一种铜冶炼炉渣浮选控制方法与流程
本发明属于铜冶炼炉渣浮选,更具体地说,涉及一种铜冶炼炉渣浮选控制方法。
背景技术:
1、铜冶炼厂炉渣主要产生于铜精矿的冶炼过程中。在高温下,矿石中的金属成分会被熔化,熔体会向下流动,而较轻的炉渣则会在熔融金属以上凝固。大部分的铜冶炼废渣都是熔炼后产生的炉渣。通过浮选机来对炉渣进行浮选分离矿物,在浮选机中,加入药剂处理后的矿浆,通过搅拌充气,使其中目的矿物附着于气泡之上,浮至矿浆表面被刮出形成泡沫产品,其余部分则保留在矿浆中,以达到分离矿物的目的。
2、浮选过程有粗选、扫选、精选,浮选段数一般多达七段,有的甚至达到十段以上,各段浮选的操作有液位调节、充气量调节、加药量调整等,传统浮选这些操作都是通过人工调节来实现的,且液位、充气量、加药量的调整都是独立进行的,它们之间的关系非常紧密和巧妙,往往不能通过只调整某一个变量来实现浮选系统的稳定,可能需要对多个甚至全部进行调整,这就要求浮选操作工的技能水平高、责任心强、经验丰富。同时人工调节也有一定的滞后性、主观性、不稳定性,对浮选指标的提升极为不利。
3、因此,有必要提供一种铜冶炼炉渣浮选控制方法解决上述技术问题。
技术实现思路
1、本发明的目的在于提供一种铜冶炼炉渣浮选控制方法以解决上述技术问题。
2、为实现上述目的,本发明采用如下的技术方案:
3、一种铜冶炼炉渣浮选控制方法,具体包括以下步骤:
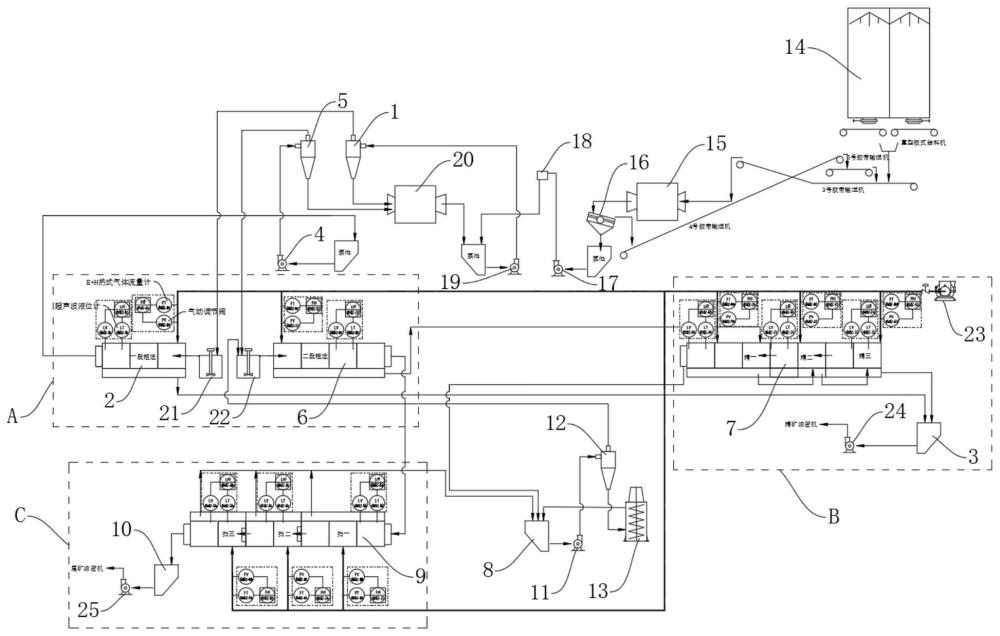
4、s1:一段分级旋流器溢流自流至第一粗选浮选机中进行第一次粗选,其产出的泡沫自流至精矿泵池中、产出的尾矿通过二段分级旋流器给料渣浆泵输送至二段分级旋流器进行二段分级;
5、s2:二段分级旋流器溢流自流至第二粗选浮选机中进行第二次粗选,其产出的泡沫自流至精选浮选机中进行三次精选,所述精选浮选机中产出的泡沫会输送到所述精矿泵池中、产出的尾矿会输送至中矿泵池中;
6、s3:所述第二粗选浮选机中产出的尾矿自流至扫选浮选机中进行三次扫选,其产出的泡沫输送至所述中矿泵池中、产出的尾矿自流至尾矿泵池中;
7、s4:所述中矿泵池中的矿浆通过中矿分级旋流器给料渣浆泵泵入到中矿分级旋流器中进行中矿分级;
8、s5:所述中矿分级旋流器沉砂进入中矿立磨机中,所述中矿立磨机排出的物料自流至所述中矿泵池;
9、s6:所述中矿分级旋流器溢流自流至所述第二粗选浮选机中进行再次选别;
10、所述第一粗选浮选机、所述第二粗选浮选机以及所述扫选浮选机中均设置有泡沫检测装置,用于实时检测各段浮选所产生的泡沫情况;
11、所述第一粗选浮选机、第二粗选浮选机、精选浮选机以及扫选浮选机均设置有超声波液位测量装置、充气量测量装置及充气调节装置,通过浮选专家系统的调控来实现浮选液位、充气量的自动控制。
12、作为本发明进一步的方案:还包括以下步骤:
13、s11:粉矿仓内的铜冶炼炉渣通过胶带输送机输送至半自磨机中进行磨矿作业;
14、s12:所述半自磨机的排料通过直线振动筛进行筛分,所述直线振动筛筛上物料会通过胶带输送机再次返回至所述半自磨机中构成闭路磨矿,所述直线振动筛筛下物料经过半自磨排料输送渣浆泵输送至原矿取样机中;
