一种定位孔位置检查检具的制作方法
本技术涉及电机端盖定位孔检具领域,更具体地说,涉及一种定位孔位置检查检具。
背景技术:
1、当今的电机顶盖制造中,定位孔是一项关键的工艺。在制造过程中,定位孔的质量问题可能会导致电机部件的精度问题,甚至会使整个电机失效。因此需要一种定位孔位置检查检具,快速、准确地检测定位孔的质量,经检索如公开号cn216558752u的一种风力发电机端盖定位孔位置检查检具,虽然实现了,通过设有的检测结构,传送带和端盖结构,通过传送带的传送可以对端盖结构进行传送,之后通过检测结构的配合可以自动检测,采用定位杆、边花块和中环杆对应定位孔、边花槽和端盖轮进行插入,若大小尺寸有不符的,通过检测摄像头进行观察,通过报警器进行报警,可以第一时间通知工作人员取出检修,保证了检测的质量和速度,大大提高了工作效率;
2、当在生产线上制造电机顶盖时,有时会发现一些未经检验或者不合格的产品。如果这些产品不及时被剔除,就会造成浪费大量的时间和人力资源来进行后续的检查和修复。
技术实现思路
1、1.要解决的技术问题
2、针对现有技术中存在的问题,本实用新型的目的在于提供一种定位孔位置检查检具,它可以实现,先剔除残次并且能够对残次的电机端盖进行自动下料,提高工作效率。
3、2.技术方案
4、为解决上述问题,本实用新型采用如下的技术方案。
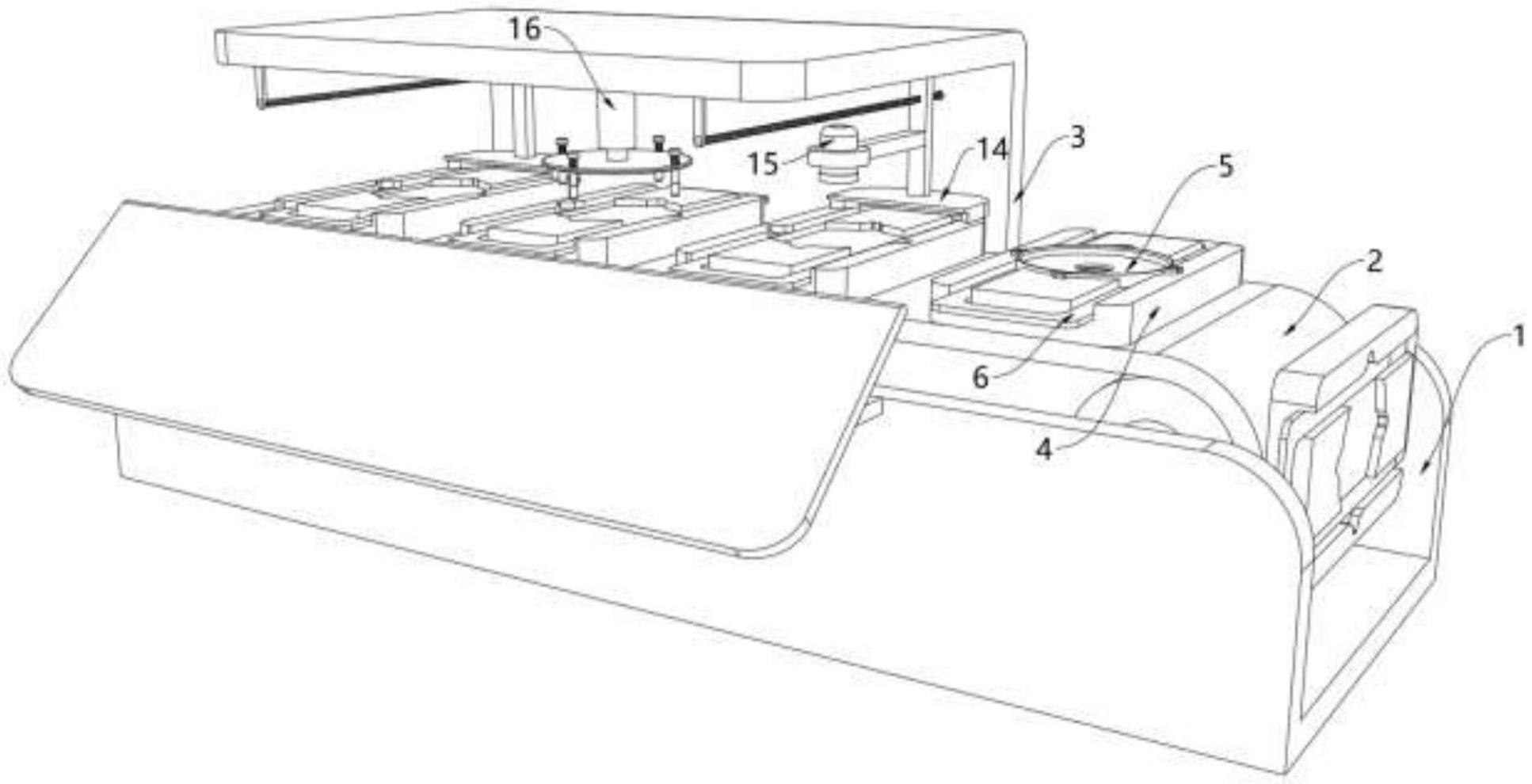
5、一种定位孔位置检查检具,包括架体和装配于架体内部的传输组件,所述传输组件的外侧装配有多个限位板,所述限位板的内部装配有电机端盖,所述电机端盖的外侧开设有多个定位孔,所述限位板的内部还设置有用于限位板与电机端盖分离的分离机构;
6、所述架体的一侧固定有l形架,所述l形架内侧的一端设置有视像头检测组件,用于定位孔预先检测,所述l形架内侧的中部位置处设置有用于定位孔位置检查的检查机构,所述l形架的内侧还设置有用于残次品下料的下料机构;
7、所述架体上还设置有控制主机,所述传输组件、检查机构以及下料机构均与控制主机电性连接。
8、进一步的,所述分离机构包括托架,所述托架与限位板滑动连接且托架位于电机端盖的底部,所述托架底部的两侧以及两端均固定有滑杆,所述滑杆的外侧滑动连接有圆形箱且圆形箱固定于限位板的内部,所述滑杆的底部固定有圆板,所述圆板位于圆形箱的内部且与圆形箱滑动连接,所述圆板与圆形箱之间且位于圆板的外侧装配有钢性弹簧;
9、进一步的,所述检查机构包括固定于l形架内侧中部位置处的第一液压缸,所述第一液压缸的输出端固定有圆形承载板,所述圆形承载板的内部滑动有多个检测杆,所述检测杆的顶部固定有压力检测仪,所述压力检测仪与圆形承载板之间且位于检测杆的外侧设置有拉力弹簧,所述第一液压缸与控制主机电性连接。
10、进一步的,所述下料机构包括两个驱动电机,两个所述驱动电机均通过螺栓分别固定于l形架外侧的两端,所述驱动电机的输出端均固定有螺纹杆,所述螺纹杆的外侧均螺纹连接有竖向杆且所述竖向杆与l形架滑动连接,所述竖向杆的底部固定有推板;
11、下料机构还包括四个第二液压缸,所述四个第二液压缸分别位于架体内部的两端和两侧,所述驱动电机和第二液压缸均控制主机电性连接。
12、3.有益效果
13、相比于现有技术,本实用新型的优点在于:
