一种销钉检测设备的制作方法
本发明涉及紧固件检测,具体涉及一种销钉检测设备。
背景技术:
1、销钉一般会由车床加工出一个以上的凹槽用于限位,加工完成后其位置、直径、宽度等尺寸会有一定偏差,如超出公差范围则无法正常配合。因此,需要对生产的销钉进行尺寸检测,确定合格品,排出次品,以保证后续的装配精度。
2、传统方式依靠手动测量,不仅效率低下,也容易出现误差。
3、销钉为圆柱形产品,尺寸细小,导致直径、轴长尺寸难以被检测,特别是想要形成流水线批量检测,需要适应不同直径销钉的类型变化,减少设备换代成本。同时,在批量检测过程中,同时筛除次品,可以对销钉进行分类分选。
技术实现思路
1、本发明为了解决上述技术的不足,提供了一种销钉检测设备。
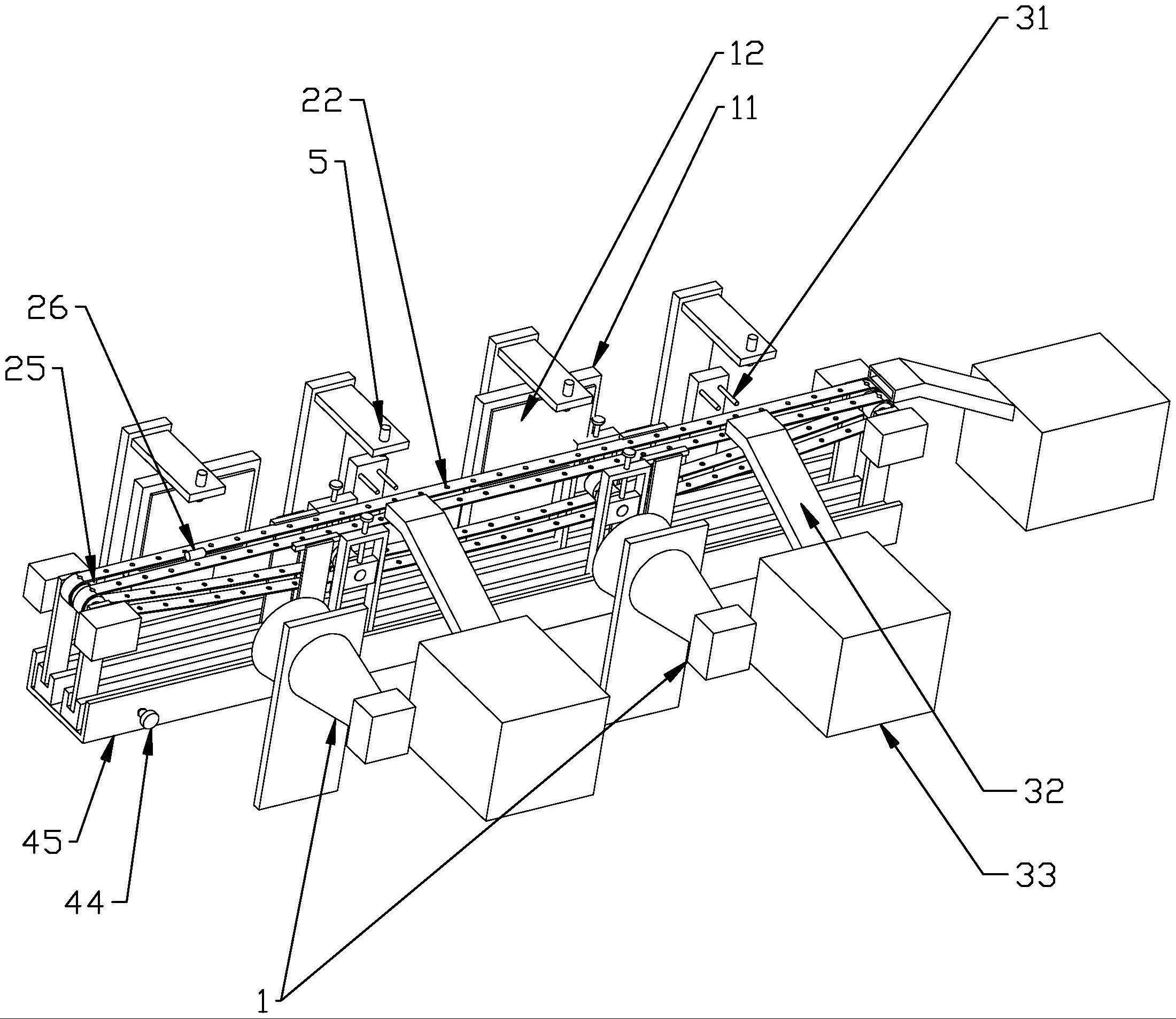
2、本发明的技术方案:一种销钉检测设备,包括输送带机构、图像尺寸测量仪及筛选机构,所述输送带机构并列平行设有两组,均包括机架、传送带、带轮及驱动电机,该两组传送带之间的间隙小于销钉直径,所述销钉轴向与传送带平行,搭设于两组传送带之间的间隙上,外周面分别露于间隙竖直上方和竖直下方,所述图像尺寸测量仪、筛选机构依次沿传送带前进方向设置,所述筛选机构包括喷气管、接引轨道及次品收集箱,该喷气管、接引轨道分别垂直于间隙的两侧,所述接引轨道设有朝向销钉、喷气管的进料口,所述喷气管根据图像尺寸测量仪检测结构启闭,吹动次品由进料口进入次品收集箱。
3、采用上述技术方案,通过振动盘等送料设备,将销钉逐一送入输送带机构,因为输送带机构设置为两组平行,销钉搭设在两组传送带的间隙上,销钉外周边一部分露在间隙上方,一部分露在间隙下方,且轴向与前进方向平行的躺平状态,其直径、轴长均可被图像尺寸测量仪捕捉,便实现了随传送带与图像尺寸测量仪交替运转,步进式传送销钉,自动化对每一个销钉进行尺寸检测的工作。
4、同时通过设置的筛选机构与传送带驱动电机、图像尺寸测量仪三者联动信号控制,当检测处次品销钉时,次品销钉轮转的下一工位便是筛选机构,被喷气管喷出的气流直接吹入次品收集箱,实现自动分流工作。
5、本实用新型的进一步设置:所述传送带为金属薄片传送带,该传送带上沿轮转前进方向设有若干个定位孔,所述带轮上设有与定位孔适配的定位柱,该定位柱随带轮旋转与定位孔卡合。
6、采用上述技术方案,由于销钉尺寸细小,普通的传送带厚度太厚,导致销钉设置于间隙处时,直径无法露出,因此设置金属材料的薄片传送带,如薄钢条、薄铁条首尾衔接的传送带,因为金属薄片传送带容易与带轮打滑,因此在上面冲出若干个定位孔,利用定位孔与定位柱的卡合,保证带轮精准驱动金属薄片传送带。
