不受传送速度波动影响的不合格产品剔除闭环控制方法与流程
本发明涉及不合格产品剔除,具体涉及不受传送速度波动影响的不合格产品剔除闭环控制方法。
背景技术:
1、现有的不合格产品剔除主要包括队列式、即检测即剔除、定长剔除三种方式,但这三种方式对现场运行环境和检测软件都有着较高的要求。
2、队列式,一般采用触发传感器或通过外部信号与剔除传感器组成队列,按照“先进先出”的原则,由plc来控制剔除。这种方式的前提条件就是信号要准确,产品不能存在黏连的情况,并且传感器不能出现误触发,误动作,一旦出现错误,便会一直错下去,必须清零队列重新启动。
3、即检测即剔除,对软件(包括采集软件和上位机处理软件)的处理速度要求较高,即软件处理时间的波动要足够小,并且产品与产品之间要保留足够的间距。
4、定长剔除,一般在接收到不合格产品信号时,plc开始接收旋转编码器的脉冲,并进行高速计数,当计数值达到预设距离对应的脉冲数后,由plc控制剔除机构进行剔除。这种方式对上位机处理软件的处理速度要求较高,由于软件对每个产品的处理时间是存在一定波动的,如果软件处理时间波动较大,那么plc高速计数的基点也会有较大的波动,便会导致剔除不准确,或者不能有效剔除不合格产品。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术所存在的上述缺点,本发明提供了不受传送速度波动影响的不合格产品剔除闭环控制方法,能够有效克服现有技术所存在的容易受到产品传送速度波动、软件处理时间波动影响而导致无法准确剔除不合格产品的缺陷。
3、(二)技术方案
4、为实现以上目的,本发明通过以下技术方案予以实现:
5、不受传送速度波动影响的不合格产品剔除闭环控制方法,包括以下步骤:
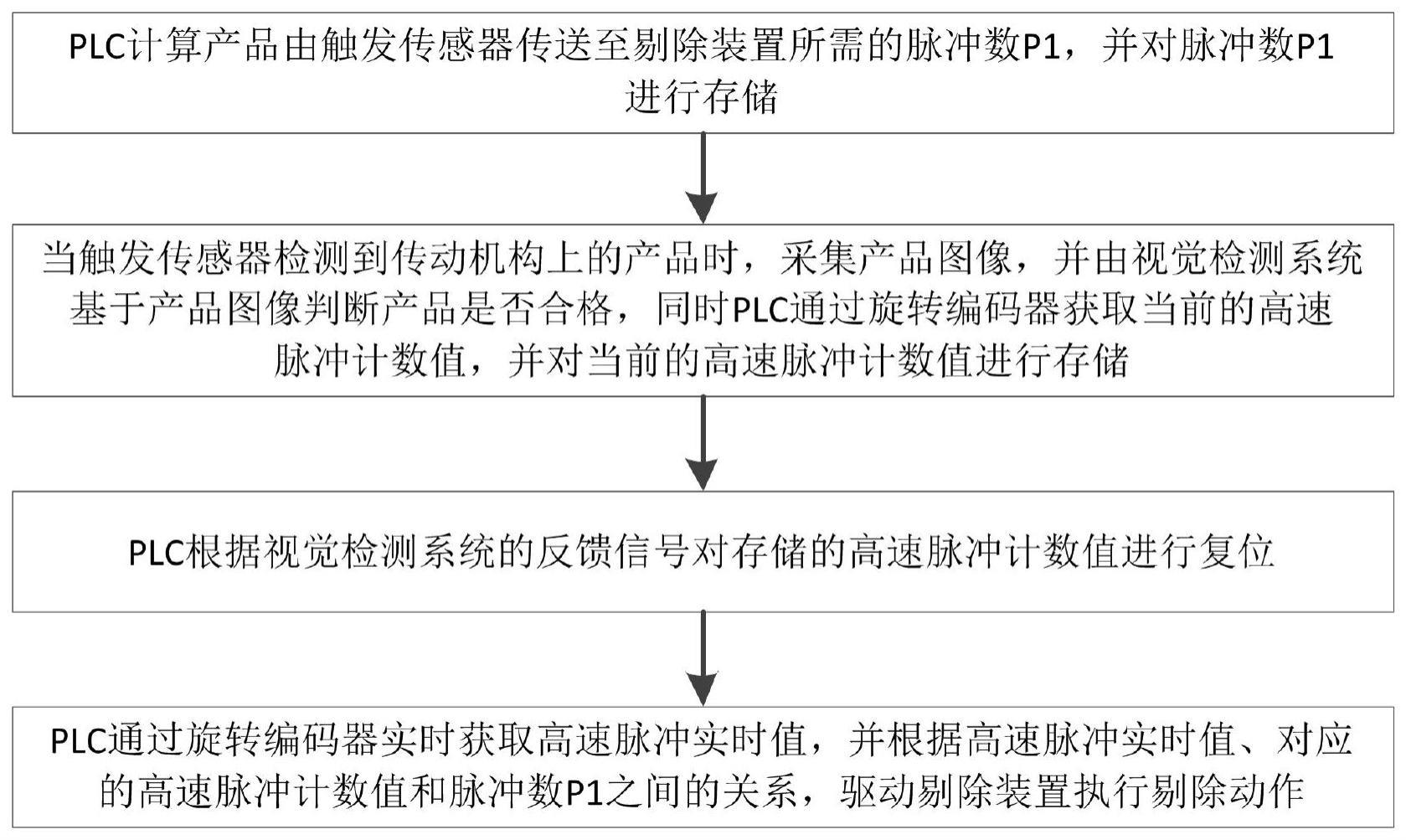
6、s1、plc计算产品由触发传感器传送至剔除装置所需的脉冲数p1,并对脉冲数p1进行存储;
7、s2、当触发传感器检测到传动机构上的产品时,采集产品图像,并由视觉检测系统基于产品图像判断产品是否合格,同时plc通过旋转编码器获取当前的高速脉冲计数值,并对当前的高速脉冲计数值进行存储;
8、s3、plc根据视觉检测系统的反馈信号对存储的高速脉冲计数值进行复位;
9、s4、plc通过旋转编码器实时获取高速脉冲实时值,并根据高速脉冲实时值、对应的高速脉冲计数值和脉冲数p1之间的关系,驱动剔除装置执行剔除动作。
10、优选地,s1中plc计算产品由触发传感器传送至剔除装置所需的脉冲数p1,并对脉冲数p1进行存储,包括:
11、预先测量旋转编码器旋转一周对应的产品在传动机构上的移动距离l,以及旋转编码器旋转一周对应产生的高速脉冲数p,并将移动距离l和高速脉冲数p写入plc中;
12、预先测量触发传感器与剔除装置之间的距离l1,并将距离l1写入plc中;
13、plc基于下式计算产品由触发传感器传送至剔除装置所需的脉冲数p1,并对脉冲数p1进行存储:
14、
15、优选地,s2中当触发传感器检测到传动机构上的产品时,采集产品图像,并由视觉检测系统基于产品图像判断产品是否合格,包括:
16、当触发传感器检测到传动机构上的产品时,向plc发送检测信号;
17、plc接收到触发传感器发送的检测信号后,驱动图像采集装置采集产品图像,并将采集到的产品图像上传至视觉检测系统;
18、视觉检测系统对产品图像与模板图像进行比对,根据比对结果判断产品是否合格,并向plc发送反馈信号。
19、优选地,s2中plc通过旋转编码器获取当前的高速脉冲计数值,并对当前的高速脉冲计数值进行存储,包括:
20、plc接收到触发传感器发送的检测信号后,驱动内部寄存器mw10计数加1,并将mw10作为数组data的存储指针;
21、plc通过旋转编码器获取当前的高速脉冲计数值,并将当前的高速脉冲计数值写入数组data[mw10]中。
22、优选地,s3中plc根据视觉检测系统的反馈信号对存储的高速脉冲计数值进行复位,包括:
23、plc接收到视觉检测系统发送的反馈信号后,驱动内部寄存器mw12计数加1,并将mw12作为数组data的数据复位指针;
24、若plc接收到视觉检测系统发送的反馈信号为合格产品信号时,则将数组data[mw12]的数据置为0。
25、优选地,数组data的长度取决于从触发传感器至剔除装置之间可能存在的最大产品个数,当内部寄存器mw10、mw12的计数值大于数组data的长度时,则将内部寄存器mw10、mw12的计数值置为1。
26、优选地,s4中plc通过旋转编码器实时获取高速脉冲实时值,并根据高速脉冲实时值、对应的高速脉冲计数值和脉冲数p1之间的关系,驱动剔除装置执行剔除动作,包括:
27、plc通过旋转编码器实时获取高速脉冲实时值,并将高速脉冲实时值写入md100中;
28、对于第一个产品,对应的高速脉冲计数值为data[1],则当data[1]>0且md100-data[1]≥p1时,plc驱动剔除装置执行剔除动作,并将data[1]的数据置为0。
29、优选地,当plc在预设响应时间段内未接收到视觉检测系统发送的反馈信号时,plc仍驱动剔除装置执行剔除动作,以避免不合格产品流入成品。
30、优选地,旋转编码器安装于传动机构的主动轴上,跟随主动轴转动,旋转编码器的信号线接于plc的高速计数器的特定输入口上,plc接收旋转编码器旋转时产生的高速脉冲,并进行高速计数。
31、(三)有益效果
32、与现有技术相比,本发明所提供的不受传送速度波动影响的不合格产品剔除闭环控制方法,能够不受产品传送速度波动、软件处理时间波动的影响,通过闭环控制有效解决软件卡顿处理超时、软件死机造成不合格产品遗漏的问题,从而实现对不合格产品的精准剔除。
技术特征:
