一种电极综合检测设备的制作方法
本技术属于基于机器视觉的检测领域,具体涉及一种电极综合检测设备,可广泛的在汽车动力电池的电极或端盖的产品检测中推广应用。
背景技术:
1、随着环境恶化和新能源技术应用,动力电池被广泛应用于电动汽车中,从1865、2170到4680、4695,技术的创新使得电池的体积和能量密度也越来越得意提高,使得电动汽车能源模块进一步发展和提升。
2、其中,到了4680/4695动力电池,电池的电极(参见图1)已逐步取消电池极耳,而采用无极耳结构,减少或消除了发热点,因此,其热量控制或汽车的冷却或散热系统成本进一步降低。然而,无极耳的电池端盖,质量要求也相应提高,如电池端盖的毛刺、脏污、异物、刮伤、凹坑、亮痕、异色、金属屑等的容忍程度进一步降低。显然,通过传统的人工肉眼检测已不符合当前的高精度、高效率的生产要求,而且人工检测容易造成漏检、错件、不稳定等问题。
3、因此,本实用新型的目的在于寻求一种智能化电池端盖综合检测方案,以提高电池端盖或电池电极的检测精度和效率,保证生产质量。
技术实现思路
1、为了克服现有技术的不足,本实用新型的目的在于提供一种电极综合检测设备及检测方法,其能解决上述问题。
2、设计原理:针对图1中电池端盖、即电极的缺陷,对出现的瑕疵需要进行综合检测,且为了提高效率,应当在一条流线上完成所有检测项,根据应用的机器视觉单元,需要对电极进行毛刺检、正面检、背面检、外壁检、内壁检等,进行5工位检测,对应的下料除了5类瑕疵+1个ok下料位,还预设一个备用瑕疵位点,通过图像算法,后台进行即时瑕疵分类,进而实时分类下料,实现一条流线完成上料、5工位视觉检测、分拣下料、接驳下料、ok下料等操作,提高工作效率和检测质量。
3、整体方案如下。
4、一种电极综合检测设备,设备包括上料模组、检测接料台、检测站、ng收料台、ok下料模组、机架和工控器;其中,所述上料模组设置在检测接料台的上游端,且检测接料台的接料平面低于所述上料模组的送料平面;所述ng收料台和ok下料模组设置在所述检测接料台的下游,且检测接料台的接料平面高于所述ng收料台和ok下料模组的收料平面;所述检测站临近所述检测接料台布置,以对流过所述检测接料台上的电池电极进行多工位综合检测,并由工控器对检测的电极缺陷进行分类;所述ng收料台设置多个缺陷料盒和对应的暂存料盒,并根据工控器的检测结果接收不同缺陷类型的电极;所述ok下料模组接收无瑕疵的ok电极。
