一种药丸多通道自动称重机构的制作方法
本技术涉及药品生产设备领域,具体为一种药丸多通道自动称重机构。
背景技术:
1、现大多药企对于药丸的称重检测一般是人工抽检,并且使用天平称重,这样工作效率低,且不能全部检测,会存在不合规药丸流出市场的风险。为保证客户与厂家的利益,最合适的方式是逐粒检测。但是对于大多数药厂,目前使用的多数是自动制丸机,生产批量大,若采用人工检测重量是否合格,则需要耗费巨大的人工和时间。
2、授权公告号cn208217052u的中国实用新型专利提出一种中药逐丸检重系统,包括依次设置的布丸单元、称重单元、剔除单元、扣壳单元,所述称重单元具有两排并列设置的称重传感器,所述传感器与药丸托盘一一对应称重,所述传感器通过变送器与上位机连接,上位机接收每个药丸的称重信号并与预设值进行比对,不合格药丸由上位机将信号传送至与其连接的plc控制器,所述plc控制器控制对应位置的剔除单元将药丸剔除,在药品封装前进行逐个药丸的称重检查,检查完成后立即进行药丸的扣壳封装,之后的工序中的人员不再直接接触药丸,杜绝了人工检查带来的污染,也从根本上彻底杜绝重量不合格品出厂的可能。但是该系统需要采用自动化的机械抓取机构将药丸从不完系统中将药丸放在称重系统中进行称量,成本较高。
技术实现思路
1、为了解决上述背景技术提出的问题,本方案设计一种药丸多通道自动称重机构,其结构简单,成本相对较低,能全覆盖检测药丸的重量,防止不合规产品流入市场,提高生产效率。
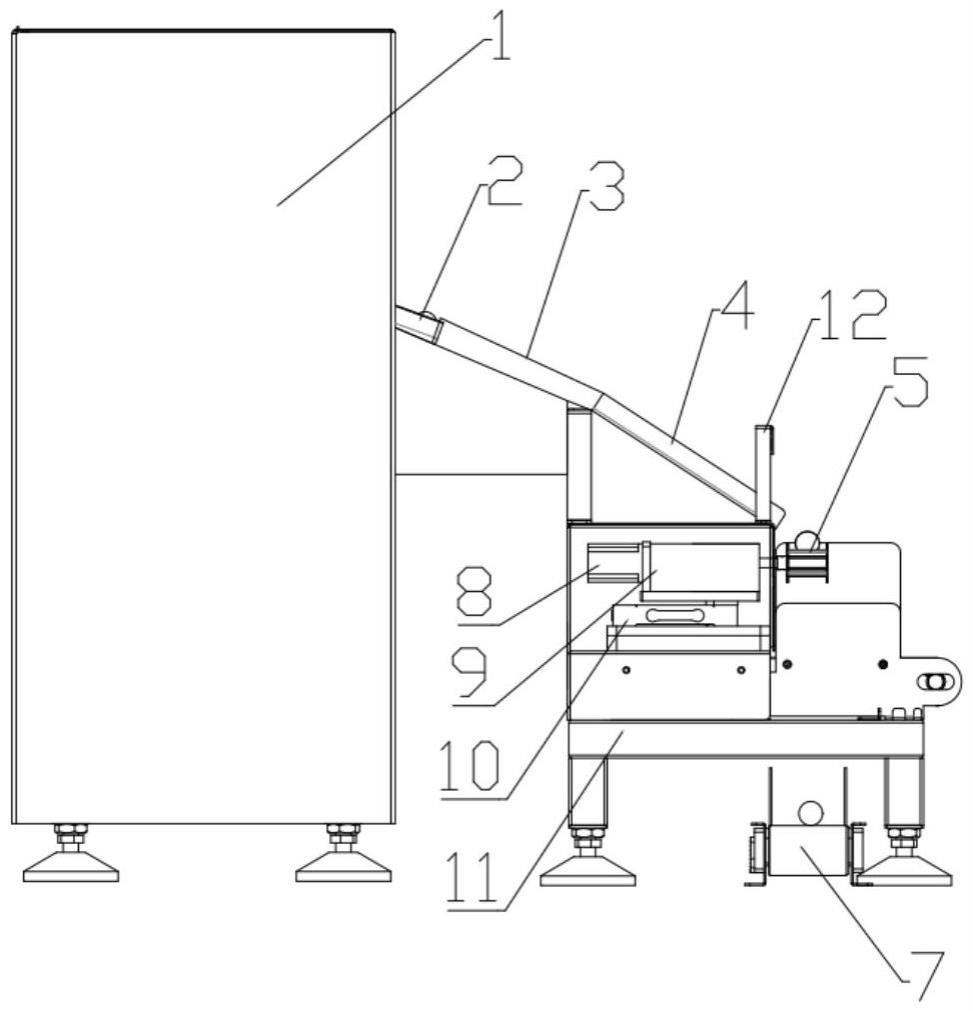
2、本实用新型解决其技术问题所采用技术方案为:一种药丸多通道自动称重机构,包括机架、药丸分道槽、若干药丸导流槽和若干进料下滑板;所述药丸分道槽连接制丸机,所述药丸分道槽上设有若干仅容许单粒药丸出料的槽口,每一所述药丸导流槽的一端连接所述槽口,另一端连接所述进料下滑板的一端,所述机架上安装有若干秤盘,每一所述进料下滑板的另一端分别连接所述秤盘,制丸机生产的药丸通过药丸分道槽将药丸逐粒分开,再沿药丸导流槽和进料下滑板逐粒输送至秤盘上进行称重。
3、作为本实用新型一种优选方案:还包括有控制器,每一所述秤盘分别数据连接所述控制器。
4、作为本实用新型一种优选方案:所述机架上还安装有合格品输送线、不合格品输送线、若干伺服电机和若干秤盘连接结构,每一所述秤盘连接结构分别连接一个所述秤盘,所述控制器控制连接所述伺服电机,每一所述伺服电机连接并可驱动一个所述秤盘连接结构带动所述秤盘正转或反转,使秤盘上的药丸分别落至所述合格品输送线或所述不合格品输送线。
5、作为本实用新型一种优选方案:所述机架上还安装有监控所有所述进料下滑板落料情况的光电传感器。
6、作为本实用新型一种优选方案:所述药丸导流槽和所述进料下滑板均呈向下倾斜设置,以方便落料。
7、作为本实用新型一种优选方案:为了方便设备的生产布局,所有所述槽口呈水平均匀间隔的排列布置在所述药丸分道槽上,同样的,所有所述秤盘也呈水平均匀间隔的排列布置在所述机架上。所有所述药丸导流槽之间呈散射状分布,所有所述进料下滑板之间呈均匀间隔布置。