7、本实用新型的进一步设置:所述输送带机构还包括引导件,该引导件设有与水平方向平行的导向槽,所述传送带相对带轮竖直上方的带体穿过导向槽。
8、采用上述技术方案,由于金属薄片传送带厚度变薄后,容易软塌,因此设置引导件的导向槽作为轨道,对传送带进行支撑,保证相对带轮竖直上方的带体呈水平姿态。
9、本实用新型的进一步设置:所述传送带机构还包括张紧轮、架体、滑块、调节螺杆,所述张紧轮压设于传送带相对带轮竖直下方的带体上,所述架体上设有竖直方向的滑槽、及竖直方向穿至滑槽的螺孔,所述滑块插设于滑槽内做滑动配合,并与张紧轮旋转配合,所述调节螺杆穿过螺孔与滑块联动配合,驱动滑块携带张紧轮升降。
10、采用上述技术方案,调节螺杆穿过螺孔与滑块联动配合,驱动滑块携带张紧轮升降,以压紧传送带,控制传送带张紧度。
11、本实用新型的进一步设置:所述图像尺寸测量仪包括直径测量仪和轴长测量仪,所述筛选机构设有两组,分别设置于直径测量仪和轴长测量仪的行进后方,所述直径测量仪、轴长测量仪、及两组筛选机构处均设有接近开关,该接近开关检测工位处间隙内的销钉。
12、采用上述技术方案,设置的接近开关确保工位存在销钉,再启动测量仪、筛选机构。
13、本实用新型的进一步设置:所述传送带于图像尺寸测量仪的另一侧设有背景板。
14、采用上述技术方案,设置背景板使得图像尺寸测量仪拍摄销钉时,有背景提高对比度。
15、本实用新型的进一步设置:所述背景板上设有补光灯。
16、采用上述技术方案,设置补光灯提高亮度。
17、本实用新型的进一步设置:所述设备还包括调节底座及调节螺杆,该调节底座上设有间距滑槽、及沿垂直间隙的方向贯穿至间距滑槽内的螺孔,所述两组输送带机构的机架设置于间距滑槽内做滑动配合,所述调节螺杆穿过螺孔与机架联动配合,分别驱动两组机架相互靠近或远离。
18、采用上述技术方案,控制间隙的间距大小,以适应不同直径的销钉。
技术特征:
1.一种销钉检测设备,其特征在于:包括输送带机构、图像尺寸测量仪及筛选机构,所述输送带机构并列平行设有两组,均包括机架、传送带、带轮及驱动电机,该两组传送带之间的间隙小于销钉直径,所述销钉轴向与传送带平行,搭设于两组传送带之间的间隙上,外周面分别露于间隙竖直上方和竖直下方,所述图像尺寸测量仪、筛选机构依次沿传送带前进方向设置,所述筛选机构包括喷气管、接引轨道及次品收集箱,该喷气管、接引轨道分别垂直于间隙的两侧,所述接引轨道设有朝向销钉、喷气管的进料口,所述喷气管根据图像尺寸测量仪检测结构启闭,吹动次品由进料口进入次品收集箱。