1.不受传送速度波动影响的不合格产品剔除闭环控制方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的不受传送速度波动影响的不合格产品剔除闭环控制方法,其特征在于:s1中plc计算产品由触发传感器传送至剔除装置所需的脉冲数p1,并对脉冲数p1进行存储,包括:
3.根据权利要求2所述的不受传送速度波动影响的不合格产品剔除闭环控制方法,其特征在于:s2中当触发传感器检测到传动机构上的产品时,采集产品图像,并由视觉检测系统基于产品图像判断产品是否合格,包括:
4.根据权利要求3所述的不受传送速度波动影响的不合格产品剔除闭环控制方法,其特征在于:s2中plc通过旋转编码器获取当前的高速脉冲计数值,并对当前的高速脉冲计数值进行存储,包括:
5.根据权利要求4所述的不受传送速度波动影响的不合格产品剔除闭环控制方法,其特征在于:s3中plc根据视觉检测系统的反馈信号对存储的高速脉冲计数值进行复位,包括:
6.根据权利要求5所述的不受传送速度波动影响的不合格产品剔除闭环控制方法,其特征在于:数组data的长度取决于从触发传感器至剔除装置之间可能存在的最大产品个数,当内部寄存器mw10、mw12的计数值大于数组data的长度时,则将内部寄存器mw10、mw12的计数值置为1。
7.根据权利要求5所述的不受传送速度波动影响的不合格产品剔除闭环控制方法,其特征在于:s4中plc通过旋转编码器实时获取高速脉冲实时值,并根据高速脉冲实时值、对应的高速脉冲计数值和脉冲数p1之间的关系,驱动剔除装置执行剔除动作,包括:
8.根据权利要求7所述的不受传送速度波动影响的不合格产品剔除闭环控制方法,其特征在于:当plc在预设响应时间段内未接收到视觉检测系统发送的反馈信号时,plc仍驱动剔除装置执行剔除动作,以避免不合格产品流入成品。
9.根据权利要求1、2、4、7中任意一项所述的不受传送速度波动影响的不合格产品剔除闭环控制方法,其特征在于:旋转编码器安装于传动机构的主动轴上,跟随主动轴转动,旋转编码器的信号线接于plc的高速计数器的特定输入口上,plc接收旋转编码器旋转时产生的高速脉冲,并进行高速计数。
技术总结
本发明涉及不合格产品剔除,具体涉及不受传送速度波动影响的不合格产品剔除闭环控制方法,PLC计算产品由触发传感器传送至剔除装置所需的脉冲数P1;当触发传感器检测到传动机构上的产品时,采集产品图像,并由视觉检测系统基于产品图像判断产品是否合格,同时PLC通过旋转编码器获取当前的高速脉冲计数值,并对当前的高速脉冲计数值进行存储;PLC根据视觉检测系统的反馈信号对存储的高速脉冲计数值进行复位;PLC根据高速脉冲实时值、对应的高速脉冲计数值和脉冲数P1之间的关系,驱动剔除装置执行剔除动作;本发明提供的技术方案能够有效克服容易受到产品传送速度波动、软件处理时间波动影响而导致无法准确剔除不合格产品的缺陷。
技术研发人员:陈文正,史鹏辉,王龙
受保护的技术使用者:合肥友高物联网标识设备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!