一种回转式多工位气弹簧综合检测装置的制作方法
本发明涉及气弹簧检测,更具体地说,特别涉及一种回转式多工位气弹簧综合检测装置。
背景技术:
1、气弹簧是一种可以实现支撑、缓冲、制动、高度及角度调节等功能的机械零件,广泛应用于医疗、汽车制造、家具生产等行业中;现有技术中对气弹簧的检测,主要是通过传统器具进行分项测量,导致气弹簧检测时间长和人工检测成本高。
技术实现思路
1、针对现有技术的不足,本发明提供了一种回转式多工位气弹簧综合检测装置,工位的环形设置,从而大量节省了工厂的工作空间,并且一次性的对气弹簧进行检测,可以解决气弹簧检测时间长和人工成本高的技术问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:包括底座和设置在底座上的回转料台,还包括有设置在底座上且环绕回转料台设置的上料工位、加速度检测工位、第一筛选工位、力值检测工位、第二筛选工位、振动检测工位和下料工位;
3、回转料台具有一个呈水平状态设置的支撑台和位于支撑台上方且呈水平状态的步进式转动的旋转台,旋转台上呈环形布置有若干个主夹爪组,每个主夹爪组均具有两个用以夹持待检测的气弹簧的壳体的夹爪,支撑台上设置有若干个支撑座组,旋转台静止状态下,一个主夹爪组和位于其正下方的一个支撑座组构成用以夹持两个气弹簧的固定机构,上料工位用于将两个待检测的气弹簧呈竖直状态放置到回转料台上正对上料工位的一个固定机构中;加速度检测工位布置在旋转台旋转方向上且位于上料工位的后方,用于对运动到该工位的固定机构上的气弹簧进行加速度检测;第一筛选工位布置在旋转台旋转方向上且位于加速度检测工位的后方,用于将运动到该工位的固定机构上经加速度检测工位检测后不合格的气弹簧移除;力值检测工位布置在旋转台旋转方向上且位于第一筛选工位的后方,用于对运动到该工位的固定机构上的气弹簧进行力值检测;第二筛选工位布置在旋转台旋转方向上且位于力值检测工位的后方,用于将运动到该工位的固定机构上力值检测工位检测后不合格的气弹簧移除;振动检测工位布置在旋转台旋转方向上且位于第二筛选工位的后方,用于对运动到该工位的固定机构上的气弹簧进行振动检测;下料工位布置在旋转台旋转方向上且位于振动检测工位的后方,用于将运动到该工位的固定机构上的气弹簧全部移除并进行分流。优选的,加速度检测工位包括一个呈水平状态设置且在竖直方向上运动的第一压台,当旋转台静止时,第一压台位于处于加速度检测工位处的固定机构的正上方;第一压台设有供气弹簧的顶杆穿过的第一穿孔,第一压台设有位于第一穿孔正上方的第一活动封堵块,第一压台上还是设有位于第一活动封堵块上方的能够在竖直方向上运动的检测块,加速度检测工位还设有位于检测块上方的加速度传感器。
4、优选的,力值检测工位包括一个呈水平状态设置且在竖直方向上运动的第二压台,在旋转台静止时,第二位于位于处于力值检测工位处的固定机构的正上方;第二压台的底部安装有与气弹簧的顶杆的端部抵触的承压块,该承压块安装有压力传感器。