2.根据权利要求1所述的一种销钉检测设备,其特征在于:所述传送带为金属薄片传送带,该传送带上沿轮转前进方向设有若干个定位孔,所述带轮上设有与定位孔适配的定位柱,该定位柱随带轮旋转与定位孔卡合。
3.根据权利要求2所述的一种销钉检测设备,其特征在于:所述输送带机构还包括引导件,该引导件设有与水平方向平行的导向槽,所述传送带相对带轮竖直上方的带体穿过导向槽。
4.根据权利要求3所述的一种销钉检测设备,其特征在于:所述传送带机构还包括张紧轮、架体、滑块、调节螺杆,所述张紧轮压设于传送带相对带轮竖直下方的带体上,所述架体上设有竖直方向的滑槽、及竖直方向穿至滑槽的螺孔,所述滑块插设于滑槽内做滑动配合,并与张紧轮旋转配合,所述调节螺杆穿过螺孔与滑块联动配合,驱动滑块携带张紧轮升降。
5.根据权利要求1-4任意一项所述的一种销钉检测设备,其特征在于:所述图像尺寸测量仪包括直径测量仪和轴长测量仪,所述筛选机构设有两组,分别设置于直径测量仪和轴长测量仪的行进后方,所述直径测量仪、轴长测量仪、及两组筛选机构处均设有接近开关,该接近开关检测工位处间隙内的销钉。
6.根据权利要求5所述的一种销钉检测设备,其特征在于:所述传送带于图像尺寸测量仪的另一侧设有背景板。
7.根据权利要求6所述的一种销钉检测设备,其特征在于:所述背景板上设有补光灯。
8.根据权利要求7所述的一种销钉检测设备,其特征在于:所述设备还包括调节底座及调节螺杆,该调节底座上设有间距滑槽、及沿垂直间隙的方向贯穿至间距滑槽内的螺孔,所述两组输送带机构的机架设置于间距滑槽内做滑动配合,所述调节螺杆穿过螺孔与机架联动配合,分别驱动两组机架相互靠近或远离。
技术总结
一种销钉检测设备,通过振动盘等送料设备,将销钉逐一送入输送带机构,因为输送带机构设置为两组平行,销钉搭设在两组传送带的间隙上,销钉外周边一部分露在间隙上方,一部分露在间隙下方,且轴向与前进方向平行的躺平状态,其直径、轴长均可被图像尺寸测量仪捕捉,便实现了随传送带与图像尺寸测量仪交替运转,步进式传送销钉,自动化对每一个销钉进行尺寸检测的工作。同时通过设置的筛选机构与传送带驱动电机、图像尺寸测量仪三者联动信号控制,当检测处次品销钉时,次品销钉轮转的下一工位便是筛选机构,被喷气管喷出的气流直接吹入次品收集箱,实现自动分流工作。
技术研发人员:王加渊,涂哲豪,涂耀丽
受保护的技术使用者:浙江国盛汽车科技股份有限公司
技术研发日:20230106
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!