一种蒸发器混线检测自动生产线的制作方法
本发明属于机械,尤其涉及一种蒸发器混线检测自动生产线。
背景技术:
1、蒸发器在生产环节中,有一项重的工序就是检漏工序,而检漏通常有多个工序,并且有多个不同的产品型号,而不同的产品型号需要不同的检测接口,需要人工进行分类然后进行分别检测,导致检测操作复杂以及检测效率低的问题,所以如何开发一款生产线,可以实现不同型号的产品混检,是本领域技术人员一直在思考的难题。
技术实现思路
1、本发明的目的在于提供一种蒸发器混线检测自动生产线,解决上述现有技术中不同型号不同接口的产品混检无法实现的技术问题。
2、本发明解决其技术问题所采用的技术方案是:
3、一种蒸发器混线检测自动生产线,包括:物料输送线,所述物料输送线一侧具有检测转盘,所述检测转盘放置于检测机架之上,所述检测转盘相对的两侧分别设置有上料机械手和下料机械手,所述上料机械手与物料输送线之间具有进料机构,所述进料机构将物料输送线上的待处理工件抓取定位供上料机械手转移至检测转盘,所述下料机械手将处理完的工件转移至下料机构或不合格品出料线,所述下料机构末端具有合格品输送线,所述不合格品出料线将不合格品进行收集和输送。
4、本发明的一种蒸发器混线检测自动生产线,所述检测转盘依次具有预备工位、检大漏工位、氦检工位和下料工位、每一工位上均设置有检漏密封夹具。
5、本发明的一种蒸发器混线检测自动生产线,所述检漏密封夹具上具有可拆卸式的夹具检测气管接头。
6、本发明的一种蒸发器混线检测自动生产线,所述预备工位外侧设置有气管接头更换机械手,所述气管接头更换机械手下方具有气管接头承载装置,所述气管接头承载装置用于放置各种不同型号的夹具检测气管接头,所述气管接头承载装置底部具有移位机构。
7、本发明的一种蒸发器混线检测自动生产线,所述氦检工位处设置有氦检装置,所述氦检装置与检漏密封夹具配合或分离。
8、本发明的一种蒸发器混线检测自动生产线,所述氦检装置包括检测箱体,所述检测箱体呈底部开口状结构安装,所述检测箱体一侧具有成对安装有上链轮和下链轮,所述上链轮和下链轮之间张紧有链条,所述下链轮通过升降动力装置提供旋转动力,所述链条上靠近检测箱体一侧安装有密封托架,所述密封托架在链条旋转过程中实现升降动作,所述密封托架用于将检漏密封夹具向上或向下运输,所述检漏密封夹具表面装夹有待处理工件,所述检漏密封夹具与检测箱体密封配合或分离,所述检测箱体顶部具有贯穿的氦检真空管,所述氦检真空管与真空发生装置连接,所述检漏密封夹具具有气体管路,所述气体管路一端与待处理工件连通,所述气体管路另一端与氦气气源连通。
9、本发明的一种蒸发器混线检测自动生产线,所述链条设置有两条,两条所述链条的下链轮之间通过传动轴进行传动,所述密封托架上具有托架滑块,所述托架滑块与托架导向轴滑动连接,所述托架导向轴与检测机架固定安装。
10、本发明的一种蒸发器混线检测自动生产线,所述进料机构包括:进料机架,所述进料机架长度方向一端设置有进料定位机构,所述进料机架长度方向另一端设置有进料机送料机构,所述进料定位机构外侧靠近物料输送线,所述进料定位机构和进料机送料机构之间设置有进料机取料运输机构,所述进料机取料运输机构将进料定位机构上的待处理工件运输至进料机送料机构上,所述进料机送料机构上的待处理工件待下一工序的取料机取用。