5、优选的,振动检测工位包括一个呈水平状态设置且在竖直方向上运动的第三压台,当旋转台静止时,第三压台位于处于振动检测工位处的固定机构的正上方;第三压台设有供气弹簧的顶杆穿过的第二穿孔,第三压台设有位于第二穿孔正上方的第二活动封堵块;振动检测工位还包括有一对用于夹持处于该工位的气弹簧的壳体的检测爪,每个检测爪上均安装有振动传感器。
6、优选的,第一筛选工位和第二筛选工位结构相同,第一筛选工位和第二筛选工位均包括呈水平状态设置并且在竖直方向上运动的竖向移台,竖向移台的底部安装有呈水平状态且在沿固定机构运动轨迹的切向方向运动的切向移台,切向移台的底部安装有呈水平状态且在沿固定机构运动轨迹的法向运动的法向移台,法向移台的前端安装有取料爪。
7、优选的,第一筛选工位和第二筛选工位还包括有安装在底座上不合格品收集装置。
8、优选的,不合格品收集装置包括有安装板、收集筒和第一气缸,收集筒的底部与安装板铰接,第一气缸设置在收集桶的旁侧,第一气缸的一端与安装板铰接,第一气缸的另一端与收集桶的侧部铰接。
9、优选的,底座上安装有用于驱动支撑台在竖直方向上运动的升降驱动机构。
10、优选的,支撑台为固定装置时对应每个支撑座组均设置有一个辅助夹爪组,每个辅助夹爪组均具有两个用以夹持待检测的气弹簧的壳体的夹爪。
11、优选的,支撑台为升降装置时对应每个支撑座组均设置有一个辅助夹爪组,每个辅助夹爪组均具有两个用以夹持待检测的气弹簧的壳体的夹爪。
12、有益效果:本发明通过综合检测装置上各工位呈环形设置,可以一次性的对气弹簧进行检测,可以解决现有技术中气弹簧检测需要人工分项检测,导致人工检测成本高和检测时间长的技术问题。
技术特征:
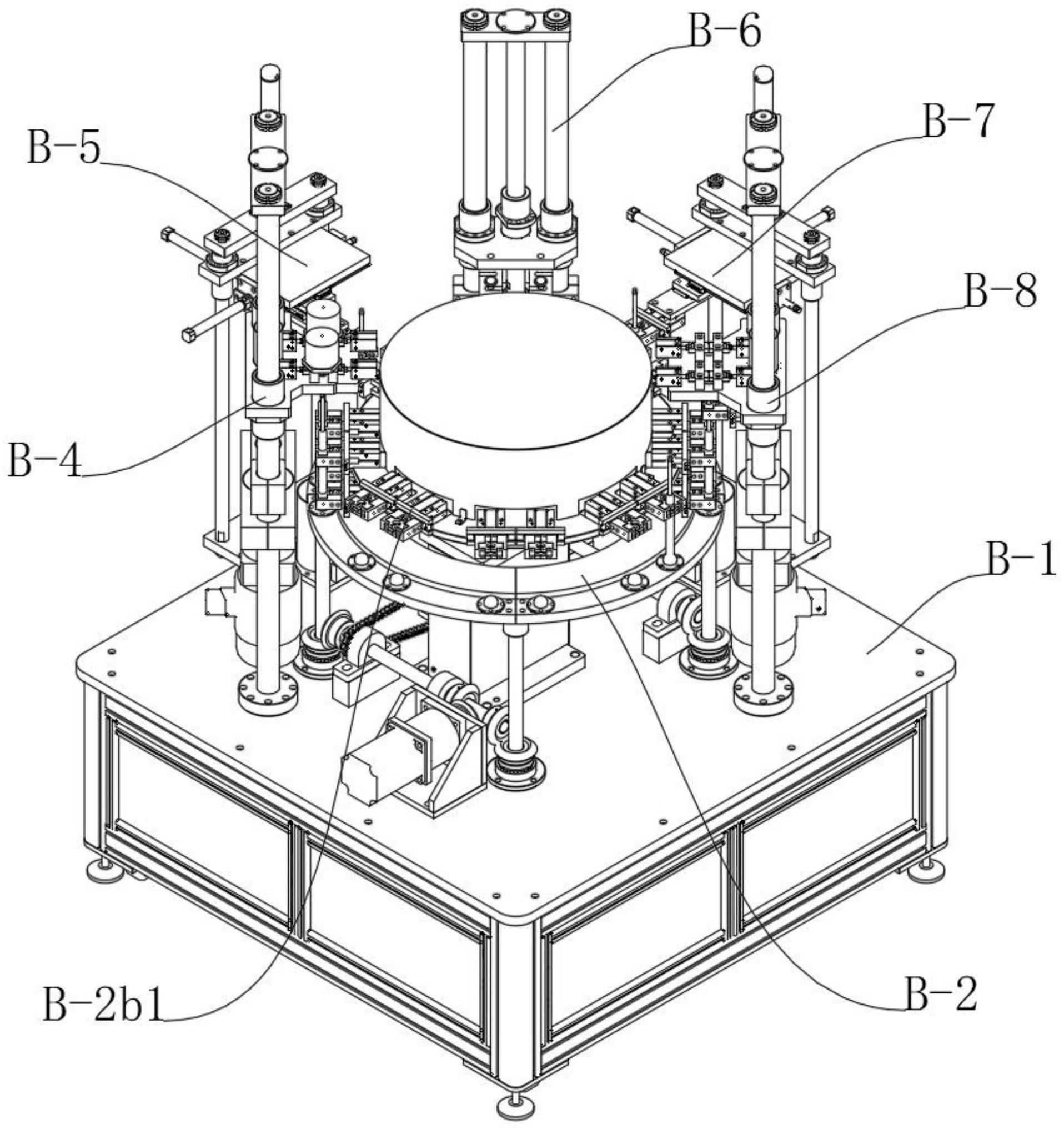
1.一种回转式多工位气弹簧综合检测装置,包括底座(b-1)和设置在底座上的回转料台(b-2),其特征在于,还包括有设置在底座(b-1)上且环绕回转料台(b-2)设置的上料工位(b-3)、加速度检测工位(b-4)、第一筛选工位(b-5)、力值检测工位(b-6)、第二筛选工位(b-7)、振动检测工位(b-8)和下料工位(b-9);
2.根据权利要求1所述的一种回转式多工位气弹簧综合检测装置,其特征在于,加速度检测工位(b-4)包括一个呈水平状态设置且在竖直方向上运动的第一压台(b-4a),当旋转台(b-2b)静止时,第一压台(b-4a)位于处于加速度检测工位(b-4)处的固定机构的正上方;
3.根据权利要求1所述的一种回转式多工位气弹簧综合检测装置,其特征在于,力值检测工位(b-6)包括一个呈水平状态设置且在竖直方向上运动的第二压台(b-6a),当旋转台(b-2b)静止时,第二压台(b-6a)位于处于力值检测工位(b-6)处的固定机构的正上方;