14、本方案通过多个结构之间的配合,实现了先剔除残次的方法,可以避免后续检测到有残次的电机端盖,并且能够对残次的电机端盖进行自动下料,从而节省后续的检测时间和人力成本,提高工作效率。
技术特征:
1.一种定位孔位置检查检具,包括架体(1)和装配于架体(1)内部的传输组件(2),其特征在于:所述传输组件(2)的外侧装配有多个限位板(4),所述限位板(4)的内部装配有电机端盖(5),所述电机端盖(5)的外侧开设有多个定位孔,所述限位板(4)的内部还设置有用于限位板(4)与电机端盖(5)分离的分离机构;
2.根据权利要求1所述的一种定位孔位置检查检具,其特征在于:所述分离机构包括托架(6),所述托架(6)与限位板(4)滑动连接且托架(6)位于电机端盖(5)的底部,所述托架(6)底部的两侧以及两端均固定有滑杆(8),所述滑杆(8)的外侧滑动连接有圆形箱(7)且圆形箱(7)固定于限位板(4)的内部,所述滑杆(8)的底部固定有圆板(9),所述圆板(9)位于圆形箱(7)的内部且与圆形箱(7)滑动连接,所述圆板(9)与圆形箱(7)之间且位于圆板(9)的外侧装配有钢性弹簧(10)。
3.根据权利要求1所述的一种定位孔位置检查检具,其特征在于:所述检查机构包括固定于l形架(3)内侧中部位置处的第一液压缸(16),所述第一液压缸(16)的输出端固定有圆形承载板(17),所述圆形承载板(17)的内部滑动有多个检测杆(20),所述检测杆(20)的顶部固定有压力检测仪(18),所述压力检测仪(18)与圆形承载板(17)之间且位于检测杆(20)的外侧设置有拉力弹簧(19),所述第一液压缸(16)与控制主机电性连接。
4.根据权利要求2所述的一种定位孔位置检查检具,其特征在于:所述下料机构包括两个驱动电机(11),两个所述驱动电机(11)均通过螺栓分别固定于l形架(3)外侧的两端,所述驱动电机(11)的输出端均固定有螺纹杆(12),所述螺纹杆(12)的外侧均螺纹连接有竖向杆(13)且所述竖向杆(13)与l形架(3)滑动连接,所述竖向杆(13)的底部固定有推板(14);
5.根据权利要求4所述的一种定位孔位置检查检具,其特征在于:所述视像头检测组件(15)与竖向杆(13)之间通过支撑架连接。
6.根据权利要求4所述的一种定位孔位置检查检具,其特征在于:所述推板(14)的内部开设有适配电机端盖(5)的竖向滑槽。
技术总结
本技术公开了一种定位孔位置检查检具,属于电机端盖定位孔检具领域,一种定位孔位置检查检具,包括包括架体和装配于架体内部的传输组件,传输组件的外侧装配有多个限位板,限位板的内部装配有电机端盖,电机端盖的外侧开设有多个定位孔,限位板的内部还设置有用于限位板与电机端盖分离的分离机构,架体的一侧固定有L形架,L形架内侧的一端设置有视像头检测组件,用于定位孔预先检测,它可以实现,通过多个结构之间的配合,实现了先剔除残次的方法,可以避免后续检测到有残次的电机端盖,并且能够对残次的电机端盖进行自动下料,从而节省后续的检测时间和人力成本,提高工作效率。
技术研发人员:陈良,缪有梅,王少媚
受保护的技术使用者:福建鹏盛电机有限公司
技术研发日:20230417
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!