11、本发明的一种蒸发器混线检测自动生产线,所述进料定位机构上方的进料机架上设置有进料推料机构,所述进料推料机构将物料输送线上的待处理工件推送至进料定位机构。
12、本发明的一种蒸发器混线检测自动生产线,所述进料推料机构包括推料座和推料头,所述推料头可在推料座长度方向移动,所述推料头可沿推料座竖直方向伸缩,所述进料定位机构包括两个侧面顶紧定位机构和一个端部顶紧定位机构。
13、本发明产生的有益效果是:提出一种蒸发器混线检测自动生产线,通过检测转盘使检漏密封夹具上的待处理工件在各处理工位间流转,无需每个工位进行取放;通过设置多个工位进行各项检测,并且通过设置预备工位,流水线自动识别即将进行检测的工件,然后进行相应的夹具检测气管接头更换,从而可以适应不同型号的工件;通过检漏密封夹具与检测箱体直接配合,在真空氦检工序也一体化完成,真正的实现了检测过程的自动化。
技术特征:
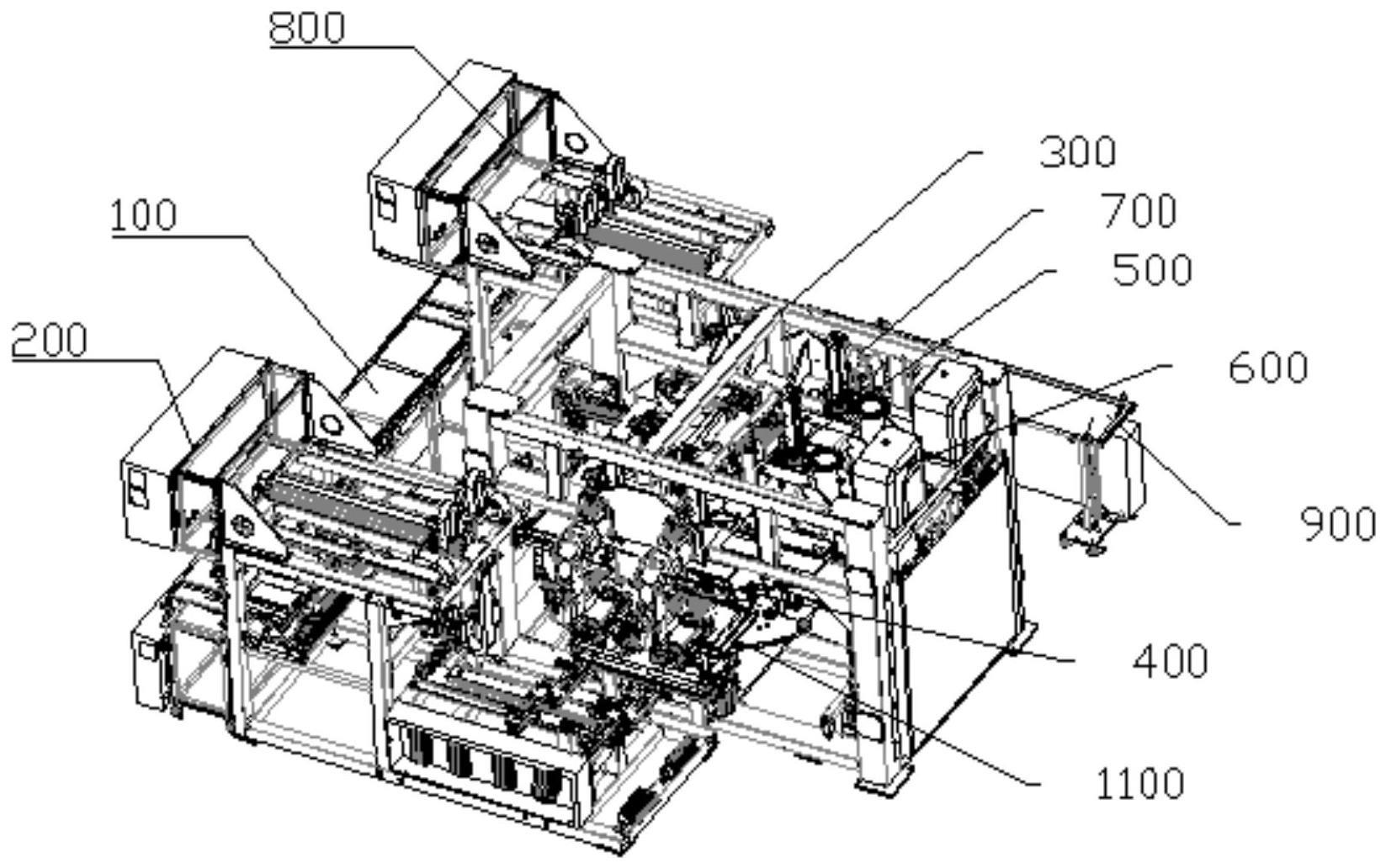
1.一种蒸发器混线检测自动生产线,其特征在于,包括:物料输送线(100),所述物料输送线(100)一侧具有检测转盘(500),所述检测转盘(500)放置于检测机架(300)之上,所述检测转盘(500)相对的两侧分别设置有上料机械手(400)和下料机械手(700),所述上料机械手(400)与物料输送线(100)之间具有进料机构(200),所述进料机构(200)将物料输送线(100)上的待处理工件抓取定位供上料机械手(400)转移至检测转盘(500),所述下料机械手(700)将处理完的工件转移至下料机构(800)或不合格品出料线(900),所述下料机构(800)末端具有合格品输送线,所述不合格品出料线(900)将不合格品进行收集和输送。
2.根据权利要求1所述的一种蒸发器混线检测自动生产线,其特征在于,所述检测转盘(500)依次具有预备工位(510)、检大漏工位(520)、氦检工位(530)和下料工位(540)、每一工位上均设置有检漏密封夹具(1100)。
3.根据权利要求2所述的一种蒸发器混线检测自动生产线,其特征在于,所述检漏密封夹具(1100)上具有可拆卸式的夹具检测气管接头(1160)。
4.根据权利要求3所述的一种蒸发器混线检测自动生产线,其特征在于,所述预备工位(510)外侧设置有气管接头更换机械手(5101),所述气管接头更换机械手(5101)下方具有气管接头承载装置(5102),所述气管接头承载装置(5102)用于放置各种不同型号的夹具检测气管接头(1160),所述气管接头承载装置(5102)底部具有移位机构(5103)。
5.根据权利要求4所述的一种蒸发器混线检测自动生产线,其特征在于,所述氦检工位(530)处设置有氦检装置(600),所述氦检装置(600)与检漏密封夹具(1100)配合或分离。