5、进一步的,所述上料模组、ng收料台和ok下料模组采用输送皮带运料;所述检测接料台采用输送皮带或转盘机构运料,所述上料模组、检测接料台、ng收料台和ok下料模组构成r型、l型或一字型运料流线。
6、进一步的,所述检测站包括根据检测接料台流线布置的毛刺检测模块、正面检测模块、背面检测模块、外圈检测模块和内壁检测模块;其中,所述毛刺检测模块用于对电极内壁毛刺进行检测;所述正面检测模块采用同轴光和低角度环光对电极正面外观瑕疵检测;所述背面检测模块采用同轴光和低角度环光对电极反面外观瑕疵检测;所述外圈检测模块用于对圆柱孔内壁瑕疵检测;所述内壁检测模块用于对圆柱外壁瑕疵检测。
7、进一步的,所述正面检测模块包括正面同轴相机和正面低角度环形光源;所述背面检测模块包括背面同轴相机、背面同轴光和背面环形光;所述正面检测模块和背面检测模块上下游间隔的竖直设置。
8、进一步的,所述检测接料台采用透明载板;所述正面检测模块包括相对所述检测接料台的透明载板上下对称的两组正面同轴相机和正面低角度环形光源;所述背面检测模块包括相对所述检测接料台的透明载板上下对称的两组背面同轴相机、背面同轴光和背面环形光。
9、进一步的,所述外圈检测模块包括多个环形均布的外圈检相机镜头和环形无影光源;所述内壁检测模块包括多个环形均布的内壁检相机镜头和一个背光源。
10、相比现有技术,本实用新型的有益效果在于:本申请的电极检测设备,提供了电池电极的多种类型瑕疵的综合检测,避免了人工或半自动检测带来的漏检率高、速率慢等问题,可在动力电池的检测中广泛应用。
技术特征:
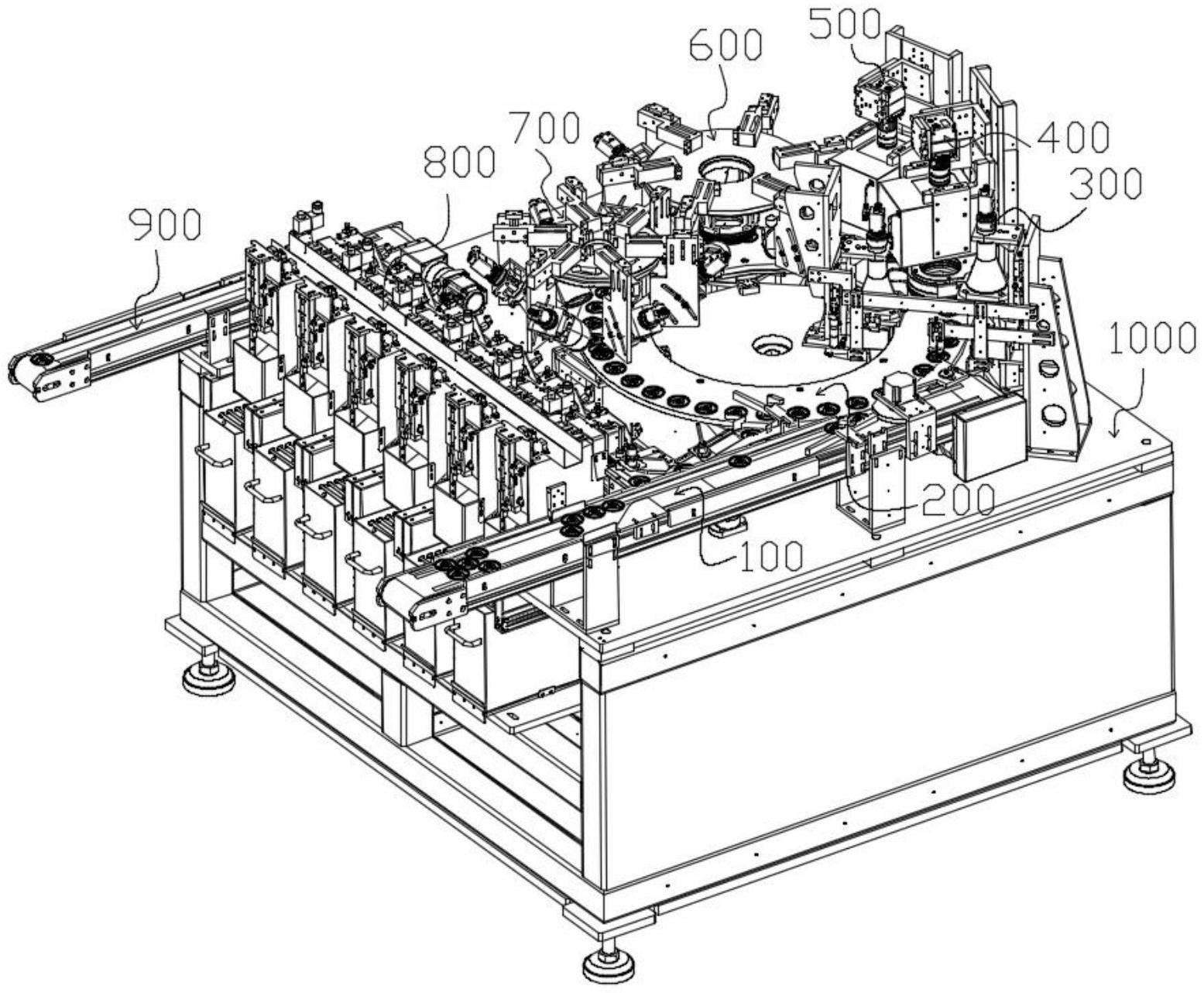
1.一种电极综合检测设备,其特征在于:设备包括上料模组(100)、检测接料台(200)、检测站(300、400、500、600、700)、ng收料台(800)、ok下料模组(900)、机架(1000)和工控器;
2.根据权利要求1所述的电极综合检测设备,其特征在于:所述上料模组(100)、ng收料台(800)和ok下料模组(900)采用输送皮带运料;所述检测接料台(200)采用输送皮带或转盘机构运料,所述上料模组(100)、检测接料台(200)、ng收料台(800)和ok下料模组(900)构成r型、l型或一字型运料流线。
3.根据权利要求1所述的电极综合检测设备,其特征在于:所述检测站(300、400、500、600、700)包括根据检测接料台(200)流线布置的毛刺检测模块(300)、正面检测模块(400)、背面检测模块(500)、外圈检测模块(600)和内壁检测模块(700);其中,
