具内的金属部件移动至检测位置,通过检测组件对载具上的金属部件进行正反面检测,并将正反面检测结果发送至外界控制组件,外界控制组件内置图像处理软件进行图像处理,判断金属部件的正反面形态,例如需要正面,则反面是不符合标准形态,并得到不符合标准形态的位置;之后通过移动组件再将该组载具内的金属部件移动至剔除位置,通过剔除组件将载具上的不符合标准的金属部件剔除导出至收集部件内。本实用新型可实现自动化将载具上所有不符合要求的零部件同步挑出并收集,可在左侧的一个载具进行检测时,右侧的一个载具实现剔除工作,从而实现了检测、剔除的连续性和互不干扰,有利于提高检测效率。
19、本实用新型通过移动组件将该组载具内的金属部件移动至剔除位置,外界控制组件得到不符合标准形态的位置后,控制不符合标准形态的位置处的第四气缸启动,这些第四气缸带动其底部的磁铁向下移动至与载具内的不符合标准形态的金属部件一一接触,实现将不符合标准形态的金属部件吸附住,再启动这些第四气缸带动其底部的磁铁向上移动设定距离,使得金属部件完全从载具内脱离,之后启动电机带动安装箱转动一百八十度,安装箱带动第四气缸、磁铁和吸附的不符合标准形态的金属部件同步转动一百八十度,使得不符合标准形态的金属部件位于收集部件的上方,之后继续启动这些第四气缸带动其底部的磁铁向上移动,直至磁铁的下端部移动至安装箱的内部,由于金属部件的尺寸大于直滑动槽的尺寸,因此金属部件掉落至下方的收集部件内,实现了不符合标准形态的金属部件的剔除和收集。
20、本实用新型驱动载具移动时,先启动y轴向移动组件带动卡接移动组件向后移动设定距离,使得卡接移动组件与载具脱离,再启动x轴向移动组件带动y轴向移动组件、卡接移动组件向左移动设定距离,再启动y轴向移动组件带动卡接移动组件向前移动设定距离,使得卡接移动组件与多组载具卡接,再启动x轴向移动组件带动y轴向移动组件、卡接移动组件向右移动设定距离,使得处于检测位置的载具移动至剔除位置,下一组载具移动至检测位置,从而完成上料过程。
技术特征:
1.一种金属部件正反检测装置,包括机架(1),其特征在于:
2.根据权利要求1所述的一种金属部件正反检测装置,其特征在于,所述检测组件(4)包括视觉检测组件和支撑架(41);视觉检测组件安装在支撑架(41)上,支撑架(41)的下端固定连接在机架(1)上。
3.根据权利要求2所述的一种金属部件正反检测装置,其特征在于,所述视觉检测组件包括光源(42)、相机(43)和光源安装板(44);光源安装板(44)固定连接在支撑架(41)的侧壁上,光源安装板(44)的前端固定连接有光源(42),支撑架(41)的顶部前端固定连接有相机(43),相机(43)位于光源(42)的上方。
4.根据权利要求1所述的一种金属部件正反检测装置,其特征在于,所述剔除组件(5)包括多组伸缩磁性吸附组件、安装箱(54)和转动件;转动件固定安装在机架(1)上,转动件的活动端固定连接有安装箱(54),安装箱(54)上安装有多组伸缩磁性吸附组件;伸缩磁性吸附组件的数量与载具(3)上的盛载槽的数量一致且一一上下对应。
5.根据权利要求4所述的一种金属部件正反检测装置,其特征在于,所述伸缩磁性吸附组件包括第四气缸(51)和磁铁(52);第四气缸(51)的上端与安装箱(54)顶部固定连接,第四气缸(51)下端的伸缩端上固定连接有磁铁(52),磁铁(52)穿过安装箱(54)底部,安装箱(54)底部开设有若干组与磁铁(52)贴合滑动的直滑动槽(53);磁铁(52)的数量与载具(3)上的盛载槽的数量一致且一一上下对应。
6.根据权利要求5所述的一种金属部件正反检测装置,其特征在于,所述转动件为电机(55)。
7.根据权利要求1所述的一种金属部件正反检测装置,其特征在于,所述移动组件(2)包括x轴向移动组件、y轴向移动组件和卡接移动组件;x轴向移动组件与y轴向移动组件连接,y轴向移动组件与卡接移动组件连接。
8.根据权利要求7所述的一种金属部件正反检测装置,其特征在于,所述x轴向移动组件包括支撑座(21)、第一导轨(22)、第一滑块(23)、第一气缸(24)和滑动座(25);支撑座(21)固定安装在机架(1)的侧壁上,支撑座(21)的顶部固定连接有第一气缸(24),第一气缸(24)的输出端固定连接有滑动座(25),滑动座(25)的底部固定连接有两组第一滑块(23),两组第一滑块(23)分别滑动连接在第一导轨(22)上,第一导轨(22)固定安装在机架(1)的上端。
9.根据权利要求8所述的一种金属部件正反检测装置,其特征在于,所述y轴向移动组件包括第二气缸(26)、第二滑板(27)、连接块(28)和第二导轨(29);滑动座(25)的上端固定连接有第二气缸(26),第二气缸(26)的输出端与卡接移动组件连接,卡接移动组件上固定连接有连接块(28),连接块(28)的另一端与第二滑板(27)固定连接,第二滑板(27)滑动连接在第二导轨(29)上,第二导轨(29)固定安装在滑动座(25)的上端。
10.根据权利要求9所述的一种金属部件正反检测装置,其特征在于,所述卡接移动组件包括推动板(211);推动板(211)的后端固定连接有若干组用于与载具(3)卡接的夹紧梯形块(210),每组夹紧梯形块(210)均包括左夹紧梯形块和右夹紧梯形块,载具(3)卡接在左夹紧梯形块和右夹紧梯形块之间;所述机架(1)的上端固定安装有用于对各组载具(3)的后端进行限位的后挡板(212),载具(3)的后端与后挡板(212)贴合接触。
技术总结
本技术公开了一种金属部件正反检测装置,属于金属检测技术领域,包括机架,所述机架上安装有用于依次将金属部件移动至检测位置和剔除位置的移动组件;所述机架上安装有多组用于盛载金属部件的载具;载具上均匀开设有若干组放置金属部件的盛载槽;所述机架上安装有用于对载具上的金属部件进行正反面检测的检测组件;所述机架上安装有用于将载具上的不符合标准的金属部件剔除导出至收集部件内的剔除组件;移动组件、检测组件和剔除组件均与外界控制组件连接。通过上述方式,本技术可实现自动化将载具上所有不符合要求的零部件同步挑出并收集,可在左侧的一个载具进行检测时,右侧的一个载具实现剔除工作,从而实现了检测、剔除的连续性和互不干扰,有利于提高检测效率。
技术研发人员:戈磊
受保护的技术使用者:苏州鸿优嘉智能科技有限公司
技术研发日:20221229
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!