6.根据权利要求5所述的一种蒸发器混线检测自动生产线,其特征在于,所述氦检装置(600)包括检测箱体(610),所述检测箱体(610)呈底部开口状结构安装,所述检测箱体(610)一侧具有成对安装有上链轮(640)和下链轮(650),所述上链轮(640)和下链轮(650)之间张紧有链条(630),所述下链轮(650)通过升降动力装置(660)提供旋转动力,所述链条(630)上靠近检测箱体(610)一侧安装有密封托架(620),所述密封托架(620)在链条(630)旋转过程中实现升降动作,所述密封托架(620)用于将检漏密封夹具(1100)向上或向下运输,所述检漏密封夹具(1100)表面装夹有待处理工件(1000),所述检漏密封夹具(1100)与检测箱体(610)密封配合或分离,所述检测箱体(610)顶部具有贯穿的氦检真空管(690),所述氦检真空管(690)与真空发生装置连接,所述检漏密封夹具(1100)具有气体管路,所述气体管路一端与待处理工件(1000)连通,所述气体管路另一端与氦气气源连通。
7.根据权利要求6所述的一种蒸发器混线检测自动生产线,其特征在于,所述链条(630)设置有两条,两条所述链条(630)的下链轮(650)之间通过传动轴进行传动,所述密封托架(620)上具有托架滑块(622),所述托架滑块(622)与托架导向轴(621)滑动连接,所述托架导向轴(621)与检测机架(300)固定安装。
8.根据权利要求1所述的一种蒸发器混线检测自动生产线,其特征在于,所述进料机构(200)包括:进料机架(210),所述进料机架(210)长度方向一端设置有进料定位机构(230),所述进料机架(210)长度方向另一端设置有进料机送料机构(250),所述进料定位机构(230)外侧靠近物料输送线(100),所述进料定位机构(230)和进料机送料机构(250)之间设置有进料机取料运输机构(240),所述进料机取料运输机构(240)将进料定位机构(230)上的待处理工件(1000)运输至进料机送料机构(250)上,所述进料机送料机构(250)上的待处理工件(1000)待下一工序的取料机取用。
9.根据权利要求8所述的一种蒸发器混线检测自动生产线,其特征在于,所述进料定位机构(230)上方的进料机架(210)上设置有进料推料机构(220),所述进料推料机构(220)将物料输送线(100)上的待处理工件(1000)推送至进料定位机构(230)。
10.根据权利要求9所述的一种蒸发器混线检测自动生产线,其特征在于,所述进料推料机构(220)包括推料座(221)和推料头(222),所述推料头(222)可在推料座(221)长度方向移动,所述推料头(222)可沿推料座(221)竖直方向伸缩,所述进料定位机构(230)包括两个侧面顶紧定位机构和一个端部顶紧定位机构。
技术总结
本发明公开了一种蒸发器混线检测自动生产线,包括:物料输送线,所述物料输送线一侧具有检测转盘,所述检测转盘放置于检测机架之上,所述检测转盘相对的两侧分别设置有上料机械手和下料机械手,所述上料机械手与物料输送线之间具有进料机构,所述进料机构将物料输送线上的待处理工件抓取定位供上料机械手转移至检测转盘,所述下料机械手将处理完的工件转移至下料机构或不合格品出料线,所述下料机构末端具有合格品输送线,所述不合格品出料线将不合格品进行收集和输送,解决上述现有技术中不同型号不同接口的产品混检无法实现的技术问题。
技术研发人员:张果,蓝峰,李健,瞿骑龙,艾仕义,雷福元
受保护的技术使用者:爱发科东方检测技术(成都)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!