动力电池装盖不良品剔除装置的制作方法
本技术涉及锂电池生产加工,尤其涉及一种动力电池装盖不良品剔除装置。
背景技术:
1、动力电池是为工具提供动力来源的电源。其中,圆柱形锂电池因为标准化的外形尺寸、非常成熟的生产装备和加工工艺,其广泛应用于动力电池中。柱形电池产线的加工流程为:电芯上料-揉平-电测-焊正极集流盘-贴正极胶-入壳-焊正极柱接-焊负极-x光检测-电测-注液-装负极盖。
2、动力电池装负极盖作为柱形电池产线的最后一道工序,其需将电池与负极盖进行装配。对于装配后的电池,需要检测负极盖是否安装合格,并剔除不良品。现有技术中,多采用人工检测、人工剔除不良品,操作费时费力,效率不高。
技术实现思路
1、为克服相关技术中存在的问题,本实用新型的提供一种动力电池装盖不良品剔除装置,适用于电池自动化产线,能够自动剔除不良品。
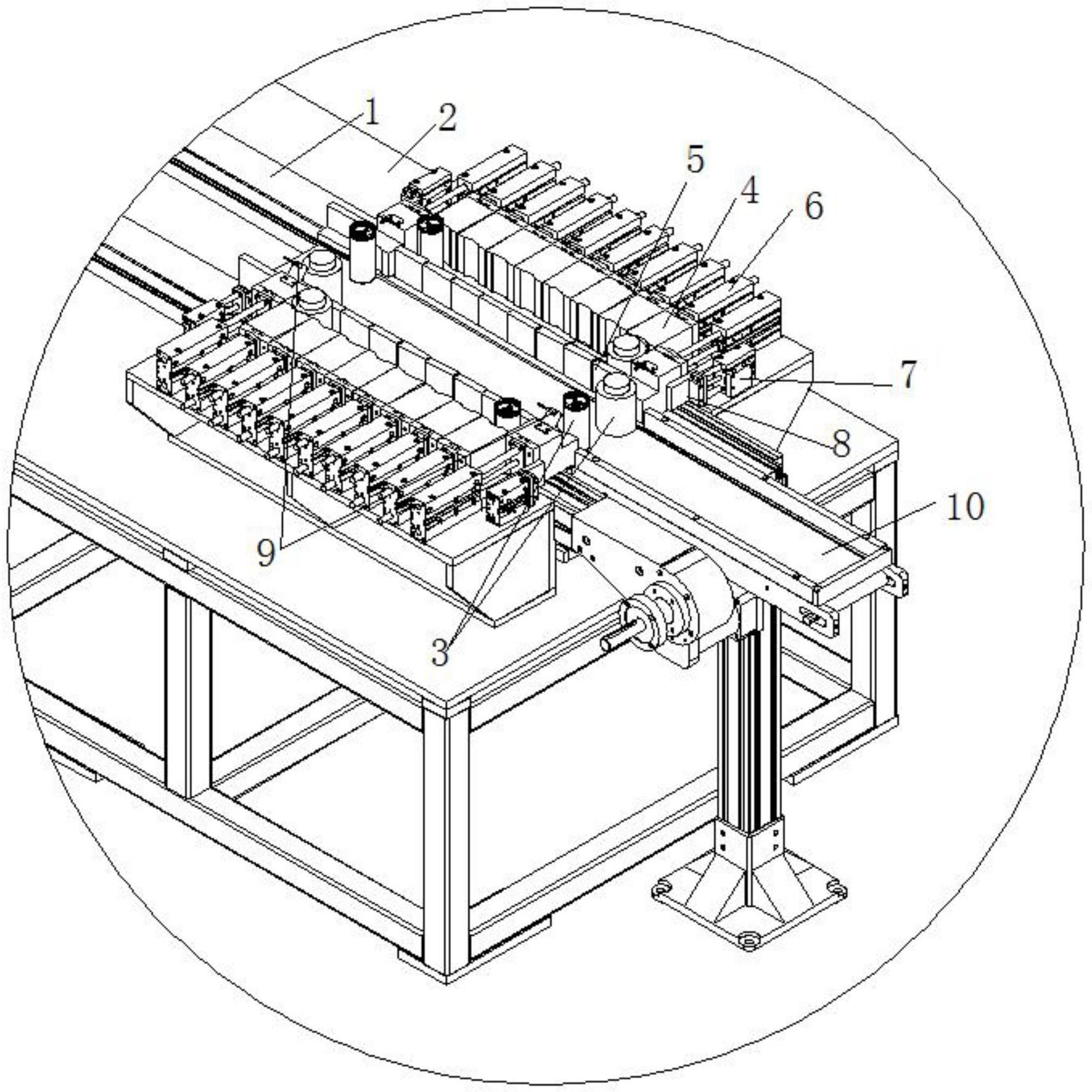
2、本实用新型的目的是提供一种动力电池装盖不良品剔除装置,包括电池输送线、剔除组件;
3、所述剔除组件包括沿输送方向依次设置的若干剔除单元;
4、所述剔除单元包括分别设置于电池输送线两侧的推块、挡板,所述挡板下端连接升降组件的升降端,所述推块外端连接侧推气缸,所述侧推气缸、降组件均安装于机架上。
5、在本实用新型较佳的技术方案中,所述电池输送线于剔除组件设置有检测工位,所述检测工位与剔除单元一一对应。
6、在本实用新型较佳的技术方案中,所述升降组件为气缸或线性模组。
7、在本实用新型较佳的技术方案中,所述机架上于挡板外旁侧设置有不良品收集组件。
8、在本实用新型较佳的技术方案中,所述不良品收集组件为输送带、暂存台或收集框。
9、在本实用新型较佳的技术方案中,所述电池输送线上于剔除组件两端均设置有阻挡块,所述机架上于阻挡块外旁侧安装有阻挡气缸,所述阻挡块连接阻挡气缸的移动端,阻挡气缸垂直于电池输送方向。
10、在本实用新型较佳的技术方案中,位于首位及末位的剔除单元的推块上均安装有感应探头。
11、在本实用新型较佳的技术方案中,所述推块内侧面设置有与电池配合的凹部。
12、本实用新型的有益效果为:
13、结构简单、设计合理,效率高,适用于电池自动化产线,能够配合检测工位,同时对多个电池进行剔除,各个检测工位检测完成后,将电池继续送至对应的剔除组件,检测工位与剔除单元一一对应,若检测工位检测不合格,对应的剔除单元的挡板下降,侧推气缸会驱动推块将不合格品推出电池输送线,以剔除不良品。
技术特征:
1.一种动力电池装盖不良品剔除装置,其特征在于:包括电池输送线、剔除组件;
2.根据权利要求1所述的动力电池装盖不良品剔除装置,其特征在于:所述电池输送线于剔除组件设置有检测工位,所述检测工位与剔除单元一一对应。
3.根据权利要求2所述的动力电池装盖不良品剔除装置,其特征在于:所述升降组件为气缸或线性模组。
4.根据权利要求1所述的动力电池装盖不良品剔除装置,其特征在于:所述机架上于挡板外旁侧设置有不良品收集组件。
5.根据权利要求4所述的动力电池装盖不良品剔除装置,其特征在于:所述不良品收集组件为输送带、暂存台或收集框。
6.根据权利要求1所述的动力电池装盖不良品剔除装置,其特征在于:所述电池输送线上于剔除组件两端均设置有阻挡块,所述机架上于阻挡块外旁侧安装有阻挡气缸,所述阻挡块连接阻挡气缸的移动端,阻挡气缸垂直于电池输送方向。
7.根据权利要求6所述的动力电池装盖不良品剔除装置,其特征在于:位于首位及末位的剔除单元的推块上均安装有感应探头。
8.根据权利要求1-7任意一项所述的动力电池装盖不良品剔除装置,其特征在于:所述推块内侧面设置有与电池配合的凹部。
技术总结
本技术提供了一种动力电池装盖不良品剔除装置,包括电池输送线、剔除组件;剔除组件包括沿输送方向依次设置的若干剔除单元;剔除单元包括分别设置于电池输送线两侧的推块、挡板,所述挡板下端连接升降组件的升降端,所述推块外端连接侧推气缸,所述侧推气缸、降组件均安装于机架上;电池输送线于剔除组件设置有检测工位,所述检测工位与剔除单元一一对应结构简单、设计合理,效率高,适用于电池自动化产线,能够配合检测工位,同时对多个电池进行剔除,各个检测工位检测完成后,将电池继续送至对应的剔除组件,若检测工位检测不合格,对应的剔除单元的挡板下降,侧推气缸会驱动推块将不合格品推出电池输送线,以剔除不良品。
技术研发人员:付明华,刘小川,崔双
受保护的技术使用者:惠州市成泰自动化科技有限公司
技术研发日:20230407
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!