一种斜齿轮全自动检测装置的制作方法
本发明涉及零件检测,尤其是涉及一种斜齿轮全自动检测装置。
背景技术:
1、目前,为提高行车舒适性,无需改变坐姿,使用控制键就可以对座椅进行多向调整,实现无级调正。利用小型永磁直流电机结合斜齿轮进行汽车座椅传动,通过门扶手上的控制开关来控制座椅电路通路和电流方向,实现智能调节座椅水平、高度、角度多功能调节的目的。
2、斜齿轮在其中起到重要作用,如图1所示,一种斜齿轮产品包括齿轮部,齿轮部的两端设置有轴端部。为了安全起见,需要生产后对斜齿轮的齿轮部厚度和跳动进行检测以确保其质量符合使用标准。常规检测过程通常由人工进行分布测量并进行筛选投放,但是人工测量过程容易存在误差,影响良品率且工作效率较为低下,人工成本较高。
3、斜齿轮产品在测量前通常置于料管内存放,现在对斜齿轮产品进行质量检测,需要将其自料管内取出,测量完毕后,需要将合格品再次装回料管内进行放置。目前产品的取出和放回工作多由人工操作,导致工作效率低下。
技术实现思路
1、为解决上述问题,本发明提出了一种结构简单,有效提高检测效率的斜齿轮全自动检测装置。
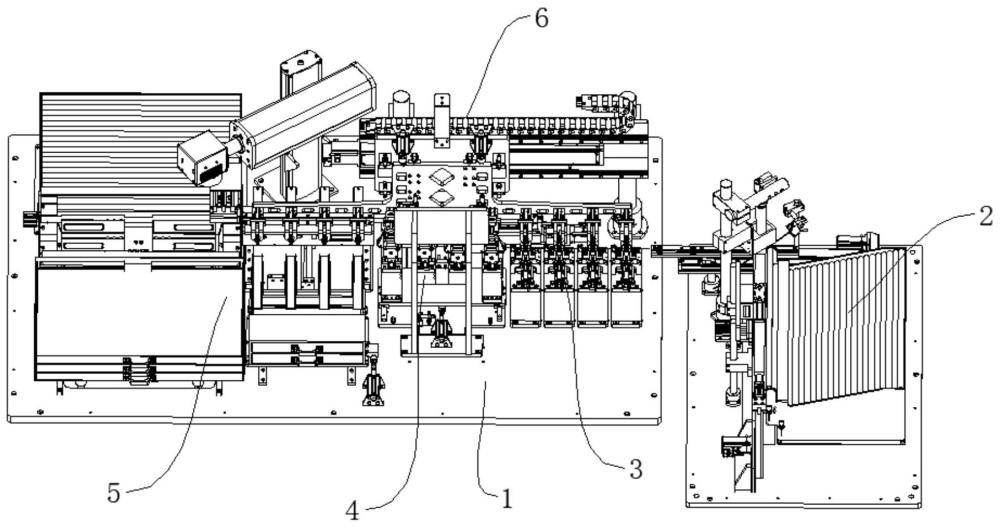
2、本发明的主要内容包括:机台,依次设置于所述机台上的上料模块、第一检测模块、第二检测模块、下料模块及搬运模块;
3、所述上料模块用于实现产品上料,其包括第一料管上料组件,所述第一料管上料组件的相向两侧设置有产品出料组件及接料组件;
4、所述第一检测模块用于测量产品的齿轮部厚度,其包括若干第一承载组件及设于所述第一承载组件的第一检测组件;
5、所述第二检测模块用于测量产品的齿轮部圆跳动,其包括第二承载组件、第二检测组件及驱动产品转动的旋转驱动组件;
6、所述下料模块用于将合格品与不良品进行分拣动作,其包括分拣组件、置于所述分拣组件两侧的第一收料组件和第二收料组件;
7、所述搬运模块,用于抓取产品并将产品依次搬运至各个模块,其包括移动模组及滑动设置于所述移动模组上的若干机械夹爪。
8、优选地,所述第一料管上料组件包括依次设置的料管仓、料管上料件及料管承载件,
9、所述料管仓本体内设置有第一坡板,所述第一坡板靠近所述料管上料件的一端向下倾斜,所述第一坡板的底沿前端设置有第一挡板,所述第一挡板远离所述第一坡板的一侧设置有第一过渡板,所述第一过渡板的上沿不高于所述第一挡板上沿;
10、所述料管上料件包括第一托料板及驱动所述第一托料板升降的第一升降驱动件,所述第一托料板包括间隔设置的第一托料部和第二托料部,所述第一托料部置于所述第一挡板与所述第一坡板之间,所述第二托料部置于所述第一过渡板与所述料管承载件之间;
11、所述料管承载件通过第一固定架设于所述第二托料部远离所述第一坡板一侧的料管治具,所述料管治具包括上下贯通的暂存槽及配置于所述暂存槽底部且可伸缩的第一底板,所述料管治具靠近接料组件的一端开设有出料槽。
12、优选地,所述产品出料组件包括置于所述料管治具远离所述接料组件一侧安置板及驱动所述安置板旋转的第一旋转驱动件,所述安置板上开设环状槽,所述环状槽内设置有推动件,所述推动件部分穿过所述料管治具的轴向一端。
13、优选地,所述接料组件包括接料板,所述接料板通过第一滑动模组滑动设置于所述料管治具远离所述产品出料组件的一端,所述接料板上沿轴向开设有若干接料槽,所述接料槽可与所述出料槽相互连通。
14、优选地,所述第一承载组件包括第一置料架,所述第一置料架上端面设置有第一载料治具,所述第一载料治具包括一体设置的第一载料部和第二载料部,所述第一载料部置于所述第二载料部靠近所述第一检测组件的一侧,所述第二载料部上开设有u形槽,所述u形槽水平深度大于所述产品轴端部的长度且所述u型槽的宽度小于所述产品齿轮部的宽度。