4.根据权利要求1所述的一种回转式多工位气弹簧综合检测装置,其特征在于,振动检测工位(b-8)包括一个呈水平状态设置且在竖直方向上运动的第三压台(b-8a),当旋转台(b-2b)静止时,第三压台(b-8a)位于处于振动检测工位(b-8)处的固定机构的正上方;
5.根据权利要求1所述的一种回转式多工位气弹簧综合检测装置,其特征在于,第一筛选工位(b-5)和第二筛选工位(b-7)结构相同,第一筛选工位(b-5)和第二筛选工位(b-7)均包括呈水平状态设置并且在竖直方向上运动的竖向移台(b-5a),竖向移台(b-5a)的底部安装有呈水平状态且在沿固定机构运动轨迹的切向方向运动的切向移台(b-5b),切向移台(b-5b)的底部安装有呈水平状态且在沿固定机构运动轨迹的法向运动的法向移台(b-5c),法向移台的前端安装有取料爪(b-5d)。
6.根据权利要求5所述的一种回转式多工位气弹簧综合检测装置,其特征在于,第一筛选工位(b-5)和第二筛选工位(b-7)还包括有安装在底座(b-1)上不合格品收集装置(b-5e)。
7.根据权利要求6所述的一种回转式多工位气弹簧综合检测装置,其特征在于,不合格品收集装置(b-5e)包括有安装板(b-5e1)、收集筒(b-5e2)和第一气缸(b-5e3),收集筒(b-5e2)的底部与安装板(b-5e1)铰接,第一气缸(b-5e3)设置在收集筒(b-5e2)的旁侧,第一气缸(b-5e3)的一端与安装板(b-5e1)铰接,第一气缸(b-5e3)的另一端与收集筒(b-5e2)的侧部铰接。
8.根据权利要求1-7中任意一项所述的一种回转式多工位气弹簧综合检测装置,其特征在于,底座(b-1)上安装有用于驱动支撑台(b-2a)在竖直方向上运动的升降驱动机构。
9.根据权利要求1-7中任意一项所述的一种回转式多工位气弹簧综合检测装置,其特征在于,支撑台(b-2a)对应每个支撑座组(b-2a1)均设置有一个辅助夹爪组(b-2a2),每个辅助夹爪组(b-2a2)均具有两个用以夹持待检测的气弹簧的壳体的夹爪。
10.根据权利要求8所述的一种回转式多工位气弹簧综合检测装置,其特征在于,支撑台(b-2a)对应每个支撑座组(b-2a1)均设置有一个辅助夹爪组(b-2a2),每个辅助夹爪组(b-2a2)均具有两个用以夹持待检测的气弹簧的壳体的夹爪。
技术总结
本发明公开了一种回转式多工位气弹簧综合检测装置,包括底座和设置在底座上的回转料台,还包括有设置在底座上且环绕回转料台设置的上料工位、加速度检测工位、第一筛选工位、力值检测工位、第二筛选工位、振动检测工位和下料工位,该回转式多工位气弹簧综合检测装置可以对气弹簧进行多种检测,综合检测装置上各工位呈环形设置大量节省了工厂的工作空间,并且可以解决气弹簧检测时间长、人工检测成本高的问题。
技术研发人员:胡威明,兰石磊,时道强,彭迪
受保护的技术使用者:宁波力品格自动化科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!