8、本实用新型的有益效果是:本设备通过药丸分道槽和药丸导流槽可完成药丸分道,实现多通道称重,方便实现药丸的全面自动称重,不漏一个,提高生产效率和质量。本设备自动称重,减少人工干预,避免人员可能对药丸产生污染,同时减少人工成本。
技术特征:
1.一种药丸多通道自动称重机构,其特征在于,包括机架、药丸分道槽、若干药丸导流槽和若干进料下滑板;所述药丸分道槽连接制丸机,所述药丸分道槽上设有若干仅容许单粒药丸出料的槽口,每一所述药丸导流槽的一端连接所述槽口,另一端连接所述进料下滑板的一端,所述机架上安装有若干秤盘,每一所述进料下滑板的另一端分别连接所述秤盘。
2.根据权利要求1所述的一种药丸多通道自动称重机构,其特征在于,还包括有控制器,每一所述秤盘分别数据连接所述控制器。
3.根据权利要求2所述的一种药丸多通道自动称重机构,其特征在于,所述机架上还安装有合格品输送线、不合格品输送线、若干伺服电机和若干秤盘连接结构,每一所述秤盘连接结构分别连接一个所述秤盘,所述控制器控制连接所述伺服电机,每一所述伺服电机分别连接并可驱动一个所述秤盘连接结构带动所述秤盘正转或反转,使秤盘上的药丸分别落至所述合格品输送线或所述不合格品输送线。
4.根据权利要求1所述的一种药丸多通道自动称重机构,其特征在于,所述药丸导流槽和所述进料下滑板均呈向下倾斜设置。
5.根据权利要求1-4任一所述的一种药丸多通道自动称重机构,其特征在于,所述机架上还安装有监控所有所述进料下滑板落料情况的光电传感器。
6.根据权利要求1所述的一种药丸多通道自动称重机构,其特征在于,所有所述槽口呈水平均匀间隔的排列布置在所述药丸分道槽上。
7.根据权利要求1或6所述的一种药丸多通道自动称重机构,其特征在于,所有所述秤盘呈水平均匀间隔的排列布置在所述机架上。
8.根据权利要求1所述的一种药丸多通道自动称重机构,其特征在于,所有所述药丸导流槽之间呈散射状分布,所有所述进料下滑板之间呈均匀间隔布置。
技术总结
本技术公开一种药丸多通道自动称重机构,包括机架、药丸分道槽、若干药丸导流槽和若干进料下滑板;所述药丸分道槽连接制丸机,所述药丸分道槽上设有若干仅容许单粒药丸出料的槽口,每一所述药丸导流槽的一端连接所述槽口,另一端连接所述进料下滑板的一端,所述机架上安装有若干秤盘,每一所述进料下滑板的另一端分别连接所述秤盘。本机构通过药丸分道槽和药丸导流槽可完成药丸分道,实现多通道称重,方便实现药丸的全面自动称重,不漏一个,提高生产效率和质量。本机构自动称重,减少人工干预,避免人员可能对药丸产生污染,同时减少人工成本。
技术研发人员:冯雅婷
受保护的技术使用者:广州追远电气机械有限公司
技术研发日:20221229
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!