15、优选地,所述第一检测组件包括第一伸缩驱动件,所述第一伸缩驱动件的输出端靠近所述第一承载组件且连接有检测套筒,所述检测套筒的筒内水平深度大于等于所述产品轴端部的长度,所述检测套筒的内径大于所述产品轴端部的直径且小于所述产品齿轮部的直径;
16、所述第一置料架上设置有滑轨,所述滑轨沿第一检测组件方向向第一承载组件方向延伸,所述检测套筒通过一滑板滑动设置于所述滑轨上。
17、优选地,所述第二承载组件包括第二置料架及置于所述第二置料架上端面的第二载料治具,所述第二载料治具沿长度方向相对设置有第一支板和第二支板,用于支撑所述产品轴端部;
18、所述第二检测组件包括测量仪及配置与所述测量仪端部的测量球头,所述测量球头与所述产品齿轮部相抵接;
19、所述旋转驱动组件包括置于所述第二置料架一侧的第二支撑板,所述第二支撑板靠近所述第二承载组件一侧设置有可升降的第二连接板,所述第二连接板上设置有转轴单元及驱动所述转轴单元转动的第二旋转驱动件,所述转轴单元包括三组通过皮带连接的转动轮,所述转动轮为正三角结构排列设置,且其中任一所述转动轮与所述第二旋转驱动件的输出端相连。。
20、优选地,所述分拣组件包括第三置料架,所述第三置料架沿长度方向贯穿开设有第一导料槽,所述第一导料槽的一端配置有第一推料件,所述第三置料架沿宽度方向贯穿开设有若干第二导料槽,所述第二导料槽的一端配置有第二推料件,所述第一导料槽与所述第二导料槽相交位置处设置有可旋转的第三载料治具,所述第三载料治具上端面贯穿开设有一容料槽,所述第三载料治具的底部连接有第三旋转驱动件。
21、优选地,所述第一收料组件配置于所述第三置料架远离所示第一推料件的一侧,所述第一收料组件包括依次设置的第二料管上料组件、装配件及第一置料件。
22、优选地,所述第二收料组件包括配置于所述第三置料架远离所述第二推料件的一侧,所述第二收料组件包括倾斜设置的导料板及配置于所述导料板出料端的第二置料件。
23、本发明的有益效果在于:通过机械化设备,全自动化实现产品上料,产品齿轮部厚度检测、产品齿轮部圆跳动检测及合格品与不良品之间判定和分料动作,有效提高工作效率,代替常规人工检测和分拣,降低人工成本,同时提高检测精度。
技术特征:
1.一种斜齿轮全自动检测装置,其特征在于,主要包括:
2.根据权利要求1所述的一种斜齿轮全自动检测装置,其特征在于,
3.根据权利要求2所述的一种斜齿轮全自动检测装置,其特征在于,
4.根据权利要求2所述的一种斜齿轮全自动检测装置,其特征在于,
5.根据权利要求1所述的一种斜齿轮全自动检测装置,其特征在于,
6.根据权利要求5所述的一种斜齿轮全自动检测装置,其特征在于,
7.根据权利要求1所述的一种斜齿轮全自动检测装置,其特征在于,
8.根据权利要求1所述的一种斜齿轮全自动检测装置,其特征在于,
9.根据权利要求8所述的一种斜齿轮全自动检测装置,其特征在于,
10.根据权利要求8所述的一种斜齿轮全自动检测装置,其特征在于,
技术总结
本发明提出了一种斜齿轮全自动检测装置,包括:机台,依次设置于所述机台上的上料模块、第一检测模块、第二检测模块、下料模块及搬运模块;所述第一检测模块用于测量产品的齿轮部厚度,其包括若干第一承载组件及设于所述第一承载组件的第一检测组件;所述第二检测模块用于测量产品的齿轮部圆跳动,其包括第二承载组件、第二检测组件及驱动产品转动的旋转驱动组件;所述下料模块用于将合格品与不良品进行分拣动作。通过上述方式,实现斜齿轮的齿轮部厚度和圆跳动全自动检测,并将合格品与不良品进行机械分拣,有效提高工作效率和检测精度。
技术研发人员:徐振国,葛绍文,吴新波
受保护的技术使用者:海瑞恩自动化科技(昆山)有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!