4.根据权利要求3所述的电极综合检测设备,其特征在于:所述毛刺检测模块(300)采用两组对置的相机组件对电极内壁毛刺进行检测,两组对置的相机组件水平布置或竖直布置;当竖直布置时,两组相机平行且高度不同的设置,且均配备斜角同轴光源。
5.根据权利要求3所述的电极综合检测设备,其特征在于:所述正面检测模块(400)包括正面同轴相机和正面低角度环形光源;所述背面检测模块(500)包括背面同轴相机、背面同轴光和背面环形光;所述正面检测模块(400)和背面检测模块(500)上下游间隔的竖直设置。
6.根据权利要求5所述的电极综合检测设备,其特征在于:所述检测接料台(200)采用透明载板;所述正面检测模块(400)包括相对所述检测接料台(200)的透明载板上下对称的两组正面同轴相机和正面低角度环形光源;所述背面检测模块(500)包括相对所述检测接料台(200)的透明载板上下对称的两组背面同轴相机、背面同轴光和背面环形光。
7.根据权利要求3所述的电极综合检测设备,其特征在于:所述外圈检测模块(600)包括多个环形均布的外圈检相机镜头和环形无影光源;所述内壁检测模块(700)包括多个环形均布的内壁检相机镜头和一个背光源。
8.根据权利要求7所述的电极综合检测设备,其特征在于:所述检测接料台(200)采用透明载板,所述外圈检测模块(600)还包括一个环形副无影光源,所述环形副无影光源布置在透明载板下方,且所述环形副无影光源的外径大于环形无影光源的外径;所述内壁检测模块(700)的背光源通过背光源支架布置在透明载板下方。
技术总结
本技术提供了一种电极综合检测设备,属于动力电池的视觉检测领域,设备包括上料模组、检测接料台、检测站、NG收料台、OK下料模组、机架和工控器;检测接料台的接料平面低于上料模组的送料平面;检测接料台的接料平面高于NG收料台和OK下料模组的收料平面;检测站临近检测接料台布置,以对流过检测接料台上的电池电极进行多工位综合检测;NG收料台设置多个缺陷料盒和对应的暂存料盒,OK下料模组接收无瑕疵的OK电极;本申请的电极检测设备,避免了人工或半自动检测带来的漏检率高、速率慢等问题,可在动力电池的检测中广泛应用。
技术研发人员:杨云仙,郭冰,刘华雷,贺凯,仲丁元,黄黎明,曹葵康,温延培,徐一华
受保护的技术使用者:苏州天准科技股份有限公司
技术研发日:20230221
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!