15、s13:所述原矿取样机的排料通过一段分级旋流器给料渣浆泵输送至所述一段分级旋流器中进行一段分级,所述一段分级旋流器中溢流自流至第一粗选浮选机中进行第一次粗选作业;
16、s14:所述一段分级旋流器和二段分级旋流器沉砂均进入到湿式溢流型球磨机中进行再次磨矿作业,所述湿式溢流型球磨机排料与所述原矿取样机的排料合并后再通过所述一段分级旋流器给料渣浆泵输送至所述一段分级旋流器中进行分级。
17、作为本发明进一步的方案:所述一段分级旋流器溢流矿浆的输送管、所述第一粗选浮选机产出的泡沫输送管、所述第二粗选浮选机产出的泡沫输送管、所述精选浮选机产出的泡沫输送管、所述扫选浮选机产出泡沫输送管以及所述扫选浮选机的尾矿输送管中均设置有取样器,间断取样送至荧光在线品位分析仪,实时在线测量矿浆或泡沫中的铜含量。
18、作为本发明进一步的方案:所述一段分级旋流器溢流进入一段粗选搅拌桶中进行加药搅拌,再输送至所述第一粗选浮选机中,所述二段分级旋流器溢流和所述中矿分级旋流器溢流均进入二段粗选搅拌桶中进行加药搅拌,再输送至所述第二粗选浮选机中。
19、作为本发明进一步的方案:通过设置自动加药机对所述一段粗选搅拌桶、所述二段粗选搅拌桶以及所述扫选浮选机进料槽中添加浮选药剂,并且浮选专家系统可根据浮选现象自动调整加药量。
20、作为本发明进一步的方案:还包括有鼓风机,用于通过充气管道对所述第一粗选浮选机、第二粗选浮选机、精选浮选机以及扫选浮选机进行充气。
21、作为本发明进一步的方案:所述充气量测量装置采用热式气体流量计,所述充气调节装置采用气动蝶阀,二者相互配合实现对第一粗选浮选机、第二粗选浮选机、精选浮选机以及扫选浮选机充气量进行精准控制。
22、作为本发明进一步的方案:所述第一粗选浮选机、第二粗选浮选机、精选浮选机以及扫选浮选机的尾矿箱中均设置有锥阀,通过气动执行机构的上下动作来实现对锥阀开度的调节,进而实现对浮选机内液位的调节。
23、作为本发明进一步的方案:所述精矿泵池中的精矿通过铜精矿输送渣浆泵输送至精矿浓密机中,所述尾矿泵池中的尾矿通过尾矿输送渣浆泵输送至尾矿浓密机中。
24、作为本发明进一步的方案:所述自动加药机加药种类包括捕收剂、调整剂和起泡剂。
25、相比于现有技术,本发明的有益效果在于:
26、1、本方案中各段浮选机就地控制箱内置浮选机过程控制程序,可以有效的对浮选机液位、充气量进行人工控制。控制箱内人机界面有良好的人机对话功能,现场可方便的对控制参数进行设定,并且提供自动/手动以及远程/就地切换功能。
27、2、学习过程:浮选专家系统对浮选过程的各项数据(泡沫流速、泡沫大小及占比、泡沫层厚度、浮选充气量、加药量、产品品位等)进行收集、处理、量化和分析,不断学习浮选过程的各工艺参数控制标准,建立浮选过程模型。
28、3、优化控制过程:通过对入选原矿品位、精矿品位、尾矿品位等信息的收集分析,自动评判浮选过程优劣,并自动调节各浮选过程工艺参数使得浮选过程不断优化直至趋于最优状态,实现浮选过程全自动化控制,在保证精矿品位的前提下降低尾矿含铜,不断提高选铜回收率,为企业创造极大效益。
技术特征:
1.一种铜冶炼炉渣浮选控制方法,其特征在于,具体包括以下步骤:
2.根据权利要求1所述的一种铜冶炼炉渣浮选控制方法,其特征在于,还包括以下步骤:
3.根据权利要求1所述的一种铜冶炼炉渣浮选控制方法,其特征在于,所述一段分级旋流器(1)溢流矿浆的输送管、所述第一粗选浮选机(2)产出的泡沫输送管、所述第二粗选浮选机(6)产出的泡沫输送管、所述精选浮选机(7)产出的泡沫输送管、所述扫选浮选机(9)产出泡沫输送管以及所述扫选浮选机(9)的尾矿输送管中均设置有取样器,间断取样送至荧光在线品位分析仪,实时在线测量矿浆或泡沫中的铜含量。
4.根据权利要求1所述的一种铜冶炼炉渣浮选控制方法,其特征在于,所述一段分级旋流器(1)溢流进入一段粗选搅拌桶(21)中进行加药搅拌,再输送至所述第一粗选浮选机(2)中,所述二段分级旋流器(5)溢流和所述中矿分级旋流器(12)溢流均进入二段粗选搅拌桶(22)中进行加药搅拌,再输送至所述第二粗选浮选机(6)中。
5.根据权利要求4所述的一种铜冶炼炉渣浮选控制方法,其特征在于,通过设置自动加药机对所述一段粗选搅拌桶(21)、所述二段粗选搅拌桶(22)以及所述扫选浮选机(9)进料槽中添加浮选药剂,并且浮选专家系统可根据浮选现象自动调整加药量。
6.根据权利要求1所述的一种铜冶炼炉渣浮选控制方法,其特征在于,还包括有鼓风机(23),用于通过充气管道对所述第一粗选浮选机(2)、第二粗选浮选机(6)、精选浮选机(7)以及扫选浮选机(9)进行充气。
7.根据权利要求6所述的一种铜冶炼炉渣浮选控制方法,其特征在于,所述充气量测量装置采用热式气体流量计,所述充气调节装置采用气动蝶阀,二者相互配合实现对第一粗选浮选机(2)、第二粗选浮选机(6)、精选浮选机(7)以及扫选浮选机(9)充气量进行精准控制。
8.根据权利要求1所述的一种铜冶炼炉渣浮选控制方法,其特征在于,所述第一粗选浮选机(2)、第二粗选浮选机(6)、精选浮选机(7)以及扫选浮选机(9)的尾矿箱中均设置有锥阀,通过气动执行机构的上下动作来实现对锥阀开度的调节,进而实现对浮选机内液位的调节。
9.根据权利要求1所述的一种铜冶炼炉渣浮选控制方法,其特征在于,所述精矿泵池(3)中的精矿通过铜精矿输送渣浆泵(24)输送至精矿浓密机中,所述尾矿泵池(10)中的尾矿通过尾矿输送渣浆泵(25)输送至尾矿浓密机中。
10.根据权利要求5所述的一种铜冶炼炉渣浮选控制方法,其特征在于,所述自动加药机加药种类包括捕收剂、调整剂和起泡剂。
技术总结
本发明公开了一种铜冶炼炉渣浮选控制方法,属于铜冶炼炉渣浮选技术领域,包括如下步骤:所述第一粗选浮选机、所述第二粗选浮选机以及所述扫选浮选机中均设置有泡沫检测装置,用于实时在线检测各段浮选泡沫情况;通过浮选专家系统来优化控制浮选过程,实现浮选系统的稳定。本方案中浮选专家系统对浮选过程的各项数据进行集中分析、处理、量化,不断学习浮选过程的各工艺参数控制标准,建立浮选过程模型;通过对原矿品位、精矿品位、尾矿品位等信息的收集分析,自动评判浮选过程优劣,并自动优化浮选过程控制参数直至趋于最优状态,实现浮选过程全自动化控制;在保证精矿品位的前提下降低尾矿含铜,不断提高选铜回收率,为企业创造极大效益。
技术研发人员:叶红波,李立,纪仙赐,王聪兵,陈弘,李杰玉,夏天
受保护的技术使用者:阳新弘盛